PCBA reflow soldering technology, in fact, is not as simple as many people think. Especially when you require zero defects and welding reliability (lifetime) guarantee.
To ensure a good reflow soldering process, there should be the following practices:
1. Understand the quality and soldering requirements on your PCBA, such as the highest temperature requirements and the solder joints and components that need to be taken care of the most in life;
2. Understand the difficulty of soldering on PCBA, such as the part of solder paste printing larger than the pad, the part with very small spacing, etc.;
3. Find the hottest and coldest points on the PCBA, and solder the temperature measuring thermocouples on the points;
4. Determine other places where thermocouple temperature measurement is necessary, such as BGA package and bottom solder joints, thermal sensitive device body, etc. (try to use all temperature measurement channels to obtain the most information);
5. Set initial parameters, compare with process specifications (Note 9) and adjust;
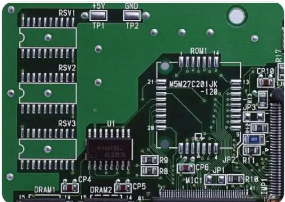
6. Carefully observe the soldered PCBA under a microscope to observe the shape and surface condition of the solder joints, the degree of wetting, the direction of the tin flow, the residue and the solder balls on the PCBA, etc. Especially pay attention to the welding difficulties recorded in point 2 above.

Generally speaking, after the above adjustments, there will be no welding failures. But if there is a failure, analyze the failure mode, and then adjust the mechanism with the upper and lower temperature zone control. If there is no fault, determine whether to fine-tune and optimize from the obtained curve and the solder joints on the board. The purpose is to make the set process the most stable and minimize the risk. When making adjustments, the furnace load and production line speed are also taken into consideration in order to obtain a better balance between quality and output.
The setting adjustment of the above process curve must be carried out with the actual product to be sure. Using the test board of the actual product, cost may be an issue. The board assembled by some users is very expensive, which causes users to be unwilling to test the temperature frequently. The user should evaluate the commissioning cost and the cost in case of problems. In addition, the cost of the test board can be further saved by using fake parts, scrap boards, and selective patching.
PCBA welding process control:
The 6 steps we talked about above are process setting and modulation. When we are satisfied with the effect, we can enter mass production. From this moment on, process control is very important (Note 10). Once the welding parameters (temperature, time, air volume, wind speed, load factor, exhaust air, etc.) are determined, ensuring that these parameters have a certain degree of stability is the goal of process monitoring.
What is not ideal at present is that many users have not carried out any monitoring on the above process parameters. A slightly better job may certify the temperature profile for a fixed period of time. The method is to use the test board and temperature measuring instrument to compare with the original record after the furnace measurement. Even so, there are still some shortcomings in this approach. One is the lack of scientific formulation of the frequency and time of measurement, and more perceptual decision-making. The second is the low reliability of sampling. If this approach is to ensure higher benefits, it must be coordinated and established on the basis of in-depth research and performance certification of the equipment.
For industries that are engaged in high-quality requirements, such as automotive electronics, military supplies, medical equipment, supercomputers, power protection, etc., the above type of control is not enough. At present, there is a real-time monitoring system on the market, which can continuously monitor the airflow and temperature in the furnace. Achieve 100% process control purpose. The only shortcoming is that the design has not yet been closed-loop integrated with the furnace's temperature control system, so it is still a ‘monitoring system’ rather than a ‘control system’. However, this system has already brought benefits to users in the field of process control. It is understood that this type of technology is currently used a lot in Europe and the United States, and Japanese and Korean companies have also begun to adopt it in the past two years. Taiwan-funded companies have also used more in recent years due to the influence of the United States. Only Chinese companies use it very rarely. This is related to the concept of procurement (Note 11) and the understanding of technology application and management. But I think it's just a process phenomenon of understanding and learning. It is believed that in the future Chinese enterprises will also use this process control technology in large quantities. I have communicated with some SMT users about this system. Many users actually don't understand this technology and often mistakenly think that it duplicates the temperature control function inside the furnace. In fact, the internal control system of the furnace generally only monitors the ‘temperature’ and not the ‘air flow’, and there is a certain delay in the temperature return reaction of the furnace, which is definitely not preventive. This means that with the current furnace control technology, the furnace itself cannot be guaranteed to be error-free. Although this real-time monitoring system cannot prevent the appearance of quality problems at present, it is capable of telling users the fault information that the furnace cannot provide. In addition to this, the system also has ‘risk prediction’ functions and QA functions. It is a tool worth considering.
Equipment requirements:
A good reflow oven is an important part of ensuring a good process. Especially for companies engaged in processing services (CM or EMS industries), because of the lack of control over design, process compensation and adjustment capabilities have become the key to success. In addition to the need to master the process knowledge similar to this article, the heavier the dependence on equipment performance. What is a good reflow soldering equipment? We can evaluate from the following characteristics.
1. Heating efficiency; 2. 2. Thermal stability (including temperature, wind speed, and air volume); 3. Heat capacity; 4. Reheating speed; 5. Air permeability; 6. Airflow coverage and uniformity; 7. Adjustability and controllability of wind speed and air volume; 8. The degree of isolation in the temperature range; 9. The number of temperature zones; 10. The length of the heating zone; 11. Controllability of cooling; 12. Requirements for exhaust
From the above characteristics, it is not difficult to see that more than half of the characteristics are not included in the technical specifications of the equipment. And this is why choosing a welding furnace is absolutely impossible to be guaranteed from the discussion and evaluation on paper. The only way is to test the real object (Note 12).
In terms of craftsmanship, we require:
1. Solder paste with higher temperature tolerance;
2. The constant temperature setting is as close as possible to the highest point;
3. The peak temperature setting is as close as possible to the lowest point;
4. Adopt the setting of cold top and hot bottom;
5. Consider slower cooling (compensation 3 impact).
In order to be able to support the above process requirements, we require on the equipment (reflow oven):
1. Good heating efficiency; 2. 2. Good air permeability (cyclone) ability; 3. Air volume/wind speed can be adjusted;
The above comprehensive consideration of PCBA design, materials, process and equipment is ‘technical integration’. Readers can see that all aspects have their own functions and responsibilities, and only by dealing with it in this way can we be sure of achieving ‘zero defects