1. Cut
Shearing is a step in the mechanical operation of the Bastırılmış devre tahtaları, ve zor biçim ve çizgi bir şekilde. Basit kesme yöntemi geniş çeşitli substratlar için uygun., genelde 2 mm kalın değil. Kıpırdama 2 mm üzerinde, the cut edge will appear rough and uneven, bu yöntem genellikle kullanılmaz.
Laminatın fırlatması el operasyonu ya da elektromekanik operasyonu olabilir., no matter which method has common characteristics in operation. Geçimler genelde ayarlanabilir kılıçlar takımı var., Görüntü 10-1'de. Yıldız, dörtgenç., altın kenarın yaklaşık 7°, kesme uzunluğu 1000 mm'e ulaşabilir., iki kılıç arasındaki uzunluğun açısı genellikle 1°-1 arasında seçildir.. 5°, epoksi bardak substrat kullanarak 4°ya ulaşmak için, the gap between the cutting edges of the two blades is less than 0.25 mm.

İki kılıç arasındaki açı kesilmiş materyalin kalınlığına göre seçildir.. Malzeme daha kalın., gereken açı daha büyük. Eğer boşluk açısı çok büyük veya iki kılıç arasındaki boşluk çok geniş olursa, kağıt altyapısını keserken tahta kırılacak.. However, for the epoxy glass substrate, Çünkü materyal kesin bir gücü var., hatta kırık yok olsa bile, Tahta da deformasyon yapacak.. Temel tabağın kenarlarını temiz tutmak için, materyal 30 - 100°C arasında ısınabilir.. Temiz bir kesim almak için, Tahta tarafından kaynaklı bir mekanizma tarafından kaldırılması gerektiğini gösteren süreç sırasında tahta taşınmasını engellemek için. Ayrıca, parallaks, aynı zamanda 0 toleransına ulaşabilir..3 0.5rnrnrnrnGenericName, 0'ye düşürülmesi gereken.3 rnrn, doğruluğu geliştirmek için küçük ölçek kullanarak. Bölümler çeşitli boyutlarda başa çıkabilir., tekrar boyutlarını teslim edebilecek. Büyük makineler saatte yüzlerce kilogram substratlarını kesebilir..
2. Sawing
Sawing is another method of cutting substrates. Although the dimensional tolerance of this method is similar to shearing (0.3 - 0.5 rnrn), Bu metod tercih eder çünkü kesme kenarı çok yumuşak ve düzgün.. Basılı devre masasında üretim endüstri, Çalışılabilir çalışma masaları ile döngül görüntüleme makineleri genellikle kullanılır. Kıçının hızı 2000 - 6000r'dan ayarlanabilir./rnin. However, kesme hızı ayarladığında, değiştirilemez. Bunu bir V kemerinden fazla ağır çekilmeyle yapıyor..
Yüksek hızlı hareket eden çelik kılıcının yaklaşık 3000rnrn diametri var., ve 2000-3000r oranında kağıt etkileyici maddeleri kesebilir./rnin with about 1.2- 1.1 cm çevresinde 5 diş. Epoksi bardak substratları için, bir tungsten karbid kılıcı kullanın. Elmas tekerleği daha iyi kesecek., although it is a big investment in the beginning, ama uzun hayatı ve sınır kesme etkisini geliştirme yeteneği yüzünden, Gelecek çalışmalar için çok faydalı.. Burada. are a few things to pay attention to when using a cutting machine:
1) Pay attention to the cutting force acting directly on the edge and check the firmness of the bearing. There should be no abnormal sensations when examined by hand;
2) For safety reasons, the teeth should always be covered by a protective device;
3) The mounting shaft and engine should be placed accurately;
4) There should be a gap between the saw blade and the bracket, so that the board has a good support for edge cutting;
5) The circular saw should be adjustable, and the height range between the blade and the board should be 10-15mm;
6) Blunt teeth and too rough teeth will make the cutting edge not smooth, so replace it;
7) Wrong cutting rate will cause the cutting edge to be unsmooth, uygun şekilde ayarlanmalıdır., Kalın materyal yavaş hızı seçmeli., while thin material can be cut quickly;
8) It should operate at the speed given by the manufacturer;
9) If the saw blade is thin, vibracyonu azaltmak için güçlendirme patlaması eklenebilir.
3. Punching
When the printed circuit board design has other shapes or irregular contours in addition to the rectangle, ölüm kesmesini kullanmak daha hızlı ve daha ekonomik bir yöntemdir.. Basit yumruk operasyonları bir basıyla yapılabilir., Bu, bir göğüs veya çamur kullanmaktan daha iyi bir temiz kesik kenarını üretir.. Bazen..., bile yumruk ve yumruk aynı zamanda yapılabilir.. However, iyi sınır etkisi veya sıkı tolerans gerektiğinde, ölüm kesmesi kısa.. Bastırılmış devre masası endüstrisinde, ölüm kesmesi genelde kağıt ilaçlarını kesmek için kullanılır, ve epoksi bardak substratlarını kesmek için. Ölüm kesmesi, kesmesini sağlar. Bastırılmış devre tahtaları to be within ±(0. 1 - o. 2mm).
1) Punching of paper substrates
Since the paper substrate is softer than the epoxy glass substrate, ölüm kesmek için daha uygun. Kağıt ilaçlarını kesmek için ölüm kesme araçlarını kullandığında, malzemenin kaynağı veya kurvatını düşünün. Çünkü kağıt substratları sık sık bahar dönüyor., genelde ölüm bölümü ölümden biraz daha büyük.. Bu yüzden..., Topluluğun büyüklüğü, altyapının toleransa ve kalınlığına göre seçilmeli., which is slightly smaller than the printed circuit board to compensate for the excess size. Biri fark ettiği gibi, dövüşürken, ölüm deliğin büyüklüğünden daha büyükdür., ve, ölüm normalden daha küçük.. Karmaşık şekilleri olan devre tahtaları için, adım-adım araçları kullanılır, benzer materyali birbirine kesmek gibi. Ölüm onu birbirine kestiğinde, materyalin şeklini yavaşça değiştirir. Bu şekilde., delikler ilk adım veya ikinci adımdan, Diğer parçaları vurmak sonunda tamamlandı.. Sıcaklıktan sonra sıcaklık ve ölüm kesmesi kesmesini geliştirebilir. Bastırılmış devre tahtaları, Ölmeden önce stripleri 50-70'C'ye ısıtmak gibi. However, Çok sıcak olmak için ilgilenmelidir., çünkü bu soğuktan sonra fleksiyeti azaltır. Ayrıca, Gazete tabanlı benzin maddelerinin termal genişlemesine dikkat edilmeli., z y önünde ve y yönünde farklı genişleme özelliklerini gösteriyor.
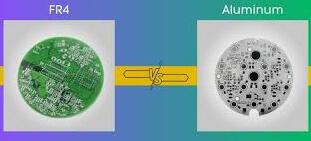
2) Punching of epoxy glass substrate
When the desired shape of the epoxy glass substrate cannot be produced by shearing or sawing, Özel yumruklama metodu yumruklamak için kullanılabilir, Bu yöntem popüler değildir., Bu yüzden sadece kesme kenarı veya boyutlu ihtiyaçları çok sert olmadığında bu metodu kullanabilir.. Çünkü işlemsel olarak kabul edilebilir olsa da, kesilmiş kenarlar güzel görünmüyor.. Epoksi bardak substratının istikrarlık performansı kağıt altyapının üstünden daha küçük olduğundan beri, epoksi bardak substratını yumruklamak için araç ölüm ve yumruk arasında yakın eşleşmelidir.. Epoksi bardak substratlarının ölüm kesmesi oda sıcaklığında gerçekleştirilmeli.. Çünkü epoksi bardak substratı yumruklamak zor ve zor., O, yumrukların hayatını azaltır ve yakında bozulacak.. Karbid punç kullanımı daha iyi kesme sonuçlarını alabilir..
4. Milling
Milling is typically used where neatly cut Bastırılmış devre tahtaları, smooth edges, ve yüksek boyutlu doğruluğu. Ortak milyon hızı 1000 - 3000r arasında./min, usually using straight or helical tooth HSS milling machines. However, epoksi cam substratları için, karbonizilmiş güvercin aletleri uzun yaşamlarından dolayı kullanılır.. Kaçırmadan kaçırmak için, Bastırılmış devre tahtasının arka tarafı milyonlarla güçlü bir destek olmalı.. Milling makineler hakkında detaylı bilgi için, aletler ve diğer operasyonel aspektler, bu ekipmanlar için standart fabrika veya alışveriş talimatlarını.
5. Grinding
In order to obtain a better edge effect than shearing or sawing and achieve higher dimensional accuracy, Özellikle yazılmış devre tahtası yasadışı bağlantı çizgileri olduğunda, sıkıştırma metodu seçilebilir. Bu yöntemi kullanıyor, when the dimensional tolerance is ± (0.1- 0.2mm), yumruklamaktan daha az. Bu yüzden..., Bazı durumlarda, Ölüm kesiminin a şırı boyutlu sonraki sıkıştırma sürecinde düzgün bir kesim kenarını elde edebiliriz.. Bugün kullanılan çoklu dönüş makineler çok hızlı sıkıştırıyor., daha az çalışma ve daha az büyük maliyetle. Tahtanın izleri kenarına yaklaştığında, Yeterimli tahta kırma kalitesini elde etmenin tek yolu olabilir. İzlemenin temel mekanik operasyonu ayna ısırmasına benziyor., ama çok daha hızlı besliyor.. Tablo dikey çekme yüzeyine taşınıyor, sıkıştırma çizgisine bağlı.. Sıçrama fixtüsü, sıçrama ihtiyaçlarına göre çekme aracıyla konsantri olan bir çarpma üzerinde ayarlandı.. Yazılı devre tahtasının durumu, kaydırma fikrindeki yerleştirme deliklerinden belirlenmiştir..
Üç ana sıkıştırma sistemi var., they are:
1) Needle grinding system;
2) Track or record the needle grinding system;
3) Numerically controlled (NC) grinding system.
5.1 Needle grinding
Pin grinding is suitable for small batch production, yumuşak kesme kenarları ve yüksek değerli çekme. Pin grinding sistemlerinin tam olarak basılı devre tahtasının çelik veya aluminium örneklerinin oluşturduğu çelik ya da alüminim örnekleri var. Ayrıca tahta pozisyonu için pinler sağlıyor.. Genelde çalışma koltuğundan çıkan üç ya da dört tahta var.. Kullanılan bıçaklar ve yerleştirme pinleri aynı elmayıydı., Bıçakların dönüşünün tersi yönünde yerleştirilmiş.. Genelde, Çünkü grinder tahtayı yerleştirme kalıntılarından ayrılmaya çalışıyor., İki ya da üç dolaşım döngüsünü sağlamak için. İğne sıkıştırma sistemi yüksek çalışma ağırlığına ihtiyacı var ve yüksek yetenekli operatörler gerekiyor., yüksek değerli ve düzgün kesim kenarı küçük topraklar ve yasadışı şekillenmiş tahtalar için uygun olur..
5.2 Track grinding
The tracking grinding system uses a template for cutting just like the needle grinding system. Here, Şablon üzerindeki tahta çizgisini izliyor.. Kayıt iğne sabitlenmiş masanın hareketini kontrol edebilir., veya masanın hareketini kontrol edebilirse. Son çoğunlukla sürücü makinelerde kullanılır.. Smansil, kesme tahtasının bağlantılarına üretildi ve bağlantını izleyen dış kenarında bir stil var.. Kıpırdam adımı, stiller tarafından dış kenara kadar izleniyor.. İkinci adımda., the stylus traces the inner edge, Bütün yüklerin çoğunu kesilmesi için daha iyi kontrol eder.. Kayıt iğne çekme sistemi iğne çekme sisteminden daha doğrudur.. 0l0in(0. 25mm) ã Using general operating techniques, kütle üretilmiş ürün toleransi yapabilir. 0l0in (0. 25mm). Bir çoklu aksi makinesini kullanarak 20 tahta aynı zamanda at ılabilir..
5.3 NC grinding system
Computer Numerical Control (CNC) technology with multiple drill spindles is the method of grinding in today's printed circuit board manufacturing industry. When the output of the production product is large and the outline of the printed circuit board is complex, CNC çekme sistemi genellikle seçildi. Bu cihazlarda, masanın hareketi, drill shaft, ve makineyi kesmek bir bilgisayar tarafından kontrol ediliyor., makinenin operatörü sadece yükleme ve yükleme sorumlu. Özellikle kütle üretim için, karmaşık şekiller için tolerans kesmek çok küçük..
CNC çekme sisteminde, the programs (a series of commands) that control the movement of the drill shaft in the z direction of the rolling mill are easy to write. These programs can make the machine grind according to a certain path, ve sıkıştırma hızı ve besleme hızı komutlarının programa yazılması da. , tasarım program ı yeniden yazarak kolay değiştirilebilir.. Kıpırdama bağlantının bilgisayarını programdan doğrudan bilgisayara girdi.. Karbon CNC grin makinelerinin devrimlerinin sayısı genellikle 12000-24000r'e ulaşabilir./min, Bu motorun sürücü kapasitesi yeterli olması gerektiğini sağlayacak makinenin devrimlerinin sayısı fazla düşük olmamasını sağlayacak.. Makineler veya yerleştirme delikleri genellikle devre tahtasının dışındaki parçasında.. Sağ taraflı dışarıdaki bir yapıya ulaşabilir., İçindeki yapı, bir adım boyunca eşit ortamların bıça ğıyla kesilmeli., ve ikinci operasyondaki 45° a çıdan, bu yüzden sağ taraflı iç bir yapı elde edilebilir..
CNC grinding makinelerinde, the parameters of cutting speed and feed speed are mainly determined by the type and thickness of the substrate. Kesin hızı 24000r./min ve beslenme hızı 150in/min, birçok substratlara etkili olarak uygulanabilir., Ama teflon ve diğer benzer materyaller gibi yumuşak materyaller için, substratın bağlantısı düşük sıcaklığında, Bu yüzden..., 12000r a şağı hızlı./min and a higher feed rate of 200in/min sıcak üretimi azaltmak için gerekli. Genelde kullanılan kesiciler, solid tungsten karbide türündedir.. CNC makinesi masanın hareketini kontrol edebileceği için kesme makinesinin parçasının vibraciyle etkilenmesini sağlayabilir., küçük elması kesme makinesinin kesme etkisi de çok iyi..
5.4 Laser grinding
Now, Lazerler de ısırmak için kullanılır, Özgür programlama ve fleksibil operasyon modları UV laserlerini özellikle yüksek değerli HOI kesmesine uygun yapar.. Yapılabilir kesme hızı materyal bağlı ve genellikle saniye 50-500mm'den uzaktadır.. Kesin kenarı çok güzel ve hiçbir tedavi gerekmiyor., etkisi, sıradan mekanik sıkıştırma, yumruklama ya da CO2 laserle kesmek gibi Bastırılmış devre tahtaları.