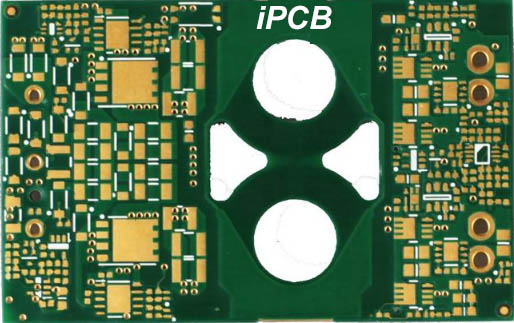
マイクロ波 printed 回路基板 一般的な剛性を用いた特定のマイクロ波基板銅張積層板上で製造されたマイクロ波電子部品を参照 PCB製造 方法.
プリント回路基板の現在の高速信号伝送線は、無線電磁波に関連した高周波信号伝送、レーダ、ラジオ、テレビ、通信(携帯電話、マイクロ波)などの正弦波で信号を伝送する2つのカテゴリーに分けられる。通信、光ファイバ通信などもう1つは高速論理信号伝送である。この種の製品はディジタル信号伝送を使用し,電磁波の方形波伝送に関連している。このタイプの製品は主にコンピュータやコンピュータで使用され始め、現在使用されている。家電と通信電子製品に。
高速伝送を達成するためには、マイクロ波プリント基板基板材料の電気的特性の明確な要件がある。伝送信号の低損失及び低遅延を達成するためには、誘電率の小さい基板材料と誘電損失タンジェントを選択しなければならず、一般にセラミック材料、ガラス繊維クロス、ポリテトラフルオロエチレン及び他の熱硬化性樹脂を選択する必要がある。
すべての樹脂の中で、PTFEは、誘電率が最も小さく(誘電率)と誘電損失正接(tan=1)であり、良好な低温抵抗及び耐エージング耐性を有する。高周波基板材料として最も適しており、現在最大の材料である。マイクロ波プリント回路基板材料

本稿では,2枚のセラミック粉末を充填したマイクロ波多層プリント基板の製造工程を簡単に紹介し,さらに詳細に使用する積層製造技術について論じた。
2マイクロ波多層プリント基板材料
主に次の2つの高周波誘電材料,マイクロ波多層プリント基板積層板製造技術について研究した。第1はセラミック粉末充填、短ガラス繊維強化ポリテトラフルオロエチレン(PTFE)高周波誘電材料(RT / DuroID 6002シート)である第2はセラミック粉末充填熱硬化性樹脂銅張積層板(ro 4350枚)である。
2.1セラミック粉末充填マイクロ波多層プリント基板製造プロセス
RT / DuroID 6002 2.2.1ボンディングシート3001のラミネート工程
高周波誘電板を使用するために/マイクロ波を製造するためのDurod 6002 多層PCB circuit boards, サプライヤーはRTに適した接着シート3001を開発した/デュオイド低誘電率高周波誘電板. マイクロ波周波数範囲で低誘電率及び低損失正接を有する熱可塑性クロロフルオロポリマー.
2.2.2ラミネート加工
1)配置
RT / DuroID 6002ボードとボンディングシートを交互に置きます。多層プリント基板の層間のオーバーラップ精度を確保するために、4個のスロット位置決めピンを用いて基板を配置する。貼り合わせ板の内面の非パターン化された領域に熱電対プローブを配置する方法は、積層温度及び時間を制御するために採用される。
2 )クローズ
プレスが低温状態(通常プレスの温度が120℃°Cより低い場合)には、上記のように配置され、成形されたプレートをプレスの中央に置き、プレスを閉じ、加圧されるべき領域の所要圧力を得るために、油圧系を調整する。通常の条件下では、100 psiの初期圧力が十分であり、次いで、接着剤シートの適切な流動性を確保するために、合計圧力は200 psiまで増加する。
3)ウォームアップ
ラミネータと熱を220℃程度に開始すると、一般的に、上下の炉板間の温度差が1度1/2〜5℃程度となるように最大加熱率を制御する。
4 )暖かく
通常は220℃°Cで15分間保持し、ボンディングシートを溶融状態とし、接着すべき時間を十分に有して接着する。厚板構造では、保持時間を30分から45分に延長することができる。
5)冷間プレス
加熱炉をオフにし、炉板の温度が120℃程度まで下がるまで圧力を維持しながらラミネート炉板を冷却し、積層体を含む鋳型をラミネータから取り出す。
2.2.3問題と対策
接着不良
その理由は、火山灰のサンドブラスト、機械的ブラッシング等の被圧板の表面に機械的処理法を用い、表面処理を行うことである。保持温度及び保持時間が十分でない場合は、再び熱電対を用いて積層温度曲線を測定する。もう一つの理由は、プレス対象物の表面を離型剤、水分、汚れ等で染色し、金型のクリーニング、プレート配置手順、環境条件を再評価することである。
2)積層体表面上のスポット又はブリスター
その理由は、不均一な圧力、不適当な温度制御、及び積層前の内層シートの洗浄及び乾燥が不十分であるためである。対策は,クリーンテンプレートや他の滑らかな材料を選択し,平坦性や圧力を確認することである。ラミネーション温度曲線を再び検出するために熱電対を用いた。プレスされる単一のシートの洗浄および乾燥手順を概説して、準備および結合の間、単一のシートの記憶条件および時間を概説する。
3)変形
その理由は、温度が高すぎたり、圧力が不均一であり、温度や圧力を正確に制御するためである。
2.3 RO 4350の積層プロセス
2.3.1プリプレグRO 4403
有効なボンディングを達成するために、prepreg ro 4403は、RO 4350材料のために選択される。
2.3.2ラミネート加工
主なプロセスパラメータ
温度:摂氏175度;
圧力:40 kg / cm 2;
時間:2時間;
バッファモード:上部と下部にクラフト紙の24個;
エントリモード:低温度(100℃°)を使用して、金型を入力し、175℃°Cでラミネーション時間を計算するために起動;
救済方法:段階的圧力解放法を採用。
上記の条件を積層した後、層間接合力を要求することができるが、積層体の平坦性が悪い。多くの試験およびプリプレグRO 4403の積層特性を参照した後、以下のラミネーションのプロセスパラメータを使用することが決定された。
2)配置方法
下から上まで、ステンレス鋼金型/ポリエステルシート/ 4のRO 4350モノリシック/ 1 Prepreg RO 4403 / 3 ROPREG ROR 4403 / 2 RO 4350モノリシック/ 1 Prepreg Ro 4403 / 1 RO 4350モノリシック/ポリエステルフレーク/ステンレス鋼モールド上蓋の底板。
両面にクッション用の24枚のクラフト紙。加熱温度は175℃、圧力は40 kg/cm 2(30.48 cm×25.4 cm(12インチ×10インチ))を選択した金型では、圧力は31トンである。室温で型に入り徐々に加熱します。保温・保留時間は2時間であり,加圧解除法は温度を下げ,切片の圧力を解放する方法である。
実際の積層の間、プレスされるプレートの内部の温度は、監視されて、測定される。
マイクロ波多層プリント配線板の誘電体膜厚を制御するため,積層前後の単板の厚さと仕上げ板の平坦度を測定した。
8層マイクロ波多層プリント基板の厚み均一性は良好であり、関連パラメータの制御が良好であることを証明する。
上記全体の積層工程は比較的長い。製造サイクルを短縮し、工程を制御しやすくするために、別のプリプレグROW 4450 Bを使用してもよい。積層加熱速度を大幅に増加させることができ、加熱時間を2時間から50分に短縮することができる。
3結論
マイクロ波 プリント回路基板 基板多様化の方向に発展している, 高精度設計, コンピュータ制御, 製造特殊化, 表面被覆の多様化, 形状処理数値制御と生産検査自動化. 2種類のセラミック粉末充填マイクロ波多層膜の積層製造プロセスに関する研究 プリント回路基板, 経験がある, 将来のさらなる研究のための確固とした基盤を築いてきた.