QFN (quad flat no leads) sembra avere una tendenza sempre più comune nel packaging IC nel settore PCB. QFN ha i vantaggi di piccole dimensioni, paragonabili al CSP (chip scale packaging), e relativamente basso costo. Il tasso di rendimento del processo di produzione IC è anche abbastanza alto e può anche fornire una migliore complanarità e dissipazione del calore per i circuiti ad alta velocità e di gestione dell'energia. Inoltre, il pacchetto QFN non richiede cavi da quattro lati, quindi l'efficienza elettrica è migliore del pacchetto piombo. I circuiti integrati tradizionali imballati PCB, come così con più pin, devono essere condotti fuori dal lato.
Sebbene l'imballaggio QFN abbia molti vantaggi elettrici e applicativi, ha portato molti effetti di qualità della saldatura agli impianti di assemblaggio PCB. A causa del design senza piombo di QFN, di solito è difficile giudicare se la sua saldabilità è buona dai giunti di saldatura sul suo aspetto. Anche se ci sono ancora giunti di saldatura sul lato del pacchetto QFN, alcuni produttori di pacchetti IC tagliano solo [telaio di piombo] per esporlo. La parte di taglio non richiede galvanizzazione, quindi fondamentalmente non è facile mangiare stagno sul lato QFN. Inoltre, la sezione di taglio è facilmente ossidata dopo lo stoccaggio per un periodo di tempo, il che rende lo stagno sul lato difficile da mangiare.

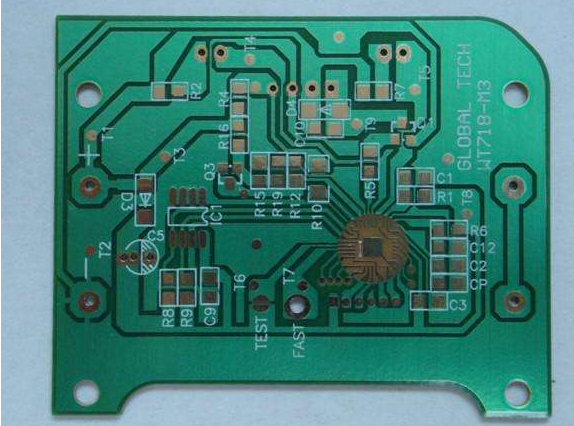
â¼ Il piede di saldatura laterale di QFN è la parte tagliata del telaio di piombo senza rivestimento galvanico.
Standard di stagno QFN
Infatti, nella sezione 8.2.13 della specifica ipc-a-610d, il pacchetto piatto quad in plastica senza piombo (pqfn) non stabilisce chiaramente che la latta laterale del QFN deve avere una curva ad arco liscia.
Alcune configurazioni del pacchetto non espongono le dita della saldatura, o non c'è una superficie saldabile continua sulle dita della saldatura esposte all'esterno del pacchetto e non si formano filetti della punta.
In altre parole, la saldatura QFN non può utilizzare le condizioni di saldatura del lato del tubo, purché il fondo della gamba di saldatura QFN e la posizione del dissipatore di calore sul fondo destro corrodano realmente lo stagno. La deglutizione di stagno dei piedini di saldatura nella parte inferiore del QFN può essere effettivamente immaginata come BGA, quindi si consiglia di fare riferimento allo standard di plastica BGA nella sezione 8.2.12 di ipc-a-610d. La quantità di placcatura in stagno sul pad di mezzo può dipendere dal design di ogni azienda PCB.
Anche se i perni di saldatura sul lato QFN non favoriscono l'attrazione dello stagno, la loro superficie inferiore ha un buon assorbimento dello stagno e le caratteristiche elettriche sono ancora buone.
â¼I piedi di saldatura sul lato del QFN sono in buone condizioni.
L'ispezione e la prova di saldabilità QFN sono gli stessi dello standard di ispezione della saldatura di BGA. Attualmente, l'ispezione della saldatura dei pacchetti QFN non utilizza solo test in circuito e test di verifica funzionale per testare la sua funzione, ma utilizza anche strumenti ottici o raggi X per controllare il circuito aperto della sua saldatura. E cortocircuito. Ad essere onesti, se il livello dei raggi X non è abbastanza buono, non è davvero facile controllare il problema della saldatura QFN. Se si riscontrano comunque problemi di saldabilità, possono essere controllati solo con test distruttivi (come test di micro-sezione o penetrazione del colorante rosso).
Soluzioni possibili per la saldatura a gas QFN
Quando si scopre che il QFN ha saldatura vuota, è necessario chiarire se le parti hanno problemi di ossidazione, prendere le parti per la prova di stagno ad immersione per confermare e quindi giudicare se ci sono problemi di saldatura vuoti nei piedi fissi della saldatura. In circostanze normali, i perni di messa a terra sono inclini alla saldatura vuota. È possibile considerare la modifica del design del cablaggio del circuito stampato e l'aggiunta di pad di dissipazione del calore sulle tracce del circuito stampato per ridurre la proporzione dei pin di saldatura direttamente a terra. Questo ritarda la velocità di perdita di calore ( La cosiddetta "resistenza termica" si riferisce alla riduzione della larghezza del filo di messa a terra in modo che l'energia termica non venga trasmessa immediatamente all'intera striscia di rame di messa a terra. Puoi anche provare a regolare la temperatura del forno (curva di riflusso) o cambiare il tipo di riflusso della pendenza per ridurre il preriscaldamento Il problema dell'eccessivo assorbimento di calore della pasta di saldatura durante questo periodo.
Lettura di riferimento: curva di reflusso
Si è scoperto che c'era troppa pasta di saldatura stampata sul pad di terra nella parte inferiore del QFN, che ha fatto galleggiare le parti durante il processo di saldatura a riflusso, formando una saldatura vuota. In questo momento, si può considerare che a forma di "campo", stampare il pad di terra nella parte inferiore del QFN è meglio che stampare l'intero pezzo in lavorazione e poiché tutta la pasta di saldatura si fonde in sfere durante il processo di saldatura a riflusso, è improbabile che causi il galleggiamento delle parti.
Lettura di riferimento: Il principio di elaborazione del foro passante nel pad
Inoltre, cercare di non impostare i fori passanti sul pad PCB e collegare i fori passanti sul pad di terra di dissipazione del calore medio il più possibile, altrimenti influenzerà facilmente la quantità
Lettura di riferimento: Il principio di elaborazione del foro passante nel pad
Inoltre, i fori passanti sui pad PCB non dovrebbero essere impostati il più possibile e i fori passanti sul foglio di terra di dissipazione del calore medio dovrebbero essere bloccati il più possibile, altrimenti influenzerà facilmente la quantità di saldatura e genererà bolle, che possono portare a una scarsa saldatura in casi gravi.