я. Introduction
The impact of voids...проблемы с теплоотдачей, различные проблемы с отказом клиента жалобы; Ты хочешь решить эту пустоту?
SMT обработка QFN and LGA void defects and solutions
Causes of voids in QFN components
> быстрый рост, нижняя теплоотдача слишком большая, пустота > 25%
QFN полый раствор
>Steel mesh design>Furnace temperature adjustment>Solder paste adjustment
> еще одно простое и удобное решение: как использовать ухо для сварки в блоке QFN LGA?
2. QFN лунка причина
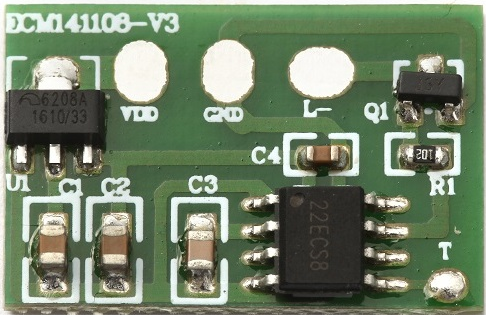
структурная схема QFN
> без проводов
>The grounding PCB pad is under the component body, usually the size is 4mm*4mm
> заземляющий прокладка непосредственно соприкасается с паяльной пастой
>Solder Paste and Steel Mesh
> объем флюса в флюсе составляет 50%. Чем больше количество олова, тем больше количество флюса. для открытия шаблона нужно больше вентиляционных каналов, но слишком много каналов означает меньше олова

слишком большое количество отверстий может привести к краткосрочным сбоям или долгосрочным рискам надежности продукции
> опасность отдельных больших пустот в процессе сборки PCBA
> LED, автомобильная электроника, мобильные телефоны и многие промышленные продукты очень чувствительны к пустоте, необходимо уменьшить разрыв
2.1 Влияние конструкции стальной сетки на коэффициент пористости
Through X-ray inspection, исследование показало, что в большинстве случаев форма полости QFN является одной или более больших полостей
В ходе эксперимента размер подложки для заземления QFN составлял 4,1 мм * 4,1 мм. при проектировании стальных сетей мы используем следующие методы
SMT Обработка пробелов и решений QFN и LGA
2.2 The influence of furnace temperature design on voids
SMT Обработка пробелов и решений QFN и LGA
3.3 solder paste adjustment
флюс трудно испаряться в точке плавления, чтобы уменьшить выпуск газа
- подходящий высококипящий растворитель
- летучесть растворителя
Increase the activity of flux
лучше свариваемость, помогает экструзии газа флюса
три, another solution-soldering piece
Что это за паяльное ухо?
> те же свойства, что и для оловянной пасты, сплавы, такие, как SnPb и SAC305.
> массив, различная форма, квадрат, круг, нерегулярная форма
> объём можно точно рассчитать
>1%~3% flux or no flux
Зачем также нужен флюс для сварки?
>Flux plating on the surface of the soldering pad can help the QFN pad and PCB PAD to remove oxidation and help soldering
1% - 3% сварочного флюса не образует большого выхлопа и приводит к переполнению пустоты.
как использовать ухо для сварки в модуле QFN?
толщина проушина?
> в эксперименте размер заземленной подушки 4,1 мм * 4,1 мм, размер сварной подушки 3,67 мм * 3,67 мм * 0,05 мм, покрытие поверхности 1% флюса
> в общем, размер паяльного диска составляет 80 - 90% от размера паяльного диска.
толщина сварной плиты / стальной сетки - 50 ~ 70%
In the experiment, стальная сетка толщиной 4 мм, толщина паяльного диска 2. On the QFN pad opening, защищённая дуговая заземленной подушкой без пасты, открыть 0.4mm round hole at each of the four corners to fix the solder lug
как установить?
>Material tape loading, machine automatic placement
> можно также выбрать вручную патчи типа коробки, лотка или партии
регулировка температуры печи?
>No need, go through the furnace with other components
> тот же сплав, та же температура
> расход составляет всего 1% ~ 3, не требуется выпуска воздуха
сварочный эффект
> по сравнению с сивным флюсом, 1% флюса не только снижает процент флюса, но и обеспечивает его главным образом твердым веществом, что снижает его содержание.
> 1% флюс может удалять окисление поверхности паяльной тарелки, способствовать созданию хорошей сварки.
>The void ratio is 3~6%, самая большая пустота около 0.7%
что является неэффективной LGA?
lGA pads-58 round pads with a diameter of 2mm and 76 round pads with a diameter of 1.6 мм, with via holes on the PCB pads. коэффициент пористости в пределах 25 - 45%.
Вариант 1 - использование приварного уха, зазор сократился до 6 - 14%
Solution 2---Indium10.1HF
совместимость этикеток припоя с пастой
в опытах не использовались чистые оловянные пасты и флюс.
Если паста промывается водой, то поверхность сварных деталей не может быть использована флюсом, но необходимо подтвердить
мазь нужно распечатать только четыре угла заземления QFN, чтобы количество олова было минимальным. Она просто выполняет роль фиксатора.
размер ушной сварки обычно составляет 80% от заземленной прокладки
толщина флюса обычно составляет от 50% до 70% толщины отпечатанной пасты
масса без чистого флюса обычно составляет 1,5%
необходимо учитывать совместимость без чистого флюса
при установке следует также обратить внимание на то, что давление не должно быть слишком высоким, чтобы не создавать деформации смятия сварных деталей, не нужно регулировать температурную кривую печи.
Резюме
The influence of different solder pastes on the voids of QFN is very large. отверстия стальной сетки и регулировка сварных печей помогают уменьшить зазоры. в процессе работы используется сварочный язык:
> различные формы сварных пластин, на поверхности флюс, остаточный флюс после плавки очень низкий;
>It can be packaged by tape, дисковое оборудование can be quickly and accurately placed;
>During reflow, no need to modify the furnace temperature;
> очень низкая пористость, будь то большая прокладка или маленькая прокладка;
>In addition, когда SMT не может обеспечить достаточное количество припоя с помощью отдельной печати, монтажный припой может обеспечить точный и многократный припой, чтобы увеличить количество припоя.