С развитием электронных технологий микроволновые высокочастотные интегральные платы высокой плотности широко используются в структурном проектировании. Новые приложения появляются в бесконечном потоке и распространились на такие области, как строительство национальной обороны, научные исследования, промышленное и сельскохозяйственное производство и повседневная жизнь. Требования предъявляются к высокочастотным микроволновым характеристикам печатных плат, и требования к материалам неизбежно растут. Для высокочастотных микроволновых печатных пластин используемые базовые пластины полностью отличаются от FR - 4 с точки зрения стекловолокна и наполнителей. В настоящее время этот высокочастотный микроволновый материал, используемый для производства межсоединений высокой плотности, все еще находится на стадии исследования. Из - за разных материалов в процессе производства возникли необычные проблемы, такие как взрыв листов. В этой статье в качестве примера приводится плоская многоступенчатая керамическая панель HDI, в которой представлены ключевые технологии в процессе производства.
1. Определение СВЧ - ВЧ
Высокочастотные микроволны, как следует из названия, являются высокочастотными короткими длинами волн. В какой степени они будут количественно описаны ниже. Как правило, электромагнитные волны с длиной волны 1 м - 0,1 мм и соответствующим диапазоном частот 300 - 3000 ГГц называются микроволнами. С точки зрения электромагнитного спектра, низкочастотный конец микроволн близок к ультракоротким волнам, а высокочастотный конец близок к инфракрасному, поэтому это очень широкий диапазон с шириной 3000 ГГц, тогда сумма ширины всех обычных радиоволн в тысячи раз.

2. Технологическое проектирование
2.1 Предоптимизированное технологическое проектирование
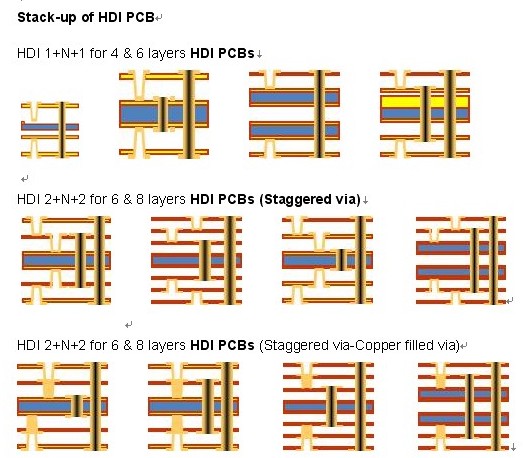
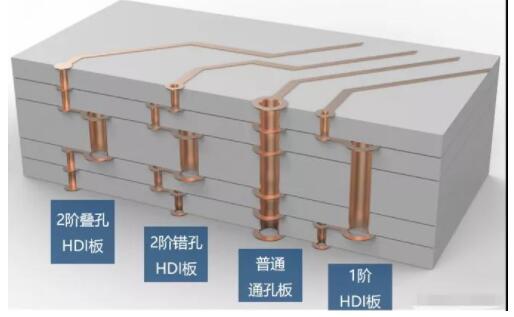
Первоначально пластина была изготовлена из двух стержневых пластин, полуотвержденной пластины и медной фольги. Слепое отверстие спроектировано с использованием перекрывающихся отверстий. Слепые отверстия должны быть заполнены, а толщина меди во внутреннем слое составляет не менее 34,3 э. (1 унция).
(1) Первое прессование (изготовление пробки из смолы L3 ~ L6 слоя).
Раскрытие - внутренний рисунок - внутреннее травление - внутренний слой AOI - коричневый - прессование (L3 / L6 ламинат) - внутренний рисунок 1 - внутренний слой AOI1 - коричневый 2
(2) Второе прессование (слои L2 ~ L7, слои L2 и L7 со слепыми отверстиями).
Давление 1 (L2 / L7 ламинирование) - Бурение 3 - Лазерная скважина - анализ среза - Бурение - осаждение внутренней меди - Гальваническое покрытие - анализ среза - Внутренняя графика - Внутреннее травление - Внутренний слой AOI - Бурый 4
(3) Третье прессование (изготовление слоя L1 - L8, слепые отверстия для изготовления слоев L1 и L8).
Компрессор 2 (L1 / 8 ламинирование) - Бурое - лазерное бурение - анализ среза - Бурое - внешнее осаждение меди - покрытие всей пластины - анализ среза - восстановление меди - внешнее бурение - внешнее осаждение меди - покрытие всей пластины - наружная графика - графическое покрытие - наружное AOI - нормальное производство
2.2 Оптимизация технологического проектирования
Этот процесс можно упростить, нажав на основную пластину с помощью табло. Поэтому необходимо перепроектировать первоначальный процесс. Новый технологический проект выглядит следующим образом:
(1) Первое прессование (изготовление пробки из смолы L3 ~ L6 слоя).
Резка - внутренний рисунок (медный PAD, соответствующий слоям L2 и L7, требует резки меди, диаметр разрезания меди меньше диаметра лазерной скважины на 0075 мм, но меньше PAD) - внутреннее травление - внутреннее AOI - Браунинг - прессование (слоистость L3 / 6) - внутренний рисунок 1 - внутренний AOI1 - Браунинг 2
(2) Второе прессование (изготовление слоев L1 ~ L8).
прессование (L1 ~ 8 слоев) - отверстие для лазерного позиционирования скважины - узор окна слепого отверстия (диаметр окна такой же, как у лазерной скважины) - травление окна слепого отверстия - лазерное сверление - анализ среза - осаждение внешней меди - заполнение и гальваническое покрытие всей пластины (толщина меди в отверстии составляет ¥ 20 Мм) - Анализ срезов 2 - Рисунок гальванического покрытия наружных отверстий - Покрытие точечным покрытием (заполнение слепым отверстием) - Анализ срезов - удаление пленки - абразивная лента - бурение наружных отверстий - осаждение внешней меди - полное покрытие - наружная графика - графическое гальваническое покрытие - наружное AOI - нормальное производство
В настоящее время высокочастотные микроволновые материалы недостаточно развиты для многократного прессования межсоединений высокой плотности. Ниже кратко излагаются справочные материалы по производству керамических материалов микроволновых высокочастотных пластин производимых нашей компанией.
(1) Условия прессования высокочастотного микроволнового материала выше, чем у обычного FR - 4, и могут регулировать процесс прессования, метод монтажа пластин и т. Д. Для решения проблемы прессованной полости, вызванной свойствами материала;
(2) высокочастотные керамические пластины полуотвержденные пластины состоят из керамики и коллоидов, полуотвержденные пластины имеют очень низкое содержание клея, почти нулевое, плохое сцепление медной фольги, слабое сцепление медной фольги, улучшая эту проблему путем регулировки структуры давления;
(3) Высокочастотная микроволновая пластина представляет собой керамический материал с хрупкими физическими свойствами и низкой эффективностью укуса при традиционном химическом методе удаления (KMnO4 + H2SO4), который увеличивает количество каучука путем увеличения плазменного удаления каучука, а также увеличивает апертуру и скорость удаления каучука путем корректировки параметров бурения;
(4) Микроволновая высокочастотная пластина используется для затвердевания и медной фольги в сочетании с появлением пузырьков, изменена на изготовление кода давления, слепое отверстие в свайное отверстие, лазер, имеет эффект оптимизации процесса, снижает затраты на производство ладони, гальванического покрытия и внешней обработки в процессе, В то же время увеличение затрат на рабочую силу и материалы в существующих условиях может внести значительный вклад в повышение эффективности компании.