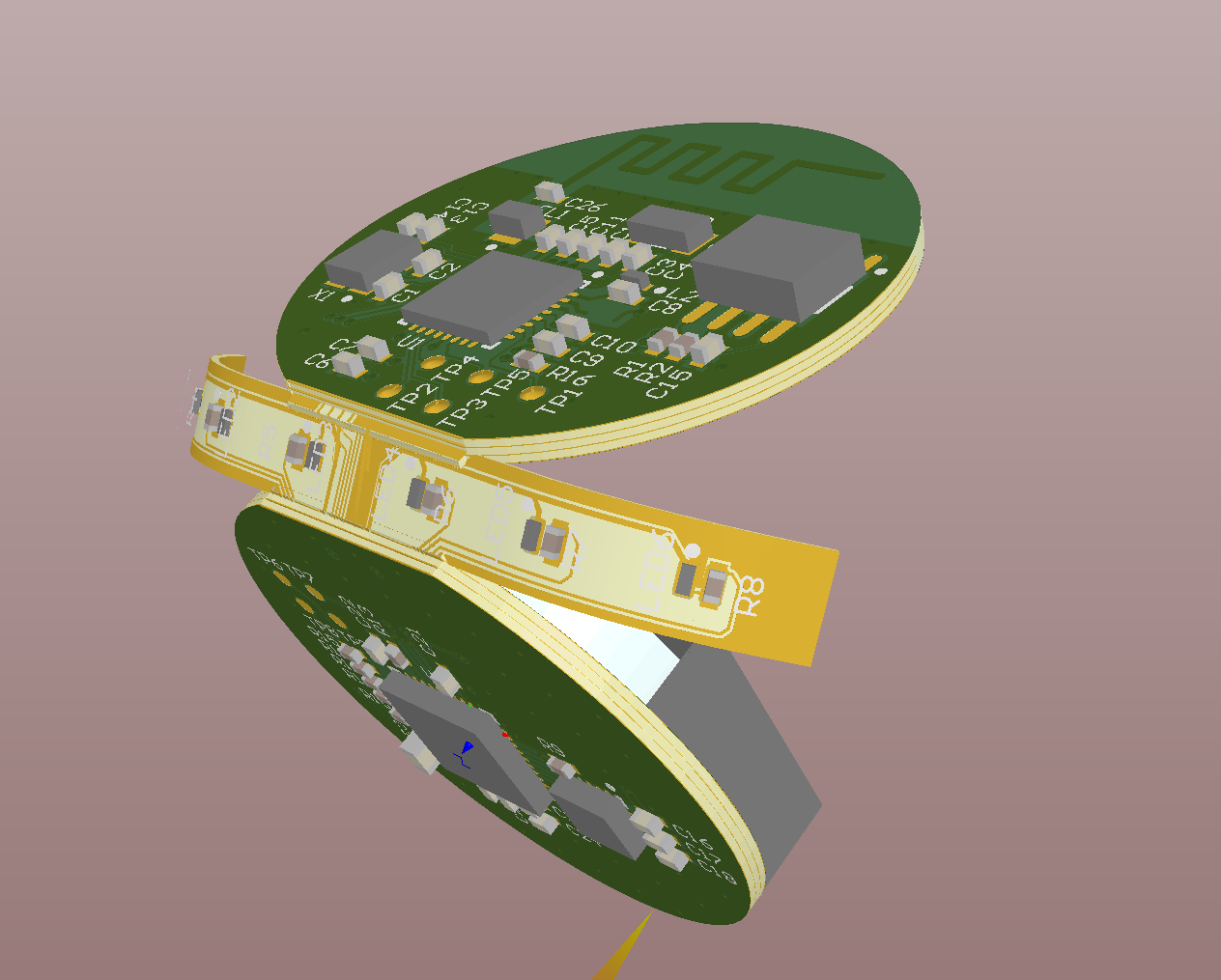
Несмотря на то, many circuit board manufacturers have devoted their main energy to the production of high-difficulty boards such as HDI boards, жёсткий лист, and backplanes. Однако, there are still some circuits in the existing market that are relatively simple. единичная площадь, and the circuit board with complex appearance, the minimum size of some circuit boards is even as small as 3-4mm. поэтому, the unit size of the board is too small, проектируемый отверстие в передней части конструкции, the use of external positioning method is easy to produce board edge bumps, в процессе обработки пыль отсасывается из платы, the shape tolerance is uncontrollable, низкая эффективность производства. problem. в данной статье проведено углубленное исследование и эксперимент по производству миниатюрных схем., оптимизация обработки формы, and achieved a multiplier effect in the actual production process.
в процессе обработки формы Выбор способа обработки формы связан с допуском формы, стоимостью обработки формы и эффективностью обработки формы. В настоящее время широко используемые методы обработки формы включают фрезерование формы и формы.
контур фрезерования
Вообще говоря, the plate parts processed by the milling profile have good appearance quality and high dimensional accuracy. Однако, due to the small dimensions of such plates, точность размеров фрезерованного контура трудно контролировать. In the shape of milling, по дуге гонга, the size of the inner gong and the width of the milling groove, выбор размера фрезы имеет большие ограничения. In many cases, Вы можете выбрать только одну.2mm, 1.0mm, даже 0.8mm. фреза для обработки. Due to the small tool size and the limited cutting speed, низкая эффективность производства, высокая стоимость обработки. Therefore, Это относится только к малому объёму, простая внешность, and no complicated inner grooves for PCB appearance processing.

1.2 Die
при обработке больших размеров PCB влияние низкой производительности значительно выше, чем стоимость формообразования фрезерования. в таких случаях может использоваться только метод пробивания. В то же время, для внутренних гонгов в PCB некоторые клиенты требуют обработки в прямоугольные углы, через сверление и фрезерование трудно выполнить требования. в частности, для PCB, где требования в отношении соответствия формы и формы выше, требуется штамповка. индивидуальное использование формовочной технологии увеличит затраты на производство.
экспериментальный проект
на основе опыта нашей компании в производстве таких PCB, мы провели углубленные исследования и эксперименты по фрезеровому профилированию обработки, пресс - формы, v - формы резки и так далее.
экспериментальный процесс
3.1 вариант 1 гонг машина фрезерная форма
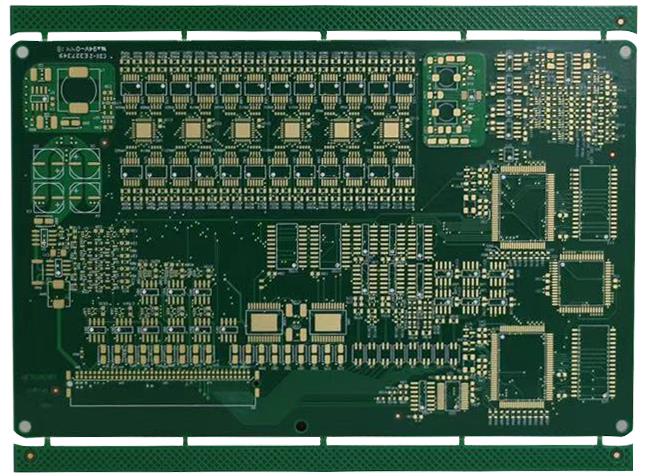
Этот миниатюрный PCB - продукт обычно не имеет внутренней локации и требует добавления локальных отверстий во внешнюю часть блока (Рисунок 2). когда три стороны заканчивают гонг, когда последний гонг будет завершен, вокруг шахматной доски будет открыта зона, так что точка резания не будет подвергаться давлению. вся продукция отклоняется от режущего аппарата, так что готовый продукт после формования закрыт. Эти точки явно выпукло. поскольку окружающая среда была измельчена в суспензию и не может быть поддержана, вероятность столкновения и заусенцев возрастает. для того чтобы избежать этой качественной аномалии, необходимо оптимизировать гонг, фрезерование разделено на два раза, сначала фрезеровать часть площади каждой единицы, чтобы после обработки еще есть место соединения, таким образом, формирование общего контура связи
влияние на выпуклость опытов по обработке гонгов: в соответствии с двумя вышеупомянутыми ремнями гонга, в каждом случае случайный выбор 10 готовых пластин и использование второго элемента для измерения выступов. оригинальный гонг обработки готовой пластины размер выпуклых частей, необходимо обработать вручную; оптимизация гонга обработки может эффективно избежать стука, готовые пластины размер < 0.1 мм, удовлетворить требования качества
3.2 вариант 2 точный гравировальный станок фрезерование
Because the precision carving equipment cannot be suspended during processing, Невозможно использовать гонг в рисунке 3. It is produced according to the inner gongs in Figure 2. по размеру обработки, in order to prevent the finished board from being vacuumed away during the processing, в процессе обработки необходимо закрыть вакуум, supplemented by a cover plate, крепить с помощью плиты пылью, свести к минимуму образование болтанки.
влияние опытов по отделке на выпуклые точки: обработка по описанному выше методу может уменьшить размер выступов
3.3 - й вариант
Выберите профиль онлайн для тестирования продукта размером 1 * 3mm и по линии контура Создать профиль лазера. В соответствии с параметрами, приведенными в таблице 4, закрыть вакуум (чтобы предотвратить отсос пластины в процессе обработки) и осуществить двухсторонний лазерный профиль.
результат эксперимента: после обработки контура лазера готовая плита не будет выпуклой, размер обработки может удовлетворить требования, но после обработки контура лазера продукт будет загрязнять поверхность пластины из - за лазерной сажи, это загрязнение слишком мало, не может быть плазменной чистки, использование спирта. очистка не может быть эффективной (как показано на рисунке 7), что не позволяет удовлетворить потребности клиента.
3.4 проверка эффективности модели 4
The die processing ensures the size and shape accuracy of the stamping parts, and no bumps are generated (as shown in Figure 8). However, угловое дробление пластин, подверженное аномалии в процессе обработки, Непринятие таких аномалий.
вывод
Данная статья посвящена проблемам, возникающим на малоразмерных платах с высокой точностью, допуск ++/-0.1mm, as long as a reasonable design is made when processing the engineering data, and the appropriate processing method is selected according to the circuit board material and customer needs, многие вопросы будут решены.