Bastırılmış devre tahtalarının üretim süreci

Basılı devre tahtasına bakalım, dört katı örnek olarak alıyoruz.
Dört katı PCB tahta üretim süreci:
1. Kimyasal temizleme-ãKimyasal temizleme
İyi kaliteli etkileme örneklerini elde etmek için, dirençli katının altı yüzeyine sabit bağlanmasını sağlamak gerekir ve altı yüzeyin oksid katları, yağ lekeleri, toz, parmak izleri ve diğer topraklardan özgür olması gerekir. Bu yüzden, direnç katmanı kaplamadan önce, masanın yüzeyi temizlemeli ve bakır yağmanın yüzeyi belirli bir derece zorluğa ulaşmalı. İçindeki tahta: dört katmanlı tahta yapmaya başlayın, iç katmanın (iki ve üç katmanın) ilk olarak yapılmalı. İçindeki tabak, cam fiber ve epoksi resin tarafından üst ve a şağı yüzlerde toplanmış bir bakra çarşafıdır.
2. Cut Sheet Dry Film Lamination-ãCut Sheet Dry Film Lamination ã
İçindeki tabak için ihtiyacımız olan formu yapmak için ilk defa iç tabakta kuruyu bir film (fotoresist, fotoresist) yaptık. Kuru film poliester filminden, fotoresist filminden ve polietilin koruma filminden oluşturulmuş. Filmi bağladığında, ilk defa polietilin koruma filmini kuruyu filmden parçalayın ve sonra kuruyu film ısıtma ve basınç koşullarının altında bakra yüzeyine yapıştırın.
3. Görüntüle ve geliştirme-[Görüntü Görüntüle] [Görüntü Geliştirme]
Eksplozyon: ultraviolet ışığının radyasyonu altında fotonisyatör ışık enerjisini sarıp özgür radikalar içine parçalanır. Özgür radikalar fototopolimlendirilmiş monomerlerin polimerize ve karşılaştırma tepkisini başlatır ve reaksiyondan sonra oluşamaz bir polimer yapısı oluşturur. Polimerize tepkisi bir süredir devam edecek. İşlemin stabilliğini sağlamak için, ortaya çıktıktan hemen sonra poliester filmini parçalamayın. Polimerize tepkisinin devam etmesi için 15 dakikadan fazla kalmalı. Gelişmeden önce poliester filmini çıkarın.Geliştirme: Fotosensitiv film in gözlü olmayan parçasındaki aktif gruplar çözülebilir ve çözülebilir maddeler üretmek için çözülebilir alkali çözümüne tepki verir, fotosensitiv, karışık bağlı ve tedavi olan örnek parçasını terk ediyor.
4. Etching-[Copper Etch]
Fleksible basılı tahtalar ya da basılı tahtalar üretimi sürecinde, bakra yağmurunun gereksiz bir parçası gerekli devre modelini oluşturmak için kimyasal reaksiyon metodu tarafından kaldırılır ve fotoresist altındaki bakra tutulur ve etkilenmiyor.
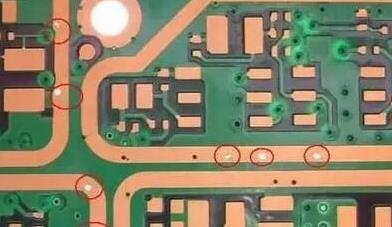
5. Film çıkarma, etkilendikten sonra yumruklanma, AOI inspeksyonu, oksidationStrip Resist] [Etch Punch] [AOI Inspeksyonu] [Oxide]
Film çıkarma amacı, tahta yüzeyinde kalan dirençli katmanı aşağıdaki bakra yağmurunu açıklamak için etkilendikten sonra kaldırmak. "Membran resimleri" filtrasyonu ve sıvı iyileştirmesi doğru yönetmeli. Filmi sildikten sonra su yıkaması tamamen temizlenmiş olursa, seçme yapmayı düşünebilirsiniz. Tahtanın yüzeyini temizledikten sonra, kalıcı suyu kaçırmak için tamamen kuru olmalı.
6. Düzenleme-korumalı film ÷Pregã ÷
Laminatöre girmeden önce, her çok katı tahtası için süslü maddeler düzenleme operasyonu için hazırlanmalı. İçindeki katmanın üstünde korumalı film (Prepreg)-epoxy resin impregnasyonlu bardak ihtiyacı var. Laminyasyon fonksiyonu, korumalı film ile kaplı tahtaları bir sırada yerleştirmek ve onları iki katı çelik tabakları arasında yerleştirmek.
7. Laminated board-copper foil and vacuum lamination ãLayout with copper foil ãVacuum Lamination Press ã
Bakar yağ-İki tarafta bakar yağmuru olan a ğımdaki iç çarşafı örtün, sonra birçok katı basıncı yap (sıcaklık ve basınç, sabit bir zamanda ölçülmesi gereken) ve tamamlandıktan sonra oda sıcaklığına havalı sıcaklık ve kalanı çok katı tahtasıdır.
8.CNC Drilling ãCNC Drill ã
İçindeki katmanın tam şartları altında, CNC sürüşü örneklere göre sürüklenir. Döşeme doğruluğu doğru durumda olduğundan emin olmak için çok yüksektir.
9. Elektroplating-Through Hole ãElektroless Copper ã
Düzlükler arasındaki delikler yönetmesi için (düzlükler ve bardak fiber paketlerini metal etmek için) delikler bakıyla dolu olmalı. İlk adım delikte zayıf bir katmanın tabakası. Bu süreç tamamen kimyasal. Son bakra saldırısının kalıntısı 50 santim bir milyonda.
10. Kes Tablosu [Kes Tablosu] [Koyu Film Lamination]
Fotoğrafçıyı uygulayın: Dışarı katta fotoğrafçı uyguladık.
11. Görüntüle ve geliştirme-[Görüntü Görüntüle] [Görüntü Geliştirme]
Dışarı katı açıklama ve geliştirme
12. Satır elektroplatıcı: [Bakar Şablon Elektro Plating]
Bu sefer de ikinci bir bakra çarpışması oldu. Ana amacı devre ve deliğin bakra kalıntısını kaldırmak.
13. Tin Pattern Electro Plating [Tin Pattern Electro Plating]
Ana amacı, alkalin bakır etkisi sırasında saldırıya uğramaktan korunan bakır yöneticisini korumak için direnmektir (bütün bakır hatlarını ve deliklerin içerisinde korumak için).
14. Strip Resist ãStrip Resistã
Amacımızı zaten biliyoruz ve sadece bakıyı yüzeyde açıklamak için kimyasal metodları kullanmamız gerekiyor.
15. Etching ãCopper Etch ã
Yetmenin amacını biliyoruz. Tahtalı parçası altındaki bakır yağmuru koruyor.
16. Öncelikle zorlanma, açıklama, geliştirme, üst solder maskesi
[LPI coating side 1] [Tack Dry] [LPI coating side 2] [Tack Dry][Image Expose] [Image Develop] [Thermal Cure Soldermask]Solder maske katı patlamak için kullanılır, yani genellikle yeşil yağ katı olarak adlandırılır. Aslında, yeşil yağ katındaki delikler, yeşil yağla kaplanması gereken diğer yerleri açıklamak için yeşil yağ katında kazılır. Düzgün temizleme doğru yüzey özelliklerini alabilir.
17. Yüzey tedavisi
Çeviri bitirmiş > HASL, Gümüş, OSP, ENIG sıcak hava yükselmesi, gümüş, organik solder koruması ajanı, kimyasal nickel altını > Tabanca Altın parmağı Her altın parmağı Altın Eğer altın parmağı olsaydı Sıcak hava yükselmesi solder kapısı HAL (genelde sıkıştırma tin olarak bilinen) süreç, basılı tahtayı fluksi ile yerleştirmek, sonra onu erikli soldağa koyup iki hava bıçağı arasında geçirmek, Hava parmağının (ya da Edge Connector) tasarımın amacı, bağlantıcının bağlantısını dışarıya bağlamak için tahta dışında bağlantı yapmak üzere kullanmak üzere, Bu yüzden altın parmak üretim süreci gerekiyor. Altın seçildiğinin sebebi üst süreci ve oksidasyon dirençliği yüzünden. Fakat altın yüksek maliyeti yüzünden, altın parmakları, parçalığı ya da kimyasal altın için kullanılır.
Bütün işlemleri topladıktan sonra: 1) İçindeki katı > Kimyasal Temiz > Kes Tablosu Sürekli Film Laminasyonu > Görüntü Eklentisi > Görüntü Geliştirme > Kopar Etch > Strip Resist > Etch Punch > AOI Denetimi > Oxide > Layout Stası > Vakuum Lamination Bası
2) CNC Drilling > CNC Drilling
3) Dışarı Layer > Deburr > Etch back- Desmear > Electroless Copper Plating Through Hole > Cut Sheet dry Film Lamination > Image Exposure > Image Developing > Image Development > Copper Pattern Electro Plating > Tin Pattern Electro Plating > Strip Resist > Copper Etch > Strip Tin
5) Solder Maske > Yüzey hazırlığı > LPI kaplama tarafı 1 yazdırma > Dönüş kapalı Tack Drew > LPI kaplama tarafı 2 yazdırma > Dönüş kapalı Tack Drew > Resim Expose > Görüntü Geliştirme > Termal Cure Solder Maske
6) Yüzey bitir > HASL, Silver, OSP, ENIG sıcak hava yükselmesi, gümüş kırmızı, organik solder koruması ajanı, kimyasal nickel altını > Altın parmağı ise Tab Gold > Legent
7) Profil oluşturma > NC Yolu ya da yumruk
8) ET Testing, continuity and isolation