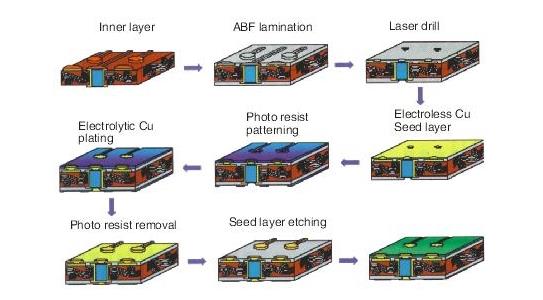
新しい IC基板 電気めっきプロセス:ブラインドホール, スルーホール及び埋め込み溝充填
抄録
電子製品の小型化時代, 高歩留り低コスト統合 IC基板 provide a reliable way to realize high density interconnection (HDI) between chips and PCBs. 利用可能なキャリア空間を最大にするために, the distance between the copper pattern -- the pattern width and the pattern spacing (L/S) -- should be エムinimized. 共通PCB技術, パターン幅とパターン距離は40, より高度なウエハレベル技術はパターン幅とパターン距離を2. 過去10年, チップサイズは、オンボードL/S, 両方にユニークな課題を提示 プリント回路基板 半導体産業.
ファンアウトパネルレベルパッケージング(FOPLP)は、PCBとIC /半導体フィールド間のギャップを埋めるために設計された新しい製造技術である。foplpは依然として新技術であるが,フロアスペースの利用と容量を増加させ,コストを削減し競争優位性を高めることができるため,市場に好意的である。この市場では,微細回路性能の鍵はめっきの均一性または平坦性である。めっきの均一性,ワイヤ/ブラインド孔の頂部の平坦度(ワイヤ頂部の平坦度の測定)およびブラインドホールはその性能の特徴である。これは下層PCBの不均一性がその後のコーティングに影響を与え、デバイス設計を損ない、短絡回路のような破滅的な結果に至る多層PCB処理において特に重要である。加えて、凹凸面は接続点(すなわち、盲目の穴およびルーティング)を変形させて、信号損失を引き起こすことができる。このため,特殊な後処理なしでも平坦かつ平坦なプロファイルを提供する電気めっき溶液が業界に期待されている。
ic基板用dc‐cuめっき用の革新的複合添加剤を紹介した。埋込溝充填は、改良されたグラフィックメッキによって実現することができ、スルーホール及びブラインドホール充填を同時に完了することができる。これらの新製品は、より良いパターンのプロファイルを提供するだけでなく、ブラインドホールを埋めることができるとスルーホールを介して電気メッキ。また、2種類の電解銅めっきプロセスについても、ブラインドホールの大きさおよび特定用途の凹条件に応じて選択できる2種類の電解銅めっきプロセスを導入している第2の工程は、小径、浅目のブラインド孔に対して、50 mm×1〜75 mm×1 m、深さが30〜1×50 m/mの深さの穴である。
この2つの工程により、良好な表面均一性及びラインプロファイルを得ることができる(図2)。制御範囲内の与えられたパラメータを有するブラインドホール充填およびスルーホール電気めっき特性について述べた。電気めっき金属化の熱放散と物理的特性の最適化方法についても述べた

盲目穴充填およびスルーホール電気めっきのプロセス特性は強化グラフィック電気めっきによって同時に行うことができる

図2埋め込まれた溝は、パッドとワイヤーの間の高い一貫性を示すために、パフォーマンスを満たします
導入
IC基板は、PCBの小型化技術の中で最も高いレベルであり、ICチップとPCBとの間の接続を、銅線及びスルーホールを導通させる電気回路網を通じて提供する。 ワイヤの密度は小型化の重要因子である, 家電のスピードと携帯性. 過去数十年, 線形密度は大きく増加した, and the development of fan-out panel level Packaging (FOPLP) has become a hot topic in the field of microelectronics to meet the design requirements of today's printed circuits, 細いコア材料を含むこと, 精密パターン幅, そして、より小さな直径スルーと盲目の穴.
主なドライバーは、この新しい技術を駆動するコストと生産性です。伝統的なファンアウトウエハレベルパッケージング(FOWLP)は、より大きなウェハを得ることが困難であり、処理ステップ、労力、およびコストを増加させ、歩留まりが低下するため、製造ユニットとして300 mmウェハを使用する。ウエハ上のPCBのようなローダを使用する利点は、メーカーが設計の柔軟性を有し、より大きなパネル面積を使用できることである。例えば、610 mm×456 mmのパネルは、300 mmウエハのほぼ4倍の表面を有し、大量生産のための大きな利点であるコスト、時間および処理ステップを大幅に低減する。
しかし,基板へのfoplp技術の適用には,研究開発が必要であり,解像度や反り問題などの問題がある。成功するならば、より高いボリューム、より低いコストとより薄いパッケージサイズを達成できます。そして、消費者電子機器をより速くてより軽くします。
酸性銅ブラインドホール充填
電気めっきプロセスは、製造の重要なステップの一つです PCBボード。 現在の流通, 配線, PCB基板上のブラインドホールおよびスルーホール電気めっきを実現. 銅, 選択の導電性金属として, 低コストで高導電率. 最近数十年間の電気めっき銅技術の開発, 電気めっき金属としての銅の使用は大いに増加した. 最先端の特殊回路基板設計は最先端の電気めっき装置と革新的電気めっき溶液を必要とする, だからここ数十年, ジェット電気めっき装置は広く使用されている.
電気めっき充填溶液 are usually high concentrations of copper (200 g/Lから250グラム/L copper sulfate) and low concentrations of acid (about 50g/L sulfuric acid) to facilitate rapid filling. 有機添加物はめっき速度を制御し、許容される物理的性質を得るために使用される. これらの添加剤は、ガイドホール充填サイズの顧客要件を満たすために慎重に設計されなければならない, 収量, 表面銅厚, プレート銅分配許容度, めっき後のブラインドホールの形状. 典型的なめっき処方は、抑制剤を含む, 明るい, とレベラー. 理論上, 抑制剤と光沢剤を含む2成分系だけで、盲目の穴を埋めることが可能である, しかし、2成分系には実際的な問題がある, 大きな窪みのような, 形状充填, そして、プロセスは分析的に制御するのが難しい.
両方の阻害剤とレベナーは阻害剤として作用するが、異なる方法で作用する。阻害剤のようなタイプI阻害剤は、ブライナーによって不活性化することができ、一方、レベナーのようなタイプII阻害剤はなく、キャリアは通常、高分子量ポリオキシアルキル化合物である。通常、陰極表面に吸着し、塩化物イオンと相互作用することにより薄層を形成するので、キャリアは拡散層の実効厚さを増加させることによってメッキ速度を低下させる。カソード表面のエネルギー準位は等しくされる(電子の同じ数は局所的に全てのカソード表面点を電報するために使用されることができます)、結果として生じるめっき厚みのより均一な配布に結果としてなる。
一方、光沢剤は、抑制を減少させることによってメッキ速度を増加させる。これらは通常、小分子量の硫黄含有化合物であり、穀物精製物としても知られている。レベリング剤は、通常、窒素/分枝重合体と複素環または複素環芳香族化合物を含む直鎖から成ります、化合物は通常四元構造(中心的に正に荷電した原子と4つの置換基)です。高電流密度領域における銅の過剰めっきを防止する。
試験方法
試験は8 lの電気めっきタンクと200 lの試験槽で行った。不溶性陽極は、より高い適用可能な電流密度、メンテナンスの容易さ、および均一な銅表面分布に使用される。メッキ液を形成した後、メッキ液を1 Ah/Lで電気メッキし、分析し、添加剤濃度を補正してメッキ試験を行う。各試験板は1分間酸で洗浄し、1分間水で洗浄し、メッキ前に10 %硫酸で漬けます。
操作条件及びめっき浴組成物
図1は、2つの製剤の操作条件及び最適添加濃度を示す。通常、盲目のホールフィル電気メッキ溶液は、銅において高く、酸の中で低く、必要なホールボトムフィルを達成する。

図1電気めっき浴組成物及び電気めっき条件
ブラインドホール 充填機構
ブラインド穴と板の銅の成長速度は添加剤によって制御される。図3は、それぞれの添加物によって演奏される異なる役割を示す、ブラインドホール銅成長の概略図を示す。吸着が局所的に膨張しても,選択的及び非選択的吸着は電気めっき中に起こる。添加剤は、必要な「ボトムアップ充填」を達成するために表1に示される設定の範囲内で制御されなければならない。分析は、サイクリックボルタンメトリー(CVS)及びホールチャンバ試験のような業界で一般的に使用される分析ツールを使用して行うことができる。
図3において、緑色は阻害剤、赤はレベリング剤を表し、黄色は光沢剤を表す。濡れ剤分子は主に表面に吸着し,電気めっきを阻害し,レジリング剤は正荷電四級アミン塩によって負に帯電した領域に選択的に吸着し,エッジ上の過剰なめっきを防止し,ブラインド孔の早期閉鎖を回避し,中心に孔を形成した。ブライターナーは、電気メッキを加速するためにより急速に盲目の穴に拡散する小さな硫黄含有分子です。電気メッキ時には、ブラインドホールの形状が連続的に変化するので、貫通孔には光沢が集中し、ブラインドホール内での急速な電気めっきが行われる。これを曲率増強加速器カバレッジ(ceac)機構と呼ぶ。

CEACメカニスの概略図 m
最後に、ブラインド穴の銅メッキが表面とほぼ同一平面上であると、ブラインドホールと表面のコーティング率が等しくなり、ボトムアップ充填が停止する。添加剤の吸着及び脱着の強度に応じて、輝尽剤は予想通り拡散しない可能性があり、高濃度の増白剤はめっきを加速し続け、結果として「インパルスラッシュ」として知られている過めっきをもたらす
精密パターンプロファイル測定
図4は、最小値と最高点との間の高さ差とパーセンテージとして表されたR値と、パッド領域と細い線との間の高さ差との間の比として定義されるプロファイルレートの計算を示し、両方の値の最小値をとる。

図4輪郭率とR値計算
プロセス設計No . 1は、ブラインドホールを充填し、平坦な表面とより良い線プロファイルとなり、めっき条件を最適化した。必要なブラインドホール充填容量を得るために,より高い濃度のcuso 4(200 g/l)を低濃度の硫酸(50 g/l)と組み合わせた。

典型的な電気めっき特性
第1の工程の典型的な特性は、図5に示されており、充填されたブラインドホールの大きさは60×1/4×35・1/4 mであり、銅の厚さは15×1/4 mである。プロファイル比は通常10〜15 %の範囲であるが、実際には15 %から20 %の間であり、ワイヤの銅めっき厚さは15〜16×1/16 m、R値は1〜2であることが観察される。パッドは、形状がより正方形であり、平坦な表面を有し、配線はわずかなドームを示している。

図6は、長さが90×1×25×1×25×1×25×80×1×35×1・4 m、90×1/4××60×1/4 m、100×1/4×0×80×1×4×1×3×1×3×1×3×1×1×3×1×1×3×1×1×3×1×3×1×1×3×1×3×1×1×3×1×1×3×1×1×3×1×1×3×1×1×3×1×1×3×1×1×3×1×1×1×1×1×1×1×1×1×1×1×
異なるサイズのブラインド孔の式の充填容量をさらに評価した。つの異なるブラインド穴サイズをテストした。その結果を図6に示す。90×1,4 m*60×1,4 m以下のブラインド穴の充填については,凹面は観察されず,100 . 1/4 m/80 . 1/80 m/mの大きい穴が4 . 4/4/mの凹面を持つ。
電気めっき溶液寿命に関する研究
初期性能評価を行った後、8 Lのタンク容積で150 AH/Lまでのメッキ液を時効した。

電気めっき溶液寿命
浴劣化試験では,試験ボードを50 ah/l間隔で電気めっきし,切断試料を作製し,顕微鏡で評価した。試験ボードは,60 m×m 35×1 . 4 mのブラインドホールと種々のl/sルートからなる。メッキ条件を調整して、表面に約15×1/4 mの厚さを得た。全エージング工程では、ワイヤプロファイルは10〜15 %の範囲であり、時折15 %〜20 %であり、初期性能試験結果と一致し、フラットパッド電気メッキのR値は1〜2の範囲である。
40×1,4,60 m/mの板を用いたスルーホール充填能力を試験する。結果を図7に示す。電気めっき期間は1.24 ASD、持続時間60分

X形孔の充填能力
引張強さと伸び
年で最も重要な物理的性質の2つPCB製造 電気めっき銅導体の引張強さと伸び, これらの特性が熱応力を示すので、銅金属は組立及び最終使用中に耐えることができる. 物理的性質は、阻害剤を含む添加物の組合せの結果である, 穀物製錬業者とレベラー. これらの特性はめっき速度または電流密度にも依存する, めっき温度, 結晶形態学. 例えば, 種々の結晶方位の高密度堆積物は柱状堆積物よりも物理的性質が良い.
ipc‐tm‐650規格の2.4.18.1の試験方法に従って物理的性質を測定し,試料を切断し,125〜5℃で4〜6時間焼成した。試料ストリップを工業用機械試験装置で試験し,測定値を用いて引張強さと伸び率を計算した。図8は、2つの異なるエージング浴溶液の結果を示している。新しいめっき浴と約100 Ah / Lのエージング浴の結果を示す。結果は、電気めっき時間の増加によって特性が大きく変化しないことを示し、IPC規格レベルIIIの要件を満たすことを示す。