Yüksek yoğunluk PCB devre tahtaları genellikle HDI yüksek çoklu katı devre tahtaları 10 ile 20 katı veya daha fazlasıdır. Bu geleneksel çoklu katı devre tahtalarından daha zor işlemek ve yüksek kalite ve güvenilir ihtiyaçları vardır. Genellikle iletişim ekipmanları, yüksek sonlu sunucuları, Tıbbi elektronik, uçak, end üstri kontrol, askeri ve diğer alanlarda kullanılır. Son yıllarda, uygulama iletişimleri, temel istasyonları, uçak ve askeri alanlarda yüksek seviye tahtlarının talebi güçlü kaldı. Çin'in telekomunikasyon ekipmanları pazarının hızlı gelişmesi ile yüksek seviye kurullarının pazarı s öz veriyor.

Şu anda, yüksek seviye devre tahtalarını üretebilen evcil PCB üreticileri genellikle yurtdışı finanse edilmiş şirketler ya da birkaç evsel finanse edilmiş şirketler. Yüksek seviye devre tahtalarının üretimi sadece yüksek teknoloji ve ekipman yatırımlarına ihtiyacı yok, fakat tekniklerin ve üretim personelinin tecrübelerini toplaması gerekiyor. Aynı zamanda, yüksek seviye masalı müşterilerin sertifikasyon prosedürlerinin girişmesi sıkı ve sarsıntı, bu yüzden yüksek seviye devre kurullarının şirketi girmek ve endüstriyeliğini fark etmek için daha yüksek sınırları vardır. Produksyon döngüsü daha uzun. PCB katlarının ortalama sayısı PCB şirketlerin teknik seviye ve ürün yapısını ölçülemek için önemli bir teknik gösterici oldu. Bu makale yüksek seviye devre tahtalarının üretilmesinde bulunan ana işleme zorluklarını kısa bir şekilde tanımlıyor ve ortakların referans ve referans için yüksek seviye devre tahtalarının anahtar üretim sürecilerinin kontrol noktalarını tanımlıyor.
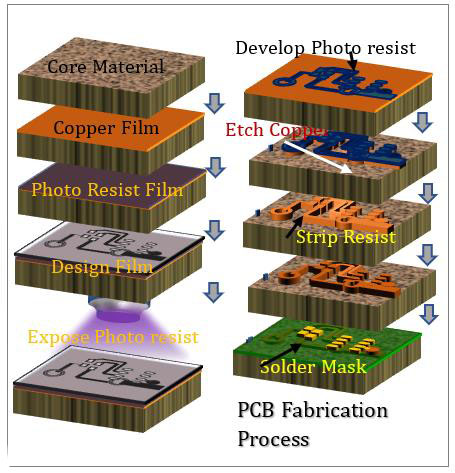
1. Ana üretim zorlukları
Normal devre tahtalarının özellikleriyle karşılaştırıldı, yüksek seviyede devre tahtalarının daha kalın tahtaların, daha fazla katların, daha yoğun çizgiler ve çizgiler, daha büyük hücre boyutları ve daha ince dielektrik katlarının özellikleri vardır. İçindeki katman alanı, katlar arasındaki yerleştirme derecesi, sıkıcı kontrol ve güvenilir ihtiyaçları daha sert.
1.1 Düzeltme arasındaki zorluklar
Yüksek seviye tahtalarının büyük sayısı yüzünden müşteriler tasarımı tarafından PCB'nin her katının ayarlanması için daha fazla ciddi ihtiyaçları var. Genelde, katlar arasındaki düzeltme toleransı ±75μm tarafından kontrol edilir. Yüksek seviye tahta biriminin büyük boyutlu tasarımı ve grafik aktarım çalışmalarının çevre sıcaklığı ve ısırlığını düşünerek, farklı çekirdek katları, karışık katı pozisyon metodlarından uzaklaştırmaya ve uzaklaştırmaya sebep olan yanlışlıklar ve süper pozisyonu gibi faktörler de. Yüksek yüksek tahtalar katları arasındaki yerleştirme derecesini kontrol etmek daha zor.
1.2 İçindeki devre yapmak zorlukları
Yüksek seviye kurulu, yüksek hızlık, yüksek frekans, kalın bakır, ince dielektrik katı, benzer özel maddeleri kabul eder. İçindeki devre üretiminin ve örnek boyutlarının kontrolünün yüksek ihtiyaçlarını gösteren, iç devre üretiminin zorluğunu arttırır. Çizgi genişliği ve çizgi boşluğu küçük, açık ve kısa devre arttırılması, kısa devre arttırılması ve geçme hızı düşük; Daha iyi devre sinyal katları var ve iç kattaki AOI değerlendirmenin muhtemelesi artıyor; İçindeki çekirdek tahtası daha incidir. Bu, makine geçtiğinde masayı dönüştürmek ve kötü görüntüleme sebep etmek kolay. Yüksek seviye tahtalarının çoğu sistem tahtaları ve birim boyutu relatively büyükdür ve bitiş ürünü kırma maliyeti relatively yüksektir.
1. 3 Bastırma zorlukları
Daha çok iç çekirdek tahtalar ve hazırlıklar üzerinde yerleştirilir, ve laminasyon üretimi sırasında sıkıştırma, geçirme, resin boşlukları ve balon kalanları gibi defekler olabilir. Laminat yapısını tasarladığında, materyalin ısı dirençliğini, dirençli voltajı, yapıştırma miktarı ve ortamın kalıntısını tamamen düşünmek ve mantıklı yüksek seviye tahta bastırma program ını ayarlamak gerekir. Bir sürü katı var, genişleme ve sözleşme kontrolü miktarı ve boyutlu koefitörün kompansyonu uyumlu tutamaz; Küçük katı izolasyon katı, katı güvenilir denemesinin başarısızlığına kolayca yol açabilir. Şekil 1, sıcak stres testinden sonra plakasının gecikmesinin defekte bir diagramdır.
1. 4 Ses sürüşünde zorluklar
Yüksek TG, yüksek hızlı, yüksek frekans, kalın bakra özel tabakları kullanarak, zorluk sürüşünün, boğulma yakışıklarının ve boğulmanın zorluklarını arttırır. Bir sürü katı var, toplam bakra kalınlığı ve tabak kalınlığı, sürükleme bıçağı kırmak kolay. yoğun BGA çoğudur, Kısa delik duvarın uzağına neden olan CAF başarısızlığı sorunudur; Tablo kalıntısı sıkıştırılma sorunu neden etmek kolay.
2. Anahtar üretim süreci kontrolü
2. 1 Materiyal seçim
Yüksek performans ve çoklu fonksiyonel elektronik komponentlerin geliştirilmesi ile yüksek frekans, yüksek hızlı sinyal transmisinin geliştirilmesi geliştiriliyor, bu yüzden elektronik devre materyallerinin dielektrik konstant ve dielektrik kaybı relativ düşük olması gerekiyor, CTE ve düşük su içermesi gerekiyor. Yüksek seviye tahtalarının işleme ve güvenilir ihtiyaçlarını yerine getirmek için yüksek performanslı bakır laminat materyallerini çarptı. Genelde kullanılan tahta teminatçıları genellikle A seri, B serisi, C serisi ve D serisi içeriyor. Bu dört iç substratların en önemli özellikleri karşılaştırılır, 1. tablo. Yüksek yüksek kalın bakra devre tahtaları için yüksek resin içeriği ile hazırlıkları kullanın. İçindeki katmanın örneklerinin arasında akışan yapıştırma miktarı iç katmanın örneklerini doldurmak için yeterli. Eğer insulating dielektrik katı çok kalın olursa, tamamlanmış tahta çok kalın olabilir. Aynı zamanda, eğer iğneleyen dielektrik katı çok ince olursa, dielektrik kaçırma ve yüksek voltaj testi başarısızlığı gibi kalite sorunlarına sebep etmek kolay olur. Bu yüzden dielektrik maddelerin izolatmalarının seçimi oldukça önemlidir.
2.2 laminat laminat yapısının tasarımı
laminat yapısının tasarımında düşünülen ana faktörler materyalin sıcaklık dirençliğidir, durma voltajı, doldurucu miktarı ve dielektrik katının kalınlığındır. Aşağıdaki ana prensipler takip edilmeli.
(1) Ön hazırlığı ve temel tahta üreticisi uyumlu olmalı. PCB güveniliğini sağlamak için, müşterilerin özel ihtiyaçlarından başka tüm katlar için tek 1080 veya 106 hazırlık hazırlığını kullanmaktan kaçın. Müşterisinin medi kalıntısı gerekli olmadığında, IPC-A-600G ile uygun bir katı medyasının kalıntısını garanti edilmeli № 137mm;¥ 0.09mm.
(2) Müşterilerin yüksek TG çarşafları gerektiğinde, temel tahta ve prepreprepreg uygun yüksek TG materyalleri kullanmalı.
(3) İçindeki substrat 3OZ veya yukarıdaki için, 1080R/C65%, 1080HR/C 68%, 106R/C 73%, 106HR/C76%, yüksek resin içerisinde hazırlıklar kullanın; Ama tüm 106 yüksek uyuşturucu hazırlıkları kullanmayı engellemeye çalışın. Yapısı 106 hazırlık hazırlıklarının karıştırmasını engellemek için tasarlanmıştır. Çünkü cam fiber yarısı çok ince, cam fiber yarısı büyük aparatı bölgesinde yıkılır. Bu, boyutlu stabiliyeti ve tabağın gecikmesini etkiler.
(4) Müşterinin özel ihtiyaçları yoksa, karmaşık katı dielektrik katının kalıntısı genellikle +/-10% kontrol edilir. İmpadans tahtası için, dielektrik kalınlık toleransı IPC-4101 C/M toleransiyası tarafından kontrol edilir. Eğer imfaz faktörüne ve substratının kalıntısına etkilerse, sayfa toleransiyonu da IPC-4101 C/M toleransiyonuna uygun olmalı.
2.3 Layer alignment control
İçindeki çekirdek tahtasının tamamlanması ve üretim boyutunu kontrol etmesi, üretimdeki veri ve tarihi veri deneyimini toplamak için her yüksek katmanın boyutunu tam olarak kompense etmek için her katmanın çekirdek tahtasının genişletilmesini ve küçülmesini sağlamak için belirli bir süre süresi gerekiyor. konsistenci. Bastırmadan önce yüksek kesinlikle, yüksek güvenilir katlanma pozisyonu yöntemini seçin, dört katlanma pozisyonu (Pin LAM), sıcak eritme ve nehir kombinasyonu gibi. Basının doğru bastırma sürecini ve rutin gözaltılığını ayarlamak bastırma kalitesini sağlamak, bastırma akışını kontrol etmek ve sıkıştırma etkisini düzenlemek ve katı yanlışlıklarının problemini azaltmak için anahtar. Yüksek-katımdan düzeltme kontrolü iç katımdan ödüllendirme değeri, bastırma yöntemi, bastırma süreci parametreleri ve materyal özellikleri gibi faktörleri büyük bir şekilde düşünmeli.
2.4 İçindeki devre teknolojisi
Geleneksel görüntüleme makinesinin çözümleme yeteneğinin yaklaşık 50μm olduğu için yüksek seviye tahtalarının üretilmesi için, grafiklerin çözümlerini geliştirmek için lazer doğrudan görüntüleme makinesi (LDI) tanıtılabilir ve çözümler yaklaşık 20μm kadar ulaşabilir. Tradisyonel çıkış makinesinin doğruluğu ± 25μm ve katlar arasındaki düzeltme doğruluğu 50 mil'den daha büyük. Yüksek precizit bir yerleştirme makinesini kullanarak grafik yerleştirme doğruluğu yaklaşık 15 mil boyunca arttırabilir ve uzay yerleştirme doğruluğu 30mil boyunca kontrol edilebilir, bu da geleneksel ekipmanların yerleştirme ayrılığını azaltır ve yüksek seviye kurulun karışık yerleştirme doğruluğunu geliştirir.
Devre etkinleştirme yeteneğini geliştirmek için devre genişliğine ve mühendislik tasarımında patlama (ya da solder yüzüğüne) doğru ödüllendirmek gerekiyor. Ayrıca özel örneklerin ödüllendirme miktarı için de detaylı bir tasarım yapmak gerekiyor, yani dönüş devre ve bağımsız devre gibi. düşünün. İçindeki çizgi genişliğinin tasarımın, çizgi uzağının, izolasyon yüzük boyutu, bağımsız çizgi ve delik uzağının mantıklı olup olmadığını onaylayın, yoksa mühendislik tasarımı değiştirin. İmparatorluk ve etkileyici reaksiyon tasarımın ihtiyaçları var. Bağımsız çizgi ve impedance çizginin tasarımın ödüllendiğinin yeterli olup olmadığına dikkat edin, etkinlik sırasında parametreleri kontrol edin, ve ilk parçası kvalifik edildiğinden sonra kütle üretim yapılabilir. Etkileme tarafındaki korozyon azaltmak için her grupun etkileme çözümünün oluşturmasını optimal menzil içinde kontrol etmek gerekir. Tradisyonel etkileme çizgi ekipmanların yetersiz etkileme yeteneği yok ve ekipmanın teknik değişikliğini sürdürmek veya yüksek değerli etkileme çizgi ekipmanlarını geliştirmek ve etkileme yakışmalarını ve kirli etkilemeyi azaltmak için yüksek kıymetli etkileme ekipmanlarını sunmak mümkün olabilir.
2. 5 bastırma süreci
Özellikle basmadan önce katlar arasındaki mevcut pozisyon metodları: dört slot pozisyonu (Pin LAM), sıcak eritme, rivet, sıcak eritme ve nehir kombinasyonu ve farklı ürün yapıları farklı pozisyon metodlarını kabul ediyor. Yüksek seviye tahtası için dört slot pozisyon metodu (Pin LAM) ya da fusyon + nehir metodu kullanılır. Yerleştirme deliğini OPE yumruklama makinesi tarafından dökülüyor ve yumruklama doğruluğu 25 metrede kontrol ediliyor. Birleştirildiğinde, X-RAY'yi kontrol etmek için ilk tahtada X-RAY'yi kullanmak için makineyi ayarlayın ve katı dönüşünü gruplarda üretilebilir. Toplu üretim sırasında, her tabak sonraki gecikme engellemesi için birime katıldığını kontrol etmek gerekiyor. Bastırma ekipmanları yüksek performans destek ekipmanlarını kabul ediyor. Basın yüksek seviye kurulun doğruluğu ve güveniliğini görüyor.
Yüksek yüksek tahta ve kullanılan materyallerin laminatlı yapısına göre, uygun bastırma prosedürünü çalışın, en iyi ısıtma hızını ve eğri ayarlayın, ve bastırılmış çarşaf materyalinin ısıtma hızını düşürün ve konneksel çokatı devre tahtası bastırma prosedürünün yüksek sıcaklığını genişletin. Kıpırdam zamanı, bastırma sürecinde parçalanma ve karışık katlanma sorunlarından kaçınırken resin akışını ve tamamen iyileştirmesine izin verir. Farklı materyal TG değerleri olan platmalar çiftlik tabakları ile aynı olamaz; olağanüstü parametreler ile plakalar özel parametreler ile karıştırılabilir; Verilen genişleme ve küçük koefitörlerinin mantıklı olmasını sağlamak için, farklı plakalar ve hazırlıkların özellikleri farklıdır, ve uyumlu plakalar kullanılmalıdır. Preprepreg parametreleri birlikte basılır ve süreç parametrelerini doğrulamak için kullanılmayan özel materyaller.
2. 6 Sürme süreci
Her katmanın süper pozisyonu yüzünden, tabak ve bakra katmanı çok kalın, bu yüzden ciddi kıyafet kıyafetlerini kolayca kıracak. Döşeklerin sayısı, düşen hızlık ve dönüştürme hızlığı uygun düşürülüyor. Doğru koefitörler sağlamak için kurulun genişlemesini ve sözleşmesini tam olarak ölçün; Kalıkların sayısı № 137;¥ 14, delik diametri № 137;¤ 0.2mm, ya da delik-line mesafesi № 137;¤0.175mm ve delik pozisyonu doğruluğu № 137mm;¤0.025mm. delik diametri Ï 1344;4.0mm'den daha büyükdür. Döşem diametri, 12:1'nin kalın-diameter oranı ile, adım sürüşüm ve pozitif ve negatif sürüşüm yöntemlerini kabul edir. Yüksek yüksek tahtalar mümkün olduğunca yeni bir sürücük veya bir sürücük sürücükle sürülmeli ve delik kalınlığı 25'lik içinde kontrol edilmeli. Toplu doğrulamadan sonra, yüksek yoğunluktan arka tabakların kullanılması için yüksek yüksek kalın bakar tabaklarının fışkırma sorunu geliştirmek için, toplu tabakların sayısı bir, üç kez içinde sürükleme sırası kontrol edilir, bu yüzden sürükleme yakıcılarını etkili olarak geliştirebilir.
Yüksek seviye tahtaları için yüksek frekans, yüksek hızlı ve büyük veri transmisi için arka sürükleme teknolojisi sinyal integritesini geliştirmek için etkili bir yoldur. Arka sürücüğün en önemli olarak kalan çöpün uzunluğunu kontrol ediyor, iki deliğin deliğin durumunu ve delikteki bakra kabını. Tüm sürücü makinelerin arka sürücü fonksiyonu yok, sürücü makinelerin teknik olarak geliştirilmesi gerekiyor (arka sürücü fonksiyonu ile), ya da arka sürücü fonksiyonu olan sürücü makinelerin satın alması gerekiyor. Sanayi ile ilgili edebiyat ve büyülenen kütle üretim uygulamalarından kullanılan arka sürükleme teknolojisi genelde içerisinde: geleneksel derinlikle kontrol edilen arka sürükleme metodu, iç katı sinyal geri dönüş katı ile geri sürüklüyor, derinlikle arka sürükleme tabak kalıntısı oranına göre hesaplanır, bu da burada tekrarlanamayacak.
Üç, güvenilir testi
Yüksek katı tahtaları genelde sistem tahtaları, daha kalın, daha ağır ve ünite boyutlarında standart çok katı tahtalarından daha büyük. Doğru olan ısı kapasitesi de daha büyük. Kutlama sırasında daha fazla ısı gerekiyor ve yüksek sıcaklık sıcaklığı daha uzun. 217°C'de 50 saniye 90 saniye sürer. Aynı zamanda, yüksek katmanın so ğuk hızı relativ yavaştır, yani refloz çözüm test in in zamanı genişletildi ve IPC-6012C, IPC-TM-650 standartları ve endüstri ihtiyaçlarına göre, Yüksek katmanın yüksek katmanın güvenilir testisi, 2. tablosunda tanımlanmış gibi.
Dördüncü, sonuç...
Sanayide yüksek seviye devre kurulu işleme teknolojisinde yaklaşık az araştırma yazıları var. Bu makale, materyal seçim, laminat yapı tasarımı, karışık katı çizgi üretimi, baskı süreci, sürücü süreci, etc., gibi anahtar üretim süreci kontrol noktalarını tanıştırır. Bu makale, eşlik referans ve anlama sağlamak için, ve daha fazla ortakların yüksek seviye devre tahtalarının teknik araştırmaları ve iletişimleri katılmasını umuyorlar.