Avec le développement rapide de la transmission de signal de circuit mené par ordinateur, l'un des problèmes les plus importants est d'exiger que les PCB maintiennent la stabilité du signal sans défaillance pendant la transmission de signal à grande vitesse, ce qui nécessite l'impédance caractéristique des PCB utilisés. Précision de contrôle améliorée. Des exigences plus strictes ont été imposées quant à la précision du contrôle d'impédance caractéristique, ce qui représente en effet un énorme défi pour les fabricants de PCB. Par conséquent, cet article explore comment répondre aux exigences strictes des clients en matière de précision du contrôle d'impédance. Les collègues sont utiles.
1 Introduction
Avec le développement rapide de l'électronique, cela nécessite un contrôle de l'impédance caractéristique des PCB utilisés pour atteindre une grande précision. En prenant l'exemple du développement des ordinateurs à haute vitesse, on peut illustrer la tendance de développement de cette demande.

Initialement, les exigences de précision de contrôle de ± 10% pour les circuits imprimés ont été déterminées en appliquant un module DRAM direct Rambus (rimm) avec un signal de fréquence de 800 MHz dans le circuit. Il s'agit de s'assurer que les circuits internes de l'ordinateur hôte et du commutateur permettent un fonctionnement plus rapide. Non seulement les produits informatiques sont équipés de rimm, mais de nombreux produits électroniques nécessitent également une bonne correspondance des circuits sur le substrat. La précision de contrôle d'impédance caractéristique de la carte PCB utilisée par certains clients n'est pas limitée à l'original ± 15% ou ± 10%, Certaines exigences de précision de contrôle d'impédance ont été améliorées à ± 8% ou même ± 5%, ce qui représente un véritable défi pour les fabricants de PCB. Cet article examine principalement comment répondre aux exigences strictes de précision du contrôle d'impédance des clients, dans l'espoir d'être utile à leurs homologues de fabrication de PCB.
2. Analyse de précision de contrôle d'impédance
Généralement, les systèmes de lignes de transmission pour les plaques multicouches peuvent facilement atteindre 60 ± 10%, mais il est un peu difficile d'atteindre 75 ± 5%, voire 50 ± 5%. L'erreur de 5% s'applique même à ceux qui ont des spécifications techniques plus élevées. Il n'est pas commun dans les applications, mais il y a encore des clients qui demandent une précision de contrôle d'impédance de ± 5%. Voici un exemple pour illustrer.
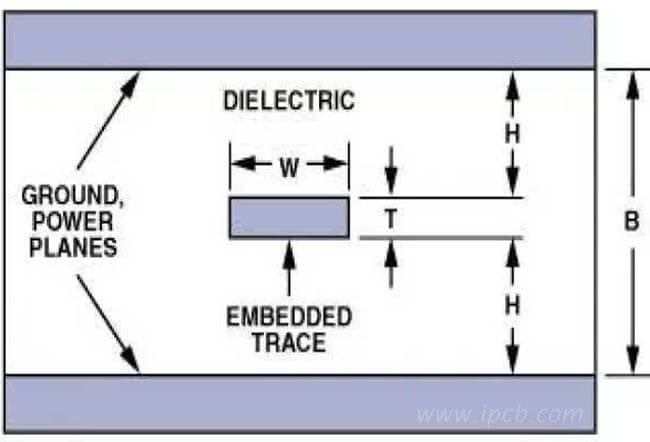
Ci - dessous, une sorte de plaque produite par Notre société. Exigences de la plaque: 4 couches, épaisseur de la plaque finie 1,0 ± 0,10 mm, la plaque est en fr4, le client a la structure stratifiée spécifiée, voir l'image ci - dessous

2.1 calcul de simulation d'impédance caractéristique de PCB
Pour les plaques qui ont des exigences de contrôle d'impédance, une pratique courante dans les usines de PCB actuelles est de concevoir des échantillons d'impédance à des endroits appropriés sur les côtés des plaques de patchwork de production de PCB. Ces échantillons d'impédance ont la même structure hiérarchique et de lignes d'impédance que les PCB. Avant de concevoir un échantillon d'impédance, l'impédance est pré - simulée à l'aide d'un logiciel de calcul d'impédance pour prédire l'impédance. Parmi eux, le système de test CITS et le logiciel de calcul développés par la société britannique Polar ont été utilisés par de nombreux fabricants de PCB depuis 1991 et sont simples à utiliser avec une puissance de calcul puissante et fonctionnelle. Cependant, quelle que soit la puissance du système, sa puissance de calcul et ses outils de résolution in situ pour calculer l'impédance dépendent de l'utilisation de matériaux « idéaux», et il y aura toujours un certain écart entre les résultats des calculs simulés et ceux des impédances réellement mesurées. Par conséquent, lorsque la précision du contrôle d'impédance du client est requise à ± 5%, il est particulièrement important d'utiliser un logiciel avec une précision de calcul supérieure pour des prédictions analogiques plus précises. Pour ce faire, nous utilisons le dernier logiciel de calcul polar si8000k Controlled impédance Quick Solver développé par la société britannique Polar pour la simulation et la prédiction. En raison de la demande du client: pour répondre à l'impédance de 50 ± 5%, l'usine de PCB peut effectuer un ajustement approprié de la structure stratifiée. La largeur de ligne d'impédance ne peut pas être ajustée. Les résultats de la simulation sont donc les suivants:

2.2 contrôle du processus de production de PCB
2.2.1 production de machines à exposition parallèle
Parce que la lumière non parallèle appartient à une source ponctuelle, la lumière émise est une lumière diffusée. Ainsi, ces rayons pénètrent par le négatif dans le film sec photosensible ou dans un autre film d'agent anti - Gravure liquide, sont exposés sous différents angles et exposés et développés. Il y aura une certaine déviation entre le motif et le motif sur le négatif. La lumière parallèle brille verticalement sur un film sec photosensible ou un autre film de résine liquide pour l'exposition. La largeur des fils exposés sur la couche photosensible sera donc très proche. De cette manière, la largeur du fil sur l'électrode négative du film permet d'obtenir une largeur de fil plus précise, réduisant ainsi l'effet de cette déviation sur l'impédance.
2.2.2 cuivre avec une fine feuille de cuivre sur la semelle extérieure
En raison du développement rapide des circuits fins, la Feuille de cuivre mince a été largement développée et pleinement appliquée. L'épaisseur de la Feuille de cuivre précoce était principalement comprise entre 1oz et 1 / 2oz, et 1 / 3oz et 1 / 4oz ont également été développés. Encore plus mince, comme la Feuille de cuivre 1 / 7oz. Parce que l'épaisseur plus mince de la Feuille de cuivre favorise la fabrication et le contrôle de la largeur du fil et de l'intégrité du fil, contribuant ainsi à assurer la précision du contrôle de l'impédance. Comme l'épaisseur de cuivre externe du client est 1oz, nous choisissons la Feuille de cuivre 1 / 3oz comme couche externe du panneau à quatre couches. Après le placage ultérieur, l'épaisseur de cuivre de surface du client 1oz cuivre peut être atteinte. Exigences d'épaisseur, non seulement pour répondre aux exigences des clients en matière d'épaisseur de cuivre de surface, mais aussi pour faciliter le contrôle de l'uniformité de la largeur de ligne pendant le processus de gravure.
2.2.3 laminage de la Feuille de cuivre par la presse électrique à chaud
La méthode de chauffage de la machine de laminage est le chauffage électrique et le chauffage à la vapeur, notre société adopte la presse à vide multicouche produite par la société italienne CEDAL avec la technologie adara. Le système utilise une feuille de cuivre laminée pour entourer le flan préimprégné et la couche interne. Cette planche est empilée pièce par pièce. La Feuille de cuivre est alimentée dans la machine de laminage pour obtenir un effet de chauffage et une distribution de température. Le profil de température de l'ensemble du stratifié peut atteindre 177 ± 2°C. Grâce à la vitesse de chauffage rapide, la température est répartie uniformément. Lors du pressage, la fluidité de la résine est relativement uniforme, l'épaisseur et la planéité du stratifié peuvent atteindre ± 0025 mm et l'épaisseur de la couche diélectrique intercalaire est relativement uniforme.
2.2.4 production de placage de plaques complètes
Afin d'obtenir des épaisseurs et des largeurs de fil relativement homogènes pour assurer une impédance dans les tolérances spécifiées, les PCB sont produits directement par placage de plaque complète après les Vias, où la densité de courant est réduite de manière appropriée. Parce que le PCB est entré directement après le placage de la plaque complète à travers le trou, dans certaines conditions de placage, toute la surface de la plaque est soumise à une densité de courant uniforme, de sorte que l'épaisseur de cuivre de la plaque entière et du trou est relativement uniforme, Ceci est favorable au contrôle de l'homogénéité de l'épaisseur et de la largeur de ligne du cuivre en surface (car une épaisseur inégale du cuivre peut nuire à l'homogénéité de la gravure), au contrôle de l'impédance caractéristique du PCB et à la réduction de sa volatilité.
2.2.5 autres aspects
Bien sûr, afin de répondre aux exigences de contrôle d'impédance de 50 ± 5% (50 ± 2,5) du client, le fil de gravure et l'huile verte de sérigraphie doivent également être contrôlés pour assurer l'uniformité de la largeur du fil et de l'épaisseur de la couche d'huile verte sur la surface du fil.
2.3 mesure de l'impédance des PCB
Les mesures d'impédance sont généralement effectuées à l'aide d'un réflectomètre dans le domaine temporel (TDR), qui est devenu une technique établie pour mesurer l'impédance caractéristique sur une carte de circuit imprimé. La mesure d'impédance est également très importante pour une impédance caractéristique avec une précision de ± 5%. L'exactitude de la mesure doit être assurée, faute de quoi une plaque dont l'impédance est qualifiée est détectée à tort comme non qualifiée.
2.3.1 Étalonnage avec étalon d'impédance traçable avant mesure
Comme le TDR pour la mesure d'impédance est un outil de mesure RF de haute précision, la mesure du TDR doit être effectuée dans les mêmes conditions de courant continu à l'avant et à l'arrière de la trace pendant la mesure. La plupart des impédances coupon n'étant pas terminales, il est préférable d'utiliser une ligne d'air de référence calibrée à une norme traçable. L'étalonnage TDR avec résistance de charge de haute précision peut réduire les erreurs de mesure d'impédance
2.3.2 Ne placez pas votre main sur l'impédance coupon pendant la mesure
Lorsque la main ou le doigt est placé sur l'impédance coupon, la structure d'impédance de la surface change, ce qui entraîne une diminution de l'impédance mesurée. Le testeur ne doit donc pas poser sa main ou son doigt sur l'impédance coupon pendant le test.
2.3.3 fixation de l'impédance coupon à l'aide d'une pince d'essai fixe pendant l'essai
La méthode habituelle pour tester l'impédance est de placer l'impédance coupon directement sur la surface de travail pour le test. Cela affectera les résultats de mesure, car la surface de travail a sa propre constante d'isolation. Si l'impédance coupon est en contact direct avec la surface de travail, le résultat du test d'impédance sera obtenu. Bien sûr, les exigences de précision du contrôle d'impédance ne sont pas très strictes. Toutefois, lorsqu'une impédance caractéristique similaire à l'impédance mesurée est testée avec une précision de ± 5%, l'impédance coupon doit être testée à l'aide d'un gabarit d'essai fixe.
2.3.4 vérifier l'usure des câbles RF et des sondes pendant la mesure
Les câbles RF et les sondes ont une durée de vie limitée et peuvent être portés par l'utilisateur pendant leur utilisation. Une fois le câble RF et la sonde endommagés, cela affectera le résultat de la mesure d'impédance. Ainsi, l'usure du câble RF et de la sonde est vérifiée pendant la mesure pour s'assurer que la mesure est garantie. Exactitude.
2.3.5 autres aspects
Bien entendu, pour assurer la précision de la mesure, il est nécessaire que le téléphone portable à proximité de la zone de test soit éteint pendant la mesure et que la sonde de test d'impédance TDR assure un bon contact avec le test d'impédance coupon pendant la mesure.
3 Résultats et discussion
Voici les résultats des tests d'impédance des plaques testées par le système de test TDR. D'après les résultats, cette plaque a été testée avec une impédance comprise entre 47,5 ½ 52,5 isla©, répondant parfaitement aux exigences d'impédance du client de 50 ± 5% isla© (50 ± 2,5 isla©). On voit donc que pour des exigences de précision de contrôle d'impédance de ± 8% voire ± 5% de la part du client, il suffit d'effectuer des prédictions analogiques plus précises avec un logiciel de précision de calcul supérieure avant la production, Et Combinez les résultats des prédictions simulées avec les paramètres correspondants pour effectuer les ajustements appropriés aux processus clés du processus de production, en donnant un contrôle spécial. Dans le même temps, la précision de la mesure peut encore être assurée pendant le processus de mesure.