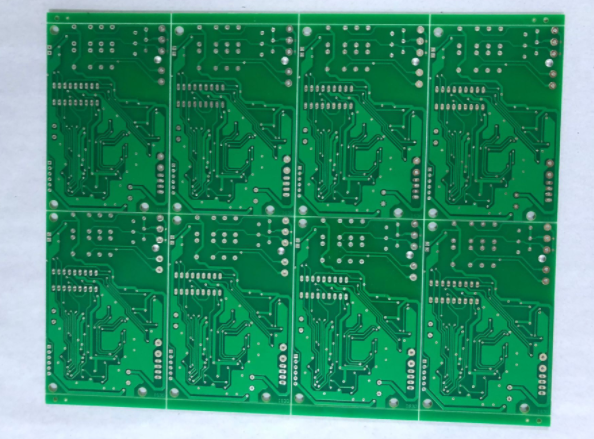
В чем трудности производство многослойных печатных плат?
В производстве печатных плат многослойные печатные платы (высокоточные многослойные печатная плата) обычно определяются как 4-20 слоев или более, называемые многослойными печатными платами,которые сложнее обрабатывать,чем традиционные многослойные печатные платы.многослойные печатные платы,и их качество надежно. По сравнению с традиционными многослойными печатными платами, производство многослойных печатных плат сложнее, но качество их надежно.Благодаря высоким требованиям к производительности, она в основном используется в коммуникационном оборудовании, промышленном контроле, системах безопасности, терминальных серверах, медицинской электронике, авиации, военной технике и других областях.Высокие требования к производительности,в основном используется в оборудовании связи,промышленном контроле,безопасности,терминальном сервере,медицинской электронике,авиации,военной и других областях.В последние годы рыночный спрос на печатные платы высокого уровня в таких приложениях,как связь,базовые станции, авиация и военные,остается высоким.С быстрым развитием рынка телекоммуникационного оборудования в Китае перспективы рынка печатных плат высокого уровня были многообещающими.
В настоящее время отечественные производители печатных плат высокого уровня, которые могут массово производить печатные платы, в основном являются предприятиями с иностранным финансированием или несколькими предприятиями с внутренним финансированием. Производство печатных плат высокого уровня требует не только высоких технологий и инвестиций в оборудование.В то же время импорт Производство многослойной печатной платы имеет строгие и обременительные процедуры сертификации клиентов. Таким образом,порог для печатных плат высокого уровня для входа на предприятие относительно высок. Реализация промышленного производственного цикла более длительна.
€Среднее количество Производство многослойных плат слоев стало важным техническим показателем для измерения технического уровня и структуры продукции компаний, производящих печатные платы. в данной статье кратко описаны основные сложные процессы обработки, разработки в производстве высокоуровневых схем, а также для справки представлены контрольные точки ключевых производственных процессов высокоуровневых печатных плат.
Это.... Трудности изготовления основной платы.
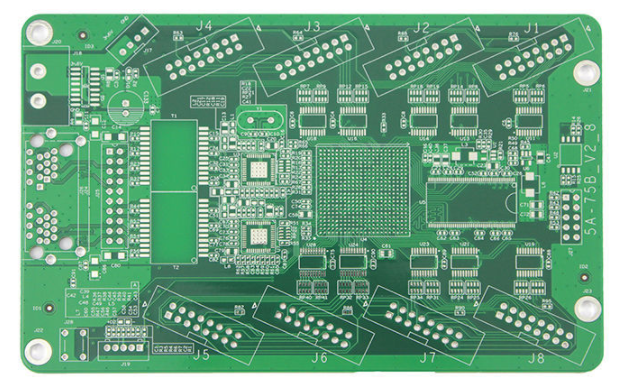
По сравнению с характеристиками традиционных плат, передовые платы имеют более толстую плату PCB, больше слоев, более плотный путь и проход, Большие размеры ячейки, более тонкие диэлектрические слои. Внутреннее пространство и межслойное выравнивание, Требования к контролю сопротивления и надежности более строгие.
1. Трудности межуровневого поиска
Благодаря высокому уровню PCB, все более жесткие требования к планировке PCB. Обычно допуски на выравнивание между слоями контролируются ±75μm. принимая во внимание размер ячейки усовершенствованной платы дизайн и графический цех передачи температуры и влажности окружающей среды , Из - за дислокации и суперпозиции, вызванных непоследовательной растяжкой различных основных слоев, методами межуровневого позиционирования и другими факторами, поиск правильного управления верхними панелями становится еще более сложным.

2. Трудности внутренних производственных линий
Платы PCB высокого уровня используют специальные материалы, такие как высокие ТГ, высокие скорости. Это предъявляет более высокие требования к управлению производством и размерами внутренней цепи, полнота передачи импедансов, Это усложняет создание внутренних цепей. малый ширина линии и шаг, Больше открытых и коротких замыканий, дополнительное короткое замыкание, Низкий показатель принятия; Больше тонких сигнальных слоев, - повышение вероятности обнаружения недостающих элементов внутри AOI; внутренняя пластина тонкая, легко морщиться, что приводит к экспозиции и травлению. Большинство многослойных плат являются системными, и относительно большая площадь. Относительно высокие затраты на бракованную продукцию.
3. Преследование и производственные трудности
Множество внутренних панелей PCB и предварительно пропитанных материалов складываются, легко приводя к таким дефектам, как скольжение, расслаивание, Дыра в смоле и пузырьки в процессе производства. при проектировании слоистой конструкции,Необходимо адекватно думатьТермостойкость материалов, прочный, количество использованного клея и толщина среды, И установите рациональную программу штамповки платы PCB высокого уровня. есть много слоев, Контроль растяжения и компенсация коэффициента размера не совпадают, междуслойная изоляция, Это может легко привести к провалу межуровневых испытаний надежности. рис. 1 - дефектная схема слоистости листа после испытания на термическое напряжение.
4. Трудности с бурением
Использование высоких TG, высоких скоростей, высокая частота, толстолистовая медь,Это усложняет бурение, заусенец и сверление. Есть много слоев, суммарная толщина меди и толщина листов,Бурение легко ломает нож; Очень много BGA, проблемы, связанные с отказом CAF из - за разрыва стенок с узкими отверстиями; толщина листов легко вызывает проблемы наклонного бурения.
5. Контроль ключевых производственных процессов
(1) Выбор материала PCB
С развитием высокопроизводительных и многофункциональных электронных компонентов, высокая частота, Это привело к быстрому развитию передачи сигналов, Поэтому диэлектрические константы и диэлектрические потери от материалов электронных схем относительно низкие, А также низкая КТ и низкая всасываемость воды. бронзовый материал с более высокой скоростью и лучше характеристиками, удовлетворяет требованиям обработки и надёжности передовой платы. Часто используемые поставщики включают в себя в основном Серию А, Серия B, Серии C и D. Сравните основные характеристики этих четырех внутренних матриц, Таблица1. Для верхних толстых медных плат, препрег с высоким содержанием смолы. Количество клея, протекающего между слоями предварительно пропитанного материала, достаточно, чтобы заполнить внутренний рисунок. Если изоляция слишком толстая, Доска может быть слишком толстой. напротив,Если изоляционный слой слишком тонкий, Это легко вызвать проблемы качества, такие как диэлектрическая стратификация и испытание высокого давления, Поэтому выбор изоляционного материала очень важен.
(2) Конструкция ламинарной конструкции
Основными факторами, учитываемыми при проектировании слоистой конструкции, являются теплостойкость материала и переносимость напряжения, количество наполнения, толщина слоя диэлектрика. Следует руководствоваться следующими основными принципами. Когда клиентам нужны высокие TG - часы, листовой сердечник и предварительно пропитанный материал должны быть использованы соответствующие материалы высокого уровня TG.
изготовитель предварительно пропитанных листов и таблеток. Для обеспечения надежности ПХБ избегайте использования отдельных 1080 или 106 предварительно пропитанных материалов для всех предварительно пропитанных слоев (за исключением особых требований заказчика). когда клиент не требует толщины среды, Необходимо обеспечить толщину слоя 0.09mm соответствует IPC - A - 600G.
Действия: В меню. Для внутренней базы 3OZ или выше, препрег с высоким содержанием смолы, Например, 1080R / C65%, 1080 часов/C68%, 106R/C73%, 106 часов/C76%; Но постарайтесь избежать конструкций 106 высоковязких препрег. во избежание перекрытия нескольких предварительно пропитанных материалов, Потому что стекловолокно слишком тонкое, пряжа из стекловолокна обвалилась на большой площади основания, Это влияет на стабильность размеров и стратификацию пластины.
Вставить файл @ Операция: в менюЕсли клиент не имеет особых требований,Допуски толщины межслойного диэлектрического слоя обычно контролируются + / СА). Для импедансных панелей, допуск на толщину диэлектрика контролируется IPC - 4101C/м терпимость. Если фактор влияния импеданса связан с толщиной основной пластины, Допуски на листы также должны соответствовать допуску IPC - 4101C / M.
(3) управление выравниванием между слоями
Точность компенсации размеров внутренней пластины и контроля производственных размеров требует сбора данных и исторических данных в течение определенного времени в процессе производства, чтобы точно компенсировать размер каждого слоя многослойной платы и обеспечить согласованность растяжения каждого слоя пластины. выбор высокой точности, Высокоустойчивые методы определения местоположения слоя перед прессованием, такие как четырехслойное позиционирование (PinLAM), горячая плавка И заклепки в комбинации. установка подходящей технологии отжима и ежедневного обслуживания пресс является ключом к обеспечению качества отжима, Контроль потока клея и охлаждающий эффект прессования, Проблема смещения слоя. управление выравниванием слоя требует комплексного рассмотрения таких факторов, как величина компенсации внутреннего слоя, Метод определения местоположения по нажатию, технологический параметр штамповки, А также свойства материала.
(4) Технология внутренних цепей
Благодаря традиционным экспонаторам разрешение составляет около 50 э, панель высокого уровня производства,Может быть внедрен лазерный прямой визуализатор (LDI) для улучшения разрешения графики, Разрешение может быть около 20. Точность выравнивания обычной экспозиции составляет ±25 мкм, точность совмещения этажей больше 50. установка для совмещения экспонирования с высокой точностью,Точность выравнивания может быть увеличена примерно до 15 э, точность межэтажного совмещения может быть установлена в пределах 30, Уменьшение отклонения от выравнивания традиционного оборудования и повышение точности выравнивания между слоями высококачественных пластин.
для повышения травления схемы, При инженерном проектировании требуется соответствующая компенсация ширины схемы и сварного диска (или сварного кольца), также более детально разработан размер компенсации за особые рисунки, Такие как контуры и независимые цепи. Рассмотрим, чтобы подтвердить проектную компенсацию ширины внутренней линии, дальность пути, Размер изолирующего кольца, отдельная линия, Расстояние между отверстиями и линиями разумно, Изменить конструкцию. Требования к конструкции с сопротивлением и индуктивным сопротивлением. обратите внимание на адекватность проектируемой компенсации за независимые и импедансные линии, Параметры в процессе травления, серийный выпуск может быть произведен. Чтобы уменьшить травление, необходимость оптимального регулирования компонентов каждой группы травильных растворов. недостаточная способность традиционного оборудования для нанесения штриха, Устройство может быть технически модифицировано или введено в высокоточное оборудование для резки проводов, чтобы улучшить однородность травления, уменьшить резные заусенцы и нечистое травление.
(5)Процесс подавления
В настоящее время метод межслойного позиционирования перед штамповкой в основном включает: четырехслойное позиционирование (PinLAM), горячее плавление, заклепки, пирозаклепочная комбинация, Различные структуры продукции используют разные методы позиционирования. панель для многослойных схем,Используйте четырехканальный метод позиционирования (PinLAM) или метод плавления + заклепки, отверстие для позиционирования, пробиваемое перфоратором OPE, точность штамповки в пределах ± 25. Когда плавится, Настройка машины, чтобы первая панель использовала рентген для проверки отклонений слоя, Кроме того, могут возникать массовые отклонения от уровня земли. Во время массового производства необходимо проверить, переплавлена ли каждая пластина в единицу, чтобы предотвратить последующее расслоение. оборудование для штамповки. Этот пресс соответствует точности и надежности выравнивания высококачественной пластины.слоистая конструкция и используемые материалы на основе многослойной платы,Изучите подходящие процедуры прессования и установите оптимальную скорость нагрева и кривую. В традиционном процессе многослойного прессования, скорость нагрева с надлежащим снижением слоистой пластины. Увеличить время высокотемпературного отверждения, чтобы смола текла и полностью отвердилась, В то же время избегая проблем смещения скейтборда и слоя в процессе прессования. Пластины с различными значениями TG материала не могут быть такими же, как колосники; Пластины с общими параметрами не могут смешиваться с пластинами со специальными параметрами; Для обеспечения рациональности заданных коэффициентов расширения и сужения, разные свойства листов и препрегов, при этом необходимо использовать соответствующий лист для смешивания параметров препрега, никогда не использовавшийся специальный материал должен проверить технологический параметр. производство многослойных печатных плат