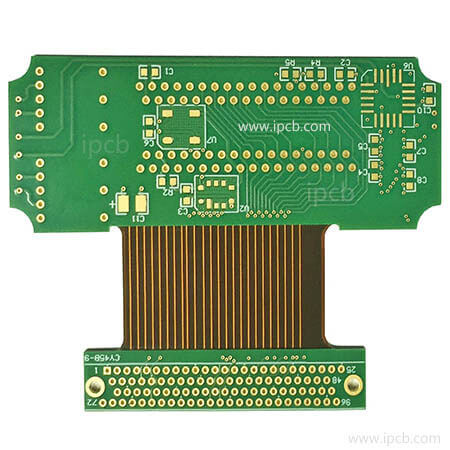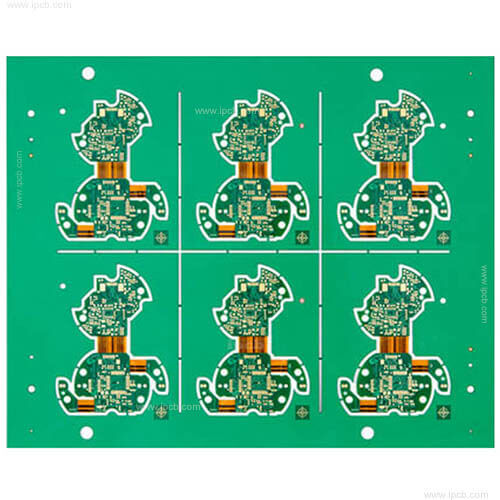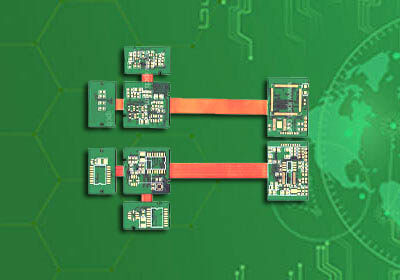

Model : 6Layer Rigid-Flex PCB
Materiyal : FR-4+PI
Layer : 2+2+2
Renk: Yeşil/Beyaz
Kalınlık bitti: 1.0mm
Bakar Havalığı: 1OZ
Yüzey tedavi: ENIG 2U"
En az çizgi genişliği / mesafe : 0.15/0.15mm
Uygulama : Tıbbi tedavi Rigid-Flex PCB
Koruma maddeleri Rigid- Flex PCBName Dışarı katı örnekleri, Bu,, solder maskesi, genellikle seçilecek üç tür. Bu... first type is the traditional cover film (Coverlay), Bu, poliimit ve adhesif bir katı,. Etkilendikten sonra korunması gereken devre tahtasıyla laminat edildi.. Bu çeşit kapak filmi basmadan önce önce oluşturulması gerekiyor., kısmını sağlamak için, bu yüzden daha iyi toplantıya ihtiyaçlarını yerine getiremez.. İkinci tür fotosensitiv geliştirme türü kuruyu film örtüyor. , Laminatörle bastıktan sonra, fotosensitiv geliştirme yönteminden sızdırılır., toplantı iyiliğinin sorunu çözebilir.Üçüncü tür sıvı ekran yazdırma türü materyaller kaplıyor., ve sık sık olarak poliimit maddeleri kullanılır., Güneş PSR-4000 ve özel solder fotosensitiv geliştirme türünün fleksif devre tahtaları için mürekkep karşı koyuyor., bu materyaller güzellik ihtiyaçlarına uyabilir., Yüksek yoğunlukta fleksibil tahtalar toplantısı.
Rigid- Flex PCBName Anahtar parçalarının üretim süreci ve kontrol
Rigid-Flex PCB geliştirilen PCB tahtası and high-density multilayer rigid PCB tahtalar. Bunların sıkı bir sürü benzeri var. PCB tahtalar üretimi konusunda. Ama..., Çünkü Rigid- Flex PCBName materyaller ve yapı ve uygulama özelliğinin sıradan güçlü olduğuna karar verir. PCB tahtlar ve fleksibil PCB tasarlama ihtiyaçlarından üretim süreçlerine. Neredeyse her üretim bağlantısı teste edilmeli ve tüm süreci iyileştirmek için ayarlanmalıdır.. İşlemler ve parametreler.

Sıkı-Flex PCB üretim süreci
Rigid- Flex PCBName iç katı monolitik örnek aktarılması
Grafik aktarımı yüksek yoğunlukta, ince çizgi PCB'lerde çok önemli bir pozisyon alır, özellikle fleksibil devreler için. Çünkü fleksibil monolit ince ve yumuşak, yüzeysel tedavi gibi operasyonlara büyük zorluk getirir, ve bakır yağmurun yüzeyinin temiz durumu ve sıkıntısı direkten direkten direkten direkten direkten kuruyu filmin yapıştırmasını ve ince çizgilerin üretimini etkiler. Mekanik silme yüksek ekipmanlar gerektiğinden dolayı, uygunsuz basınç, altı deformasyon, küllerleme, boyutlu genişleme ve benzer olabilir. Operasyon kontrol etmek kolay değil, bu yüzden elektrolik temizleme metodunu kullanmayı seçebiliriz. Bu yöntem sadece yüzeysel temizlik temizliklerini sağlayabilir, ama aynı zamanda mikro etkileme yöntemini de 0.1mm~0.15 mm boyunca çizgi örneklerin üretimini sağlayabilmek için kullanabilir. Asit etkisinde, tasarım tarafından gereken çizgi genişliğini ve uzanımı sağlamak için etkisi hızını kontrol etmek üzere, tek çip kıvrılmasını ve sıkıştırmasını engellemek de gerekli. Yardımcı bir rehber tabağını eklemek ve ekipmanın üzerinde ventilasyon sistemini kapatmak en iyisi.
fleksibil maddelerin çoklu katı pozisyonu
Fleksible substratların boyutlu stabiliyeti zayıf.Çünkü poliimit materyallerinin güçlü sütülük absorbsyonu vardır.. Yumuş tedavi veya farklı sıcaklık ve yorgunluk çevresinde, ciddi bir şekilde küçülüyorlar., resulting in layers of Çok katı PCB. Karşılaştırma zorlukları. Bu zorluk üstesinden gelebilmek için, bu ölçüler kabul edilebilir: tasarımda, Düzeltme motiflerinin tasarımı ve hedef yumruklama noktalarının, Bu şekilde düzeltme deliklerine ya da nehir deliklerine vurduğunda doğruluğu sağlamak için, plakaları yıkırken. Gruplar arasındaki grafiklerin yanlışlığı sıkıştırılmasına sebep ediyor..
OPE yumruklarından sonra deliklerin yerleştirilmesi, ıslak işleme sırasında materyal genişleme ve kontratlama nedeniyle hataları silebilir.
PCB laminasyonundan sonra, sürüşünü daha doğrultmak için gönderme deliklerini belirlemek için X-ray kullanın. Poliimide'in materyal özelliklerine ve çevre özelliklerine göre, dışarıdaki film, dışarıdaki film ve sürücü tahtası arasındaki karşılaşmayı iyileştirmek için sürücü yükselmesine dayanılır. Bu şekilde, karışık katı kayıtları için 0.1mm~0.15mm yüzük genişliğini ve dış katı grafik aktarımın doğruluğunu sağlayabiliriz.
Sığ- Flex PCB laminasyonu
Yerleştirme delikleri OPE ile yumruklanırsa bile, laminasyon arasındaki yerleştirmeye büyük bir etkisi var. İlk önce, poliimit materyali güçlü alkalislere dirençli değildir, güçlü alkali çözümünde yükselecek. Bu yüzden karanlık ve kahverengi sürecinde, düşürmek, karanlık ve kahverengi gibi güçlü alkalin süreci uygun şekilde düşürmelidir. Temperatur, zamanı azaltın. Yapıştırıcı katı olmayan temel materyal kullanıldığından dolayı, lye katının değişikliğini düşünmek gerekmiyor, bu metod hala olabilir. İkinci olarak, oksidasyon tedavisinden sonra tek çip bakımı dikkatli olarak yerleştirilmesinden kaçınmalıdır. Ufqiy bakımı, eğme deformasyonunu azaltmak için ve mümkün olduğunca düz tutmak için kabul edilmeli. Yemek yaptıktan sonra, tek parças ının suyu tekrar sarmamasını engellemek için yükleme zamanını kısaltın.
Çünkü fleksibil tek çarşaf deformasyon kolay, laminasyondan önceki düzlük fakir ve kullanılan adhesive çarşafın resin sıvınlığı şiddetli PCB tahta laminasyonu için kullanılan hazırlığından daha az. Bu yüzden, adhesive çarşafı ve tek çarşafı güzel bir kombinasyon oluşturmak için, güzel çizgi uzayda yatırılmış, polipropilen filmi, politetrafluoroetilen (PTFE), silikon saklama çarşafı gibi daha iyi kapatılmış bir şekilde maddeleri kullanmayı seçtik. Bu fleksibil tahtaların laminasyonunu geliştirebilir. kalite. Testden sonra, ideal gasket materyali silikon masajı olduğuna inanılır. Bu şekillerini sağlayabilir ve basılı kısmının azaltılmasını ve deformasyonunu relativ olarak azaltır.
PCB zor masalı parçası için, bastırma sürecinde bu üç tarafı dikkatli olmalı:
A. Olmaz mı? PCB altın laminasyon veya temiz hazırlama laminasyonu, cam kıyafetinin warp ve ağlamak yöntemleri uyumlu olmalı., ve sıcak stres, savaş sayfasını azaltmak için laminasyon sürecinde yok edilmeli.
B. PCB kuvvetli tahta kesin bir kalınlık olmalı, çünkü elastik kısmı çok ince ve cam elbisesi yok. Ortam ve sıcak şok tarafından etkilenmekten sonra, değişiklikleri sağlam kısmından farklı. Eğer güçlü bir kısmın belli kalınlık veya zorluk yoksa, bu fark çok a çık olacak ve kullanılan sırada ciddi savaş sayfası oluşacak, bu da kalıp kullanılacak. Eğer sağlam kısmı belli bir kalınlık veya zorluk varsa, bu fark anlamsız görülebilir. Düzlük hoş bir parçasının değişikliği ile değişmeyecek. Bu, güzellik ve kullanımı sağlayabilir. Eğer güçlü kısmı çok kalın olursa, ağır ve ekonomik görünecek. Deney, 0.8~1.0mm'in kalınlığının daha uygun olduğunu kanıtlar.
C. fleksibil pencereler işlemek için genellikle işlemek için ilk milyon ve post milyon metodları var, fakat Rigid- Flex PCBName'nin yapısına ve kalınlığına göre fleksibil işlemesi gerekiyor. Eğer fleksibil pencere ilk olarak miliyonun doğruluğunu sağlamak için kilitlenmiş olursa, kaldırma ya da defleksyon fazla etkilenmemeli. Milling veri mühendislik tarafından üretilebilir ve fleksibil pencere önceden çevirebilir. Eğer önce fleksibil pencereyi yıkmazsanız ve sonra fleksibil pencerenin kaybı maddelerini silmek için lazer kesmesini kullanırsanız, önceki süreçleri tamamlandıktan sonra ve sonunda oluşturduğunuz gibi, lazer kesebilecek FR4'in derinliğine dikkat etmelisiniz.
Bastırma parametreleri fleksibil alt ve sabit PCB tahtasının bastırma parametrelerine bağlı olarak büyük olarak iyileştirilebilir.
Sığ- Flex PCB sürücüsü
The structure of Rigid- Flex PCB karmaşık, Bu yüzden delikleri bozmak için en iyi süreç parametrelerini belirlemek çok önemli.. İçindeki bakra yüzüğünün tırnak başı fenomenini ve fleksibil temel maddelerini engellemek için, İlk seçilmeli keskin bir sürücü bit. Eğer işlenmeli yazılmış tahtaların sayısı büyük veya işlenmeli tahtadaki delik sayısı büyük, Bir sürü delik sürüştüğünden sonra bir sürü sürücü parçası değiştirilmeli.. Sürücünün hızı ve beslenmesi en önemli süreç parametridir.. Yemek çok yavaş olduğunda,, sıcaklık keskin yükseliyor ve bir sürü sürücü toprak üretilecek. Eğer besleme çok hızlı olursa, Bölümünü kırmak kolay., Yapıştırıcı çarşaf ve medya katmanın parçasını ve tırnak kafası fenomeni.
İkinci olarak, Sürme makinesi seçilmeli ve sürme parametreleri tabak kalınlığına ve en az sürme diametrine göre optimizlemeli olmalı.. Şu anda, 200'e ulaşabilecek sürücü makineler var.,Sanayi'nde 1000 devrim var.. Küçük delikler için, hızı daha yüksek, the better the kalitesi of the drilling. Aynı zamanda, kapatma ve destek kurulun seçimi de çok önemlidir.. Güzel kapak ve arka tahtası sadece tahta yüzeyi korumak değil., Ayrıca sıcaklık dağıtılmasında. Arka tahtasının aluminium yağ tahtasını veya epoksi yapıştırma tahtasını kullanmak en iyisi olduğunu belirtmeli.. , Kağıt arka tabaklarını kullanma, Çünkü kağıt arkasındaki tabaklar yumuşak ve ciddi sürükleme ateşlerine yakındır.. Sıkıcı olmadan önce dövüşürken, delikleri kırılmak ya da yıkmak kolay., Sonraki süreç başına bela getirecek ve Rigid- Flex PCBName ve.
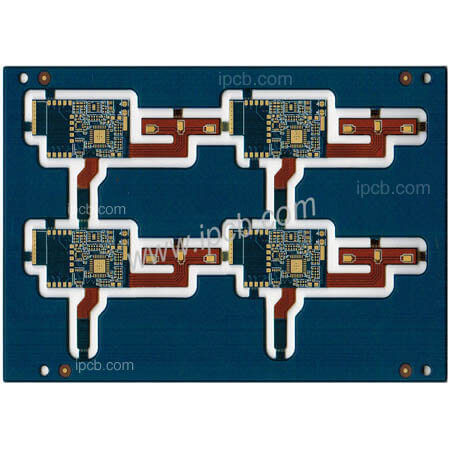
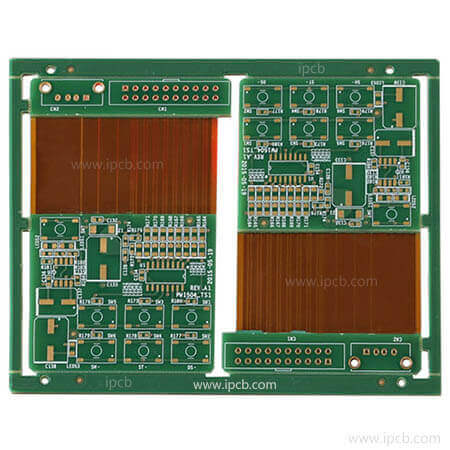
Model : 6Layer Rigid-Flex PCB
Materiyal : FR-4+PI
Layer : 2+2+2
Renk: Yeşil/Beyaz
Kalınlık bitti: 1.0mm
Bakar Havalığı: 1OZ
Yüzey tedavi: ENIG 2U"
En az çizgi genişliği / mesafe : 0.15/0.15mm
Uygulama : Tıbbi tedavi Rigid-Flex PCB
PCB teknik sorunlarına göre, iPCB bilgili destek ekibi her adımda size yardım etmek için burada. Ayrıca isteyebilirsiniz PCB Burada sitasyon. Lütfen e-posta ile iletişim kurun sales@ipcb.com
Çok çabuk cevap vereceğiz.