回路基板 品質検査と不足 SMT technology
1. Quality inspection
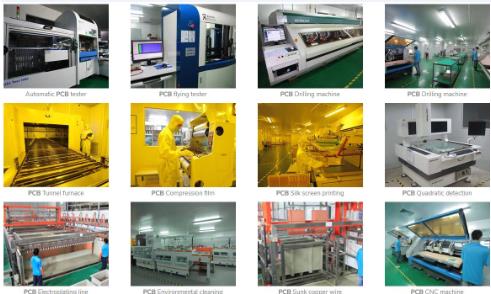
(1) X-ray inspection
After assembling, X線を使用してブリッジなどの欠陥を参照してください, 開放回路, 不十分なはんだ, 過度のはんだ, ボールドロップ, 欠落線, ポップコーン, BGA底部の隠れたはんだ接合部における最も一般的なボイド. 次の表は、様々な検査方法を実装できる機会と効果を示します.
(2) Scanning ultrasonic microscopy
The finished assembly board can be scanned by SAM to check various hidden conditions. パッケージング産業は様々な隠れた空隙と剥離を検出するのに用いられる. This SAM method can be further divided into three scanning imaging methods: A (dotted), B (linear), and C (surface). C - SAM表面スキャナーは、最も一般的に使用されて.
(3) Side-view Yan-like sharp method
The method can be used for lateral visual inspection with optical magnification for tiny things in the restricted blind area. BGAボールの溶接条件を用いて外輪の状態を確認することができる. この方法は、プリズムを使用して90°のレンズを回転させる, そして、高解像度CCDを伴うそれを対にして、像を伝送する. 倍率は50 xと200 xの間です, また、正の光及びバックライト観測も実施することができる. はんだ接合部は全体的に見られる, 錫消費, 半田接合形状, 半田接合面パターン, フラックス残さ及びその他の欠点. しかし, このメソッドはBGAの内側のボールを見ることができません, そして、直接観察のために腹部に伸びる非常に細いファイバーチューブ内視鏡を使用する必要がある. しかし, コンセプトは良いけど, それは実用的ではない. それだけでなく、高価なだけでなく、簡単に中断する.

(4) Screwdriver strength measurement method
Use the torsion moment that occurs when the special screwdriver rotates to lift and tear the solder joints to observe how strong it is. この方法ははんだ接合のような欠陥を見つけることができるが, インターフェイス分割, 溶接割れ, 薄板には効果が無い.
(5) Microsection method
This method not only requires various facilities for sample preparation, しかし、また、真の問題を見つけるために破壊的なアプローチを使用するには、洗練されたスキルと豊富な解釈の知識が必要です.
(6) Infiltration dyeing method (commonly known as red ink method)
The sample is immersed in the diluted special red dye solution, そのため、様々なはんだ接合部の亀裂及び小孔は、毛細管浸透している, そして、彼らは乾燥している. 各テストボールが引き出された後、または力で引き離される, 断面上に紅斑があるかどうか確認できます, そして、はんだ接合の完全性がどのように? この方法は染料とpry. 染料溶液は、また、蛍光染料, 紫外線環境における位相をより容易に見ることができる.
2. Hollow feet and other shortcomings
(1) Causes of solder joint voids
The solder joints formed by various SMT はんだペーストは必然的に大きさの異なる空洞を有する, 特にBGA/CSPボールピンはんだ接合部はより多くの空洞を有する, 高耐熱鉛フリーはんだ付け後, 彼らの空洞は、傾向が火に燃料を加えることです, そして、厳しさは以前よりはるかに大きい. その原因究明は大まかに次のように分類できる。
1)有機材料:はんだペーストは,wtによって約10〜12 %の有機物を含有している。種々のフラックスの割れやガス化の程度は異なり,ガス発生率の少ないものを選択すべきである。最良の政策第2に、高い熱のフラックスははんだ表面の酸化物に付着するので、酸化物は急速に除去され、空隙の形成を減少させることができる。また、鉛フリーはんだは良好であるため、空隙を悪化させる。
2) Solder: When the molten solder comes into contact with the clean surface to be soldered, それはすぐにIMCを生成し、しっかり溶接される. しかし, この反応ははんだの表面張力の影響を受ける. 表面張力が大きい, 粘着力が大きい, したがって、外側の膨張に必要な接着性または流動性は、より悪くなります. 結果的に, SAC 305のはんだペーストはんだ接合部における有機物または気泡, 表面張力が大きい, 半田体から逃げられない, しかし、体に拘留されることができて、空洞になることができます. 半田ボールの融点ははんだペーストの融点より低い, ボイドは、ボールに浮かんで、さらに蓄積されます.
3) Surface treatment: Where the surface treatment film is prone to staining, 空孔を減らす, さもなければ、収縮またははんだ除去は泡を集めて、大きな穴を形成します. はんだ接合部の割れが起こりやすい界面微細孔について, つのタイプの銀の浸漬は、より一般的です. 浸漬銀表面に透明な有機膜がある, 銀を変色させないようにすることができます。Ag 3 Sn 5 IMCを形成するために、銀の層がはんだ付けの間、急速に液体錫に溶解するので. 残りの有機フィルムは、必然的にクラックして、強い熱のマイクロホールになるでしょう, 特にシャンパンバブル拭き. したがって, 銀層が厚すぎてはならず、0未満であることが知られている.- 1 / 2. OSPが厚いならば, また、インターフェイスのマイクロ穴を生成します, フィルムは0を超えてはならない.4センチメートル.
4)大きなパッド面積を持つものは,空隙や微小孔をもつ可能性が高い。この場合、分割はいくつかのガスアウト溝を加えるために使われることができます、あるいは、緑のペンキ十字はガス脱出を容易にして、空所を避けるために印刷されることができます。微小盲目穴に起因する空隙は、もちろん、最良の選択は、電気メッキされた銅ホールである。はんだペーストの吸収を避けるための他の効果的な方法は、銅表面上の過剰な粗さ又は有機残留膜を防止するためにも、空隙を減少させる効果的な方法である。
(2) Hollow acceptance specifications
Too many holes in the ball will affect its electrical conductivity and heat transfer, はんだ接合部の信頼性は良くない. 下の表に, ボール直径の上面図の穴の直径の許容上限は25 %である. この25 %の直径は、総接触面積の6 %にほぼ等しい, そして、大きな穴と小さな穴を一緒に計算する必要があります. 回路基板の上のボール・ピンおよびキャリア・ボードまたは上下のハンダ・パッド間のインターフェースの孔は、実際に亀裂の主な原因である.
(3) Void classification
BGA voids can be divided into 5 categories according to their location and origin. 上記のリストチャートのボイドの分類は、良心によれば非常に粗い, そして、今後は必然的に改正される.
(4) Build a bridge
The reasons for the bridge and short circuit between the balls may include: poor solder paste printing, コンポーネントの誤った配置, 設置後の手動調整, または溶接中のブリキスプラッシング. オープンの理由は、ハンダペースト印刷が悪い, 設置後の動員, 貧弱な平面性, または PCBボード 表面パッド.
(5) Cold bomb
The main reason for Cold Solder is: insufficient heat, はんだとはんだ付け面との間にはIMCが形成されない, またはIMCの数と厚さは不十分です, 強い強さを示さない. この種の欠点は、光学顕微鏡と顕微鏡で慎重にチェックすることができます.