Verbindung mit hoher Dichte Leiterplatten sind im Allgemeinen HDI hoch Mehrschichtige Leiterplatten mit 10 bis 20 Schichten oder mehr, die schwieriger zu verarbeiten sind als herkömmliche Mehrschichtige Leiterplatten, und hohe Qualitäts- und Zuverlässigkeitsanforderungen haben. Sie werden hauptsächlich in Kommunikationsgeräten verwendet, High-End-Server, Medizinische Elektronik, Luftfahrt, industrielle Steuerung, Militär und andere Bereiche. In den letzten Jahren, Marktnachfrage nach High-Level-Boards im Bereich der Anwendungskommunikation, Basisstationen, Luftfahrt, und Militär ist stark geblieben. Mit der schnellen Entwicklung von Chinas Telekommunikationsausrüstungsmarkt, Der Markt für hochrangige Boards war vielversprechend.

Zur Zeit, die inländische Leiterplattenhersteller Die in Massenproduktion hochrangige Leiterplatten produzieren können, sind hauptsächlich ausländische Unternehmen oder einige wenige inländische Unternehmen. Die Herstellung von High-Level-Leiterplatten erfordert nicht nur hohe Technologie- und Ausrüstungsinvestitionen, erfordert aber auch die Anhäufung von Erfahrungen von Technikern und Produktionspersonal. Zur gleichen Zeit, Die Einführung von hochrangigen Zertifizierungsverfahren für Vorstandskunden ist streng und umständlich, So haben High-Level-Leiterplatten eine höhere Schwelle, um in das Unternehmen einzutreten und Industrialisierung zu realisieren. Der Produktionszyklus ist länger. Die durchschnittliche Anzahl von Leiterplattenschichten ist zu einem wichtigen technischen Indikator geworden, um das technische Niveau und die Produktstruktur von Leiterplattenunternehmen zu messen. Dieser Artikel beschreibt kurz die wichtigsten Verarbeitungsschwierigkeiten bei der Herstellung von High-Level-Leiterplatten, und stellt die Kontrollpunkte der wichtigsten Produktionsprozesse von High-Level-Leiterplatten zur Referenz und Referenz durch die Kollegen vor.
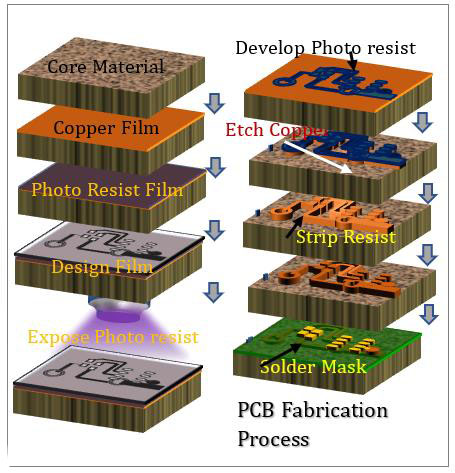
1. Wichtigste Produktionsschwierigkeiten
Verglichen mit den Eigenschaften herkömmlicher Leiterplatten haben High-Level-Leiterplatten die Eigenschaften von dickeren Leiterplatten, mehr Schichten, dichteren Leitungen und Durchgängen, größeren Zellgrößen und dünneren dielektrischen Schichten. Der innere Schichtraum, der Grad der Ausrichtung zwischen den Schichten, Impedanzsteuerung und Zuverlässigkeitsanforderungen sind strenger.
1.1 Schwierigkeiten bei der Ausrichtung zwischen Ebenen
Aufgrund der großen Anzahl von High-Level-Leiterplatten hat die Kundenseite immer strengere Anforderungen an die Ausrichtung jeder Schicht der Leiterplatte. Normalerweise wird die Ausrichtungstoleranz zwischen Schichten um ±75μm gesteuert. In Anbetracht des großflächigen Designs der Leiterplatteneinheit auf hoher Ebene und der Umgebungstemperatur und Luftfeuchtigkeit der Grafiktransferwerkstatt sowie Faktoren wie Fehlausrichtung und Überlagerung, die durch Inkonsistenz der Ausdehnung und Kontraktion verschiedener Kernschichten, Methoden der Zwischenlagenpositionierung usw. verursacht werden, Es ist schwieriger, den Grad der Ausrichtung zwischen den Schichten von Hochhäusern zu kontrollieren.
1.2 Schwierigkeiten bei der Herstellung des inneren Schaltkreises
Die High-Level-Platine nimmt spezielle Materialien wie hohe TG, hohe Geschwindigkeit, hohe Frequenz, dickes Kupfer, dünne dielektrische Schicht usw. an, die hohe Anforderungen an die Herstellung des inneren Schaltkreises und die Kontrolle der Mustergröße, wie die Integrität der Impedanzsignal-Übertragung stellt, die die Schwierigkeit der Produktion des inneren Schaltkreises erhöht. Linienbreite und Linienabstand sind klein, offen und Kurzschlüsse nehmen zu, Kurzschluss nimmt zu und Durchgangsrate ist niedrig; Es gibt mehr feine Schaltungssignalschichten, und die Wahrscheinlichkeit einer fehlenden AOI-Erkennung in der inneren Schicht steigt; Die innere Kernplatte ist dünner, was leicht zu falten ist und schlechte Belichtung und Ätzen verursacht. Es ist einfach, das Brett zu rollen, wenn es die Maschine passiert; Die meisten der hochrangigen Bretter sind Systemplatten, und die Einheitsgröße ist relativ groß, und die Kosten für das Verschrotten des fertigen Produkts sind relativ hoch.
1.3 Schwierigkeiten beim Pressen
Mehrere Innenkernplatten und Prepregs werden überlagert, und Fehler wie Schlupf, Delamination, Harzhohlräume und Blasenrückstände können während der Laminierung auftreten. Bei der Gestaltung der laminierten Struktur ist es notwendig, die Hitzebeständigkeit des Materials, die Widerstandsspannung, die Klebstoffmenge und die Dicke des Mediums vollständig zu berücksichtigen und ein angemessenes hochrangiges Brettpressprogramm festzulegen. Es gibt viele Schichten, und die Menge der Ausdehnungs- und Kontraktionskontrolle und die Kompensation des Größenkoeffizienten können nicht konsistent gehalten werden; Die dünne Zwischenschicht-Isolierschicht kann leicht zum Versagen des Zwischenschicht-Zuverlässigkeitstests führen. Abbildung 1 ist ein Defektdiagramm der Delamination der Platte nach dem thermischen Belastungstest.
1.4 Schwierigkeiten beim Bohren
Unter Verwendung von hochTG, Hochgeschwindigkeits-, Hochfrequenz-, dicken Kupfer-Spezialplatten, die die Schwierigkeit des Bohrens von Rauheit, Bohrgraten und Entbohren erhöhen. Es gibt viele Schichten, die kumulative Gesamtkupferdicke und die Plattendicke,das Bohren ist einfach, das Messer zu brechen.Die dichte BGA ist viele, das CAF-Fehlerproblem verursacht durch den schmalen Lochwandabstand.Die Plattendicke ist leicht, das geneigte Bohrproblem zu verursachen.
2. Schlüsselkontrolle des Produktionsprozesses
2.1 Materialauswahl
Mit der Entwicklung von Hochleistungs- und multifunktionalen elektronischen Komponenten wird eine hochfrequente und schnelle Entwicklung der Signalübertragung herbeigeführt, so dass die dielektrische Konstante und der dielektrische Verlust von elektronischen Schaltungsmaterialien relativ niedrig sein müssen, sowie eine niedrige CTE und eine geringe Wasseraufnahme. Rate und bessere Hochleistungs-kupferplattierte Laminatmaterialien, um die Verarbeitungs- und Zuverlässigkeitsanforderungen von hochrangigen Platten zu erfüllen. Zu den häufig verwendeten Plattenlieferanten gehören hauptsächlich A-Serie, B-Serie, C-Serie und D-Serie. Die Hauptmerkmale dieser vier inneren Substrate werden verglichen, siehe Tabelle 1. Verwenden Sie für Hochhäuser dicke Kupferplatinen Prepregs mit hohem Harzgehalt. Die Klebstoffmenge, die zwischen den Zwischenschichten fließt, reicht aus, um das innere Schichtmuster zu füllen. Wenn die isolierende dielektrische Schicht zu dick ist, kann die fertige Platte zu dick sein. Im Gegenteil, wenn die isolierende dielektrische Schicht zu dünn ist, ist es leicht, Qualitätsprobleme wie dielektrische Delamination und Hochspannungsprüfungen zu verursachen, so dass die Auswahl der isolierenden dielektrischen Materialien extrem wichtig ist.
2.2 Entwurf der laminierten laminierten Struktur
Die wichtigsten Faktoren, die bei der Konstruktion der laminierten Struktur berücksichtigt werden, sind die Hitzebeständigkeit des Materials, die Widerstandsspannung, die Füllstoffmenge und die Dicke der dielektrischen Schicht.Folgende Grundsätze sollten beachtet werden:
(1) Der Prepreg und der Kernplattenhersteller müssen konsistent sein. Um die Zuverlässigkeit der Leiterplatte zu gewährleisten, vermeiden Sie die Verwendung eines einzelnen 1080- oder 106-Prepregs für alle Schichten von Prepreg (außer für spezielle Anforderungen der Kunden). Wenn der Kunde keine Anforderungen an die Mediendicke hat, muss die Dicke der Zwischenschichtmedien gemäß IPC-A-600G garantiert werden.
(2) Wenn Kunden hohe TG-Blätter benötigen, müssen Kernplatte und Prepreg entsprechende hohe TG-Materialien verwenden.
(3) Verwenden Sie für das innere Substrat 3OZ oder höher Prepregs mit hohem Harzgehalt, wie 1080R/C65%, 1080HR/C 68%, 106R/C 73%, 106HR/C76%; Die Struktur ist so konzipiert, dass die Überlappung mehrerer 106 Prepregs vermieden wird. Da das Glasfasergarn zu dünn ist, kollabiert das Glasfasergarn in der großen Substratfläche, was die Dimensionsstabilität und die Delamination der Platte beeinflusst.
(4) Wenn der Kunde keine speziellen Anforderungen hat, wird die Dickentoleranz der dielektrischen Zwischenschicht im Allgemeinen durch +/-10%. Für die Impedanzkarte wird die dielektrische Dickentoleranz durch IPC-4101 C/M Toleranz gesteuert. Wenn sich die Impedanz auf den Faktor und die Dicke des Substrats auswirkt, muss die Blechtoleranz gegebenenfalls auch der IPC-4101 C/M Toleranz entsprechen.
2.3 Steuerung der Ebenenausrichtung
Die Genauigkeit der inneren Kernplattengrößenkompensation und der Produktionsgrößenkontrolle erfordert einen bestimmten Zeitraum, um Daten und historische Datenerfahrungen in der Produktion zu sammeln, um die Größe jeder Schicht der Hochschichtplatte genau auszugleichen, um sicherzustellen, dass die Kernplatte jeder Schicht expandiert und schrumpft. Konsistenz. Wählen Sie vor dem Pressen ein hochpräzises und hochzuverlässiges Zwischenlagenpositionsverfahren, z. B. Vier-Nut-Positionierung (Pin LAM), Schmelz- und Nietkombination. Die Einstellung des richtigen Pressvorgangs und der routinemäßigen Wartung der Presse ist der Schlüssel, um die Qualität des Pressens sicherzustellen, den Leimfluss und den Kühleffekt des Pressens zu kontrollieren und das Problem der Zwischenlagenverschiebung zu verringern. Die Schicht-zu-Schicht-Ausrichtungssteuerung muss Faktoren wie den inneren Schichtkompensationswert, das Presspositionsverfahren, die Pressprozessparameter und die Materialeigenschaften umfassend berücksichtigen.
2.4 Innere Schaltungstechnik
Da die Auflösungsfähigkeit der traditionellen Belichtungsmaschine etwa 50μm beträgt, kann für die Herstellung von High-Level-Boards eine Laser-Direktbildmaschine (LDI) eingeführt werden, um die Auflösung von Grafiken zu verbessern, und die Auflösung kann etwa 20μm erreichen. Die Ausrichtungsgenauigkeit der traditionellen Belichtungsmaschine ist ±25μm, und die Ausrichtungsgenauigkeit zwischen Schichten ist größer als 50μm. Unter Verwendung einer hochpräzisen Ausrichtungs-Belichtungsmaschine kann die grafische Ausrichtungsgenauigkeit auf etwa 15μm erhöht werden, und die Zwischenlagenausrichtungsgenauigkeit kann innerhalb von 30μm gesteuert werden, was die Ausrichtungsabweichung der traditionellen Ausrüstung reduziert und die Zwischenlagenausrichtungsgenauigkeit der Hochebenen-Platte verbessert.
Um die Ätzfähigkeit der Schaltung zu verbessern, ist es notwendig, die Breite der Schaltung und des Pads (oder des Lötrings) im technischen Entwurf ordnungsgemäß auszugleichen, aber auch eine detailliertere Auslegung für die Kompensationsmenge des speziellen Musters, wie die Rücklaufschaltung und die unabhängige Schaltung zu machen. überlegen. Bestätigen Sie, ob die Entwurfskompensation der inneren Linienbreite, des Linienabstandes, der Isolationsringgröße, der unabhängigen Linie und des Loch-zu-Linie-Abstandes angemessen ist, andernfalls ändern Sie den technischen Entwurf. Es gibt Anforderungen an die Impedanz- und induktive Reaktanz-Konstruktion. Achten Sie darauf, ob die Entwurfskompensation der unabhängigen Linie und Impedanzlinie ausreicht, steuern Sie die Parameter während des Ätzes und die Massenproduktion kann durchgeführt werden, nachdem das erste Stück bestätigt wird, dass es qualifiziert ist. Um die Ätzseitenkorrosion zu reduzieren, ist es notwendig, die Zusammensetzung jeder Gruppe der Ätzlösung im optimalen Bereich zu kontrollieren. Die traditionelle Ätzlinienausrüstung hat unzureichende Ätzfähigkeit, und es ist möglich, die technische Transformation der Ausrüstung durchzuführen oder hochpräzise Ätzlinienausrüstung einzuführen, um die Ätzhleichmäßigkeit zu verbessern und Ätzgrate und unreines Ätzen zu reduzieren.
2.5 Pressverfahren
Die aktuellen Positionierungsmethoden zwischen Schichten vor dem Pressen umfassen hauptsächlich: Vier-Nut-Positionierung (Pin LAM), Schmelzschmelze, Niete, Schmelzschmelze und Nietkombination, und verschiedene Produktstrukturen nehmen unterschiedliche Positionierungsmethoden an. Für die High-Level-Platine wird das Vier-Nut-Positionierungsverfahren (Pin LAM) oder das Schmelznietverfahren verwendet. Das Positionierloch wird von der OPE-Stanzmaschine ausgestanzt, und die Stanzgenauigkeit wird bei ±25μm gesteuert. Stellen Sie beim Verschmelzen die Maschine so ein, dass die erste Platte Röntgenaufnahme verwendet, um die Schichtabweichung zu überprüfen, und die Schichtabweichung kann in Chargen produziert werden. Während der Massenproduktion ist es notwendig zu überprüfen, ob jede Platte in die Einheit eingeschmolzen ist, um eine spätere Delamination zu verhindern. Die Pressausrüstung nimmt Hochleistungsunterstützungsausrüstung an. Die Presse erfüllt die Ausrichtungsgenauigkeit und Zuverlässigkeit der High-Level-Platine.
Untersuchen Sie entsprechend der laminierten Struktur der Hochhausplatte und den verwendeten Materialien das geeignete Pressverfahren, stellen Sie die beste Heizrate und -kurve ein und reduzieren Sie die Heizrate des gepressten Blechmaterials angemessen und verlängern Sie die hohe Temperatur im herkömmlichen mehrschichtigen Platinenpressverfahren. Die Aushärtezeit ermöglicht es dem Harz, vollständig zu fließen und auszuhärten, während die Probleme der Gleitplatte und der Zwischenschicht während des Pressvorgangs vermieden werden. Platten mit unterschiedlichen Materialwerten TG können nicht mit Rostplatten übereinstimmen; Platten mit gemeinsamen Parametern können nicht mit Platten mit speziellen Parametern gemischt werden; Um die Rationalität der gegebenen Ausdehnungs- und Schrumpfkoeffizienten sicherzustellen, sind die Eigenschaften verschiedener Platten und Prepregs unterschiedlich, und die entsprechenden Platten müssen verwendet werden. Die Prepreg-Parameter werden zusammengedrückt, und die speziellen Materialien, die nie verwendet wurden, müssen die Prozessparameter überprüfen.
2.6 Bohrverfahren
Aufgrund der Überlagerung jeder Schicht sind die Platte und Kupferschicht zu dick, was zu ernstem Verschleiß am Bohrer führt und den Bohrer leicht bricht. Die Anzahl der Löcher, Fallgeschwindigkeit und Rotationsgeschwindigkeit werden entsprechend reduziert. Messen Sie genau die Ausdehnung und Kontraktion der Platine, um genaue Koeffizienten bereitzustellen; die Anzahl der Schichten ist 14, der Lochdurchmesser ist 0.2mm, oder der Lochdurchmesser ist 0.175mm, und die Lochpositionsgenauigkeit ist â0.025mm. Der Lochdurchmesser ist größer als Ï4.0mm. Schrittbohren, mit einem Dicken-zu-Durchmesser-Verhältnis von 12:1, nimmt Schrittbohren und positive und negative Bohrmethoden an; Um die Bohrfront und die Lochdicke zu kontrollieren, sollten Hochhausbretter so weit wie möglich mit einem neuen Bohrer oder einem Einschleifbohrer gebohrt werden, und die Lochdicke sollte innerhalb von 25um kontrolliert werden. Um das Bohrgratproblem von Hochhäusern dicker Kupferplatten zu verbessern, ist nach Chargenprüfung die Verwendung von hochdichten Trägerplatten, die Anzahl der gestapelten Platten eins, die Bohrkronenschleifzeiten werden innerhalb von 3-mal kontrolliert, was die Bohrgrate effektiv verbessern kann.
Für High-Level-Boards für Hochfrequenz-, Hochgeschwindigkeits- und Massendatenübertragung ist die Back-Drilling-Technologie eine effektive Möglichkeit, die Signalintegrität zu verbessern. Der hintere Bohrer steuert hauptsächlich die Länge des verbleibenden Stubs, die Konsistenz der Lochposition der beiden Löcher und den Kupferdraht im Loch. Nicht alle Bohrmaschinenausrüstungen haben die Rückbohrfunktion, die Bohrmaschinenausrüstung muss technisch aufgerüstet werden (mit der Rückbohrfunktion), oder die Bohrmaschine mit der Rückbohrfunktion muss gekauft werden. Die Rückbohrtechnologie, die aus industrienaher Literatur und ausgereiften Massenproduktionsanwendungen verwendet wird, umfasst hauptsächlich: traditionelles tiefengesteuertes Rückbohrverfahren, innere Schicht ist Rückbohren mit Signalrückmeldungsschicht, Tiefenrückbohren wird nach dem Plattendickenverhältnis berechnet, das hier nicht wiederholt wird.
High-Layer-Boards sind im Allgemeinen Systemboards, die dicker, schwerer und größer als herkömmliche Multilayer-Boards sind. Die entsprechende Wärmekapazität ist ebenfalls größer. Während des Schweißens wird mehr Wärme benötigt und die Schweißzeit der hohen Temperatur ist länger. Es dauert 50 Sekunden bis 90 Sekunden bei 217°C (Schmelzpunkt von Zinn-Silber-Kupfer-Lot). Zur gleichen Zeit ist die Abkühlrate der Hochschichtplatte relativ langsam, so dass die Zeit für den Reflow-Löttest verlängert wird, und in Übereinstimmung mit IPC-6012C, IPC-TM-650 Standards und Industrieanforderungen, Der wichtigste Zuverlässigkeitstest der Hochschichtplatte, wie in Tabelle 2 beschrieben.
Es gibt relativ wenige Forschungsliteraturen zur High-Level-Leiterplattenverarbeitungstechnologie in der Industrie. Dieser Artikel stellt die wichtigsten Kontrollpunkte des Produktionsprozesses wie Materialauswahl, laminiertes Strukturdesign, Zwischenlagenausrichtung, innere Schichtlinienproduktion, Pressverfahren, Bohrprozess usw. vor, um Peer-Referenz und Verständnis zu bieten und zu hoffen, dass mehr Kollegen an der technischen Forschung und Kommunikation von Leiterplatten auf hoher Ebene teilnehmen.