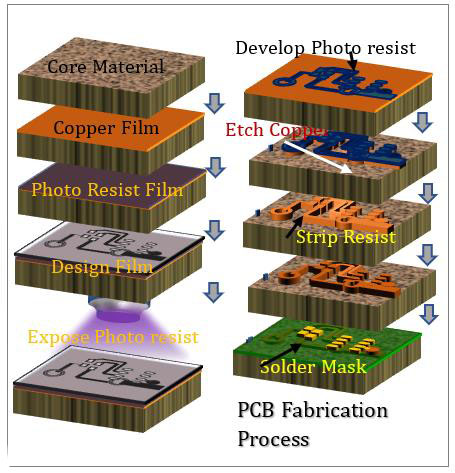
PCB, yüzeysel dağ teknolojisi (SMT) ve delik girme teknolojisi (THT) için yazılmış tahta tasarımı belirtileri oldukça farklıdır. Yüzey dağının basılı tahtasının şeklini, toprak örneklerini ve yönlendirme yöntemini belirleyerek, PCB devre tahtası toplantısı, yükleme yöntemi, yerleştirme doğruluğu ve çözüm sürecinin türüne tamamen düşünmeli. Sadece bu şekilde karıştırma kalitesi garanti edilebilir ve fonksiyonel modüllerin güveniliğini geliştirebilir.
1. Yüzey dağ basılı tahta biçimi ve pozisyon tasarımı
Bastırılmış tahtın şekli CNC milling ile işlenmeli. Yerleştirme makinesinin doğruluğuna göre hesaplanırsa, bastırılmış tahta çevresindeki dikey paralel doğruluğu, yani formu ve pozisyon toleransiyonu ±0,02mm'e ulaşmalı. 50mm* 50mm daha az bir dış boyutlu yazılmış tahtalar için panellik şeklini kabul etmek tavsiye edilebilir. Panelin özel büyüklüğü yerleştirme makinesi ve ekran bastırma makinesinin özelliklerine ve özel ihtiyaçlarına göre belirlenmeli. Bastırılmış tahta kayıp yazdırma sürecinde yerleştirilmeli ve yerleştirme deliğini sağlamalı. UK yapılmış DEK ekran yazdırma makinesini örnek olarak götür. Makine bir çift D3mm pozisyon pinleriyle hazırlanmış. Doğrusu, en azından iki D3mm pozisyon deliğini PCB'nin tersi tarafından veya çizgi çizgilerinden ayarlanmalıdır, makinenin görüntü sistemine (Görüntü) ve pozisyon deliğinin basılı tahtasının pozisyon doğruluğunu sağlar. Bastırılmış tahtın çevresi genelde (5±0.1) mm genişliği olan bir süreç çarpma kenarıyla tasarlanmalı ve süreç çarpma kenarında arazi modelleri ve aygıtlar olmamalı. Eğer tahta ölçüsü sınırlı ve yukarıdaki ihtiyaçları yerine getirilmez veya panel toplama yöntemi kabul edilirse, çevre etrafında bir çerçeve eklemenin üretim yöntemi kabul edilebilir, süreç çarpma kenarını bırakıp, çarpma tamamlandıktan sonra çerçevesi el kırıp kaldırabilir.

2. Bastırılmış tahta yöntemi
Mümkün olduğunca kısa gitmeye çalışın, özellikle küçük sinyal devreleri için. Çizgi küçük, dirençliği küçük ve araştırmaları küçük. Aynı zamanda, bağlama çizginin uzunluğu mümkün olduğunca kısa olmalı. Aynı kattaki sinyal çizgilerinin yönünü değiştirdiğinde sağ açıdan dönüp mümkün olduğunca diagonal olarak gitmelisiniz ve kurvatın yarıcısı daha büyük olmalı. Geçerlik ve merkez uzağını takip edinThe width of the printed board lines is required to be as consistent as possible, which is conducive to impedance matching. Yazılı tahta üretim sürecine göre genişliği 0,3mm, 0,2mm ya da 0,1mm olabilir ve orta mesafe de 0,3mm, 0,2mm, 0,1mm olabilir. Yine de çizgiler daha ince olurken, uzay daha küçük olur, üretim sürecinde, kalite kontrol etmek daha zor olacak, çukur hızı arttırır ve üretim maliyeti arttırır. Kullanıcının özel ihtiyaçları olmadığı sürece, 0,3mm çizgi genişliği ve 0,3mm çizgi boşluğu daha uygun bir şekilde kontrol edebilir.
Elektrik kablosu ve zemin kablosu elektrik çizgileri ve zemin çizgileri için tasarlama, araştırmaları azaltmak için daha büyük bölge, daha iyi. Yüksek frekans sinyal çizgileri için onları yeryüzü kablelerle korumak en iyidir. Çoklukatlı tahta yönlendirme yöntemi The wiring of the multilayer board should be separated according to the power layer, ground layer and signal layer to reduce interference between power, ground and signals. Çok katlı tahta sürücüsü, yazılmış tahtaların iki yakın katı sınırlarının mümkün olduğunca birbirlerine perpendikli olması, ya kırılmış ya da kırılmış olması gerektiğini ve paralel olmaması gerektiğini düşünüyor. Büyük bölge elektrik katı ve büyük bölge yeryüzü katı birbirlerine yakın olmalı ve onun fonksiyonu bir filtreleme rolü oynamak için elektrik temsili ve yeryüzü arasındaki kapasitör oluşturmak.
3 Pad tasarımı kontrolü Çünkü yüzeysel dağıtma komponentleri, farklı ülkeler ve farklı üreticilerin farklı komponent şekilleri ve paketleri vardır. Bu yüzden, patlama boyutunu seçtiğinde seçtiğiniz komponentlerin paket şeklinde uyumlu olmalı. Pins ve diğer bağlantı çözümlerinin boyutlarını bölümünün uzunluğunu ve genişliğini belirlemek için karşılaştırın.
The length of the pad plays a more important role in the reliability of the solder joint than the width of the solder joint. Solder birliğinin güveniliği genellikle uzunluğuna bağlı. Şekil 1.Şekil 1 Solucusu birliğinde gösterildiği gibi The selection of L1 and L2 size should be conducive to the formation of a good meniscus profile when the solder is melted, as well as to avoid the bridging phenomenon of the solder, and take account of the deviation of the components (the deviation is within the allowable range) Bölücülerin arttırmasını kolaylaştırmak için çözüm güveniliğini geliştirir. Genelde L1 0,5 mm alır ve L2 0,5-1,5 mm alır. RK komponentlerinin 0805, ya da SD, SOJ ve diğer IC çiplerinin 1.27mm üzerindeki pint çiplerinin genişliği genelde komponent pin genişliğine dayanılır ve değer menzili 0.1-0.25mm arasında. 0,65mm IC çipi için 0,65mm ya da daha az bir çift dahil, çitin genişliği pinin genişliğine eşit olmalı. QFP'ler için, bazen bölüm genişliği, iki bölüm arasından geçen bir ipucu olduğu gibi pinlerle yaklaşık olarak düşürülmeli. Parçalar arasındaki çizgiler için ihtiyaçları Mümkün olduğunca güzel parçalar arasındaki kabloları geçirmekten kaçırmak gerekir. Eğer kablolar arasındaki kabloları karıştırmak gerekirse, onları güvenilir olarak korumak için sol maskeler kullanılmalı. Aynı komponent için, QFP, SOIC gibi simetrik olarak kullanılan tüm padeler, tüm simetriylerini kesinlikle sağlamak için tasarlanmış olmalı, yani çöplük örneğinin şekli ve büyüklüğü, çöplük erittiğinde soldaşın komponente üzerinde çalışmasını sağlamak için tam olarak aynı. Aygıtlardaki tüm sol birliklerinin yüzeysel tensiyon koruması ideal yüksek kaliteli sol birliklerinin oluşturulmasını kolaylaştırmak ve değiştirmesini sağlamak için dengelenir.
4 Benchmark standart (Mark) tasarım şartları
Yerleştirme operasyonları sırasında yerleştirme makinesinin referans noktası olarak çalışmak için basılı devre tabağında fiducial bir işaret ayarlanmalıdır. Çeşitli yerleştirme makinelerinin çeşitli türleri referens noktasının şekli ve boyutu için farklı ihtiyaçları var. Genelde, 2-3 D1.5mm sade bakar solidleri, basılı tahtın diagonal ında referens işareti olarak ayarlanır. Birçok pin komponentleri için, özellikle 0.65mm altındaki bir pint altındaki IC'ler için bir fiducial işaret eklenmeli ve iki simetrik fiducial nokta patlama örneğinin diagonalına ayarlanmalıdır. İşaret yerleştirme makinesinin optik pozisyonu ve kalibresi için kullanılır.
5 Diğer ihtiyaçlar
Transition hole treatment Transition holes are not allowed in the pad, and the filter hole should be avoided to connect with the pad to poor solution caused by the loss of solder. Eğer geçiş deliğinin patlama ile bağlantısı olması gerekirse, geçiş deliğinin ve patlama kenarının arasındaki mesafe 1 mm'den daha büyük. Karakterler ve grafik ihtiyaçları, karakterler, grafikler, etc. gibi semboller, kötü çözümlerden kaçırmak için pad üzerinde yazdırmamalı.
6 sonuçlayan remarlar, yüzeydeki devre tahtası tasarımcısı olarak, devre tasarımı ile ilgili teoretik bilgiyle tanıdığınız için, yüzeydeki dağ üretim sürecini de anlamalısınız, sık sık kullanılan çeşitli şirketlerin komponent dışarı paketlemesi ile tanıdık. Çoğu çözüm kalitesi sorunları Zavallı tasarımla bağlantılı. Tüm üretim sürecinin kontrolünün konseptiyle, yüzey dağılıp yazılmış devre masası tasarımı yüzey dağının kalitesini sağlamak için anahtar ve önemli bir bağ.
Yukarıdaki yer dağımın yazılmış tahtalarının tasarımın ihtiyaçlarına giriştirme. Ipcb, PCB üreticisi ve PCB üretim teknolojisi de sağlıyor.