QFN (четырехплоский без выводов), по - видимому, имеет все более распространенную тенденцию в упаковке IC в индустрии PCB. QFN имеет преимущества небольшого размера и относительно низкой стоимости по сравнению с CSP (упаковка на чип - уровне). Высокая производительность процесса производства IC также довольно высока, но также может обеспечить лучшую общность и теплоотдачу для высокоскоростных цепей и цепей управления питанием. Кроме того, упаковка QFN не требует проводов с четырех сторон, поэтому электрическая эффективность лучше, чем упаковка проводов. Традиционные IC в упаковке PCB, такие как IC с несколькими выводами, должны быть выведены со стороны.
Хотя упаковка QFN имеет много электрических и прикладных преимуществ, она оказывает большое влияние на качество сварки на сборочном заводе PCB. Из - за конструкции QFN без проводов часто трудно определить, хорошо ли он сваривается по внешнему виду точки сварки. Хотя на боковой стороне упаковки QFN все еще есть точка сварки, некоторые производители упаковки IC вырезают только [раму для проводки], чтобы разоблачить ее. Нарезанная часть не требует гальванического покрытия, поэтому в основном нелегко есть олово на стороне QFN. Кроме того, разрезанная часть легко окисляется после хранения в течение некоторого времени, что затрудняет употребление олова с боковой стороны.

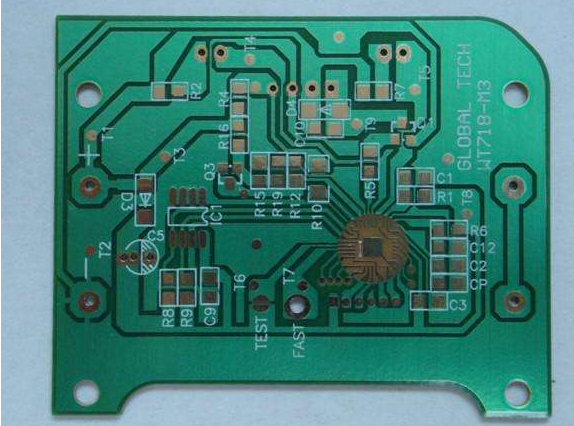
▼ Боковые сварные ножки QFN представляют собой незагальванизированные части рамы выводов.
Стандарт олова QFN
На самом деле, в разделе 8.2.13 спецификации IPC - A - 610D пластмассовая четырехкомпонентная плоская упаковка без выводов (pqfn) прямо не указывает, что боковое олово QFN должно иметь гладкую дуговую кривую.
Некоторые конфигурации упаковки не раскрывают сварочный палец или не имеют непрерывной свариваемой поверхности на внешне открытом сварном пальце упаковки и не образуют круглый угол сварного пальца.
Другими словами, сварка QFN не может использовать условия сварки на боковой стороне трубопровода, если основание сварной ноги QFN и положение радиатора на правой нижней части действительно коррозируют олово. Глотание олова в нижней сварной ступне QFN можно представить как BGA, поэтому рекомендуется обратиться к стандарту BGA для пластмасс в разделе 8.2.12 IPC - A - 610D. Объем лужения на промежуточном сварном диске может зависеть от конструкции каждой компании PCB.
▼ Хотя сварочный штырь на стороне QFN не способствует всасыванию олова, его нижняя поверхность обладает хорошей всасывающей способностью, а электрические характеристики остаются хорошими.
▼ Сварные ножки на стороне QFN находятся в хорошем состоянии.
Испытания и испытания свариваемости QFN аналогичны испытаниям сварных материалов BGA. В настоящее время проверка припоя в упаковке QFN не только проверяет его функциональность с помощью внутрисхемных испытаний и функциональных тестов, но и обычно использует оптические приборы или рентгеновские лучи для проверки открытия припоя. И короткое замыкание. Честно говоря, если уровень рентгеновских лучей недостаточно хорош, проверить проблему сварки QFN действительно непросто. Если проблема свариваемости в любом случае обнаружена, ее можно проверить только с помощью разрушительных испытаний (например, микроскопических срезов или тестов на проникновение красного красителя).
Возможные решения для газовой сварки QFN
При обнаружении ложной сварки QFN необходимо уточнить, есть ли проблема окисления детали, взять детали для подтверждения теста на выщелачивание, а затем определить, есть ли проблема с ложной сваркой на неподвижной сварной ноге. В нормальных условиях заземляющие штыри подвержены ложной сварке. Вы можете рассмотреть возможность изменения конструкции проводки платы и добавления радиатора на след платы, чтобы уменьшить долю прямого заземления ноги сварки. Это задержит скорость потери тепла (так называемое « тепловое сопротивление» означает уменьшение ширины заземленной линии, так что тепловая энергия не будет немедленно передаваться по всей медной полосе заземления. Вы также можете попытаться настроить температуру печи (кривую обратного тока) или перейти на тип обратного тока склона, чтобы уменьшить проблему чрезмерного теплопоглощения пасты во время подогрева.
Ссылка: кривая обратного потока
Исследование показало, что на подземном сварном диске на дне QFN было напечатано слишком много пасты, в результате чего детали плавали во время обратной сварки, образуя пустой припой. На данный момент можно считать, что в форме « поле» лучше напечатать заземленный сварочный диск на дне QFN, чем напечатать всю заготовку, и поскольку во время обратной сварки все пасты расплавляются в шары, маловероятно, что детали будут плавать.
Ссылка для чтения: Принцип обработки отверстий в сварном диске
Кроме того, проходные отверстия на сварном диске PCB не должны быть установлены как можно больше, а проходные отверстия на полу промежуточного охлаждения должны быть как можно более закупорены, иначе они могут легко повлиять на количество припоя и создать пузырьки, что в тяжелых случаях может привести к плохой сварке. упаковка купить