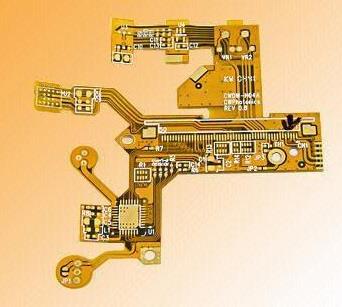
FPC'nin çok farklı bir PCBA toplantısı ve sert devre tahtalarının toplantısından kurtulma süreci var. FPC yeterince zorluk yok ve relatively yumuşak. Büyük taşıma tahtalarının kullanımı olmadan, fiksiyonu ve yayımı tamamlamak imkansız, bastırmak, yüklemek ve ateşten geçmek gibi temel SMT süreçlerini de tamamlamak imkansız.
1. FPC'nin ön işleme
FPC yaklaşık yumuşak ve genelde fabrikadan ayrılırken vakuum paketlenmiyor. Transportasyon ve depo sırasında havadan ısınmak kolay. SMT üretimi yavaşça ve güçlü şekilde sütünü serbest bırakmak için yemek tedavisi öncesi gerekiyor. Aksi takdirde, refloz çökmesinin yüksek sıcaklığın etkisi altında, FPC tarafından sarılan su hızlı su vapörüne ve FPC'den uzaklaştırılır. Bu, FPC kaçırma ve duman gibi defeklere kolayca sebep olabilir.
Öncelikle yemek şartları genellikle 4-8 saat boyunca 80-100 â‚ Özellikle şartlarda sıcaklık 125'den fazla yükselebilir ama bakış zamanı da bu şekilde kısayılmalı. Yemek yapmadan önce, FPC'nin ayarlama sıcaklığına dayanabileceğini belirlemek için küçük örnek testi yapmak gerekir. Yemek yaparken, FPC stacking fazla olmamalı, 10-20PNL daha uygun. FPC'nin baktıktan sonra açık bir sözleşme, deformasyon, warping veya diğer defekten olmaması gerekmez. IPQC kontrolünü geçtikten sonra sadece üretime girebilir.
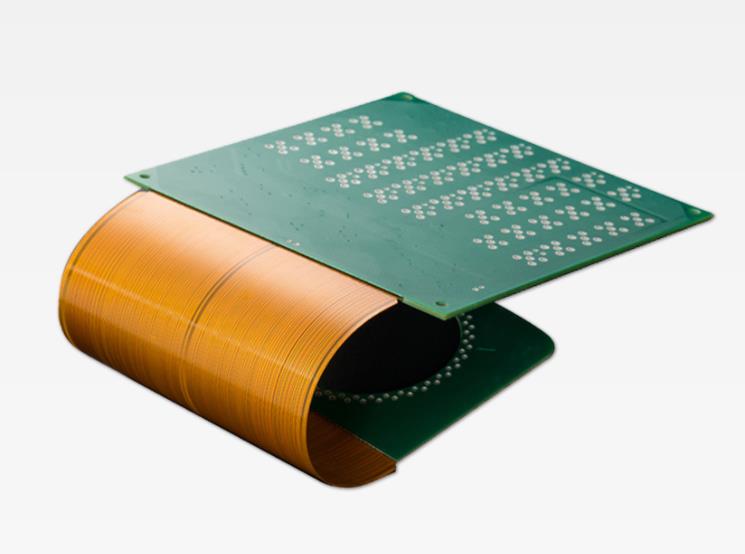
2. FPC'nin özel taşıma gemisinin üretimi
Dönüş tahtasının CAD dosyasına göre, FPC'nin deliğinin pozisyon verilerini yüksek değerli FPC pozisyon tahtalarını ve özellikle taşıma tahtalarını üretmek için okuyun, böylece pozisyon şablonundaki kolunun elmesi taşıma tahtasının yeri deliğine ve FPC'deki pozisyon deliğinin açısına uyuyor. Bazı devreleri veya dizayn sebeplerini korumak için birçok FPCler aynı kalıntıdan değildir. Bazı bölgeler daha zayıf ve bazıları daha güçlü metal tabakları var. Bu yüzden, taşıyıcı tabağı ve FPC arasındaki toplantı, yazdırma ve yerleştirme sırasında FPC'nin düz olmasını sağlamak için gerçek durumlara göre işlenmeli, polisleştirilmeli ve düzenlenmeli. Taşıyıcı tabağının materyal ihtiyaçları hafif, yüksek güç, daha az ısı absorbsyon, hızlı ısı bozulması ve birçok termal şok sonrasında minimal warping ve deformasyon. Genelde kullanılan taşıyan tabak verileri sintetik taş, aluminium tabak, silikon tabağı, özel yüksek sıcaklık dirençli magnetik çelik tabağı ve benzer.

FPC
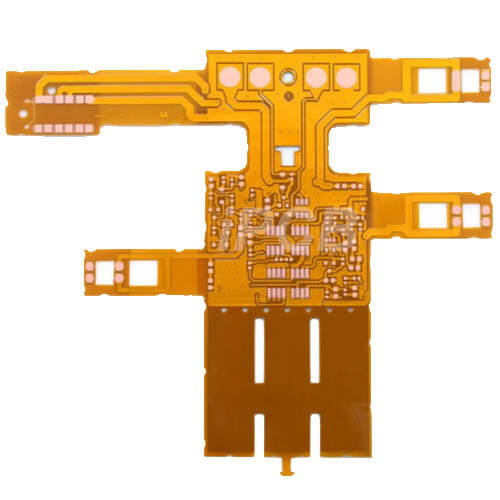
3. FPC üretim süreci
FPC'nin SMT noktalarını açıklamak için sıradan taşıyan tabakları örnek olarak alırız. Silikon plakaları veya magnetik fiksitleri kullandığında, FPC'nin fiksiyonu daha uygun ve kaset kullanımına ihtiyacı yok. Yazım noktaları, SMT, kaldırma ve diğer süreçler aynı.
3. 1 FPC Fiksiyonu
SMT kullanmadan önce, FPC'nin taşıyıcı tahtasında tam olarak tamir edilmesi gerekiyor. FPC'i taşıyan gemisinde yazdırmak, yüklemek ve kaldırmak için düzenlemek için depo zamanı daha kısa sürece belirlenmeli. İki tür taşıyıcı plakalar var: kalçaları yerleştirmeden ve yerleştirmeden. Yerleştirmeden taşıyıcı tabağı pinler ile pozisyon örnekleri ile birlikte kullanılmalı. İlk olarak, taşıyıcı tabağını örneklerin pozisyon parçalarına koyun, böylece pozisyon parçalarının üst yüklük tabağındaki yerleştirme deliklerinden çıkarılır. Sonra, FPC parçasını parça parça yerleştirilmiş pozisyon parçalarına yerleştirin, onları kasetle düzeltin, ve taşıyıcı tabağını FPC pozisyon şablondan bölün, bastırmak, yüklemek ve kaldırmak için. Yaklaşık 1,5 mm uzunluğu olan birkaç bahar pozisyonu pinleri taşıyıcı tabağında pozisyon pinleri ile hazırlanmıştır. FPC, taşıyıcı tabağının bir tarafından bir tarafından yayın pozisyonu parçalarına doğrudan yerleştirilebilir ve sonra kasetle ayarlanabilir. Bastırma sürecinde, bahar pozisyonu pişini, çelik gözlüğü tarafından bastırmadan taşıma tabağına tamamen bastırılabilir.
1. yöntem (Tek taraf kaset fiksiyonu) FPC'nin dört tarafını taşıyıcı tahtada tamir etmek için ince, yüksek sıcaklık dirençli tek taraf kaseti kullanın, FPC'nin her türlü dönüşünü veya dönüşünü engellemek için. Kaset viskozitesi, yeniden çözümlendikten sonra ortalaması kolay, ve FPC'de kalıcı bir bağlantı olmamalı. Eğer otomatik bir kaset makinesi kullanılırsa, sürekli uzunluğun kaseti hızlı kesebilir, etkileşimliliğini önemli olarak geliştirebilir, maliyetleri kaydedir ve kaybından kaçırabilir.
İlk olarak, silikon tahtası ile aynı etkisiyle taşımak için yüksek sıcaklık dirençli çift taraflı kaseti kullanın. Sonra FPC'yi taşıyıcı tahtasına koyun, kaset viskozitliğine çok yüksek olmayan özel dikkati çekin, yoksa FPC'nin yeniden çözmesinden sonra parçalanması kolay olur. Tekrarlanan ısınmanın ardından, iki taraflı kasetin viskozitesi yavaşça azalır ve viskozitesi çok düşük olduğunda, FPC'yi güvenli düzeltmek için hemen değiştirilmeli. Bu istasyon FPC'nin kirlenmesini engellemek için anahtar istasyondır ve işe parmak yatağı giymek gerekiyor. Taşıma tahtasını tekrar kullanmadan önce, uygun şekilde temizlenmeli. Temizleme ajanında sıkıştırılmış veya yüzeysel toz, kalın perdeler ve diğer yabancı nesneleri kaldırmak için antistatik toz roller ile silebilir. FPC'yi silerken ve yerleştirken, FPC kırık ve kırıklıklara yakın olduğu için çok güç kullanmayın.
3. 2 Solder paste yazdırması FPC
FPC'nin solder yapıştırması için özel ihtiyaçları yok, ve solder topu parçacıklarının boyutu ve metal içeriği FPC'deki ince IC'lerin varlığına göre belirlenmiş. Ancak, FPC'nin solder pastasının bastırılması için yüksek ihtiyaçları vardır. Bu harika dikotropi olmalı. Solder pastası, fıçından kolayca bastırıp ayrılabilir ve FPC'in yüzeyine sıkı tutabilir. Çelik göz delikleri bloklaması, ya da bastıktan sonra yıkılması gibi bir defeksiz olmadan fıçı yapışması gerekir.
Yükleyici tahtasında FPC yüklenmesi yüzünden FPC'de yerleştirmek için yüksek sıcaklık dirençli bir kaset var, bu yüzden düzgün olmasını neden ediyor. Bu yüzden, FPC'nin yazılmış yüzeyi düz ve PCB olarak sürekli kalınlık ve sertlik sahip olamaz. Bu yüzden metal kayıtlarını kullanmak tavsiye edilmez ama 80-90 derece zorluğu olan polyuretan kayıtlarını kullanmalı. Solder yapıştırma makinesinin optik bir pozisyon sistemi olması, yoksa bastırma kalitesine önemli bir etkisi olacak. FPC taşıyıcı tahtasında sabitlenmiş olsa da, FPC ile taşıyıcı tahtası arasında her zaman küçük bir yer olacak. Bu, PCB zor tahtasından en büyük farklılık. Bu yüzden, ekipman parametrolarının ayarlaması da bastırma etkisine önemli bir etkisi olacak.
Bastırma istasyonu da FPC'nin kirlenmesini engellemek için anahtar istasyonudur. İstasyonun temizliklerini koruyarken, çelik gözlüğünü s ık sık silerken, FPC'nin altın parmaklarını ve altın plakası düğmelerini contamine etmek için parmak örtüklerini giymek gerekiyor.
3. 3 FPC SMT
Ürünün özelliklerine göre, komponent sayısı ve yükleme etkinliği, orta ve yüksek hızlı yükleme makinelerine göre yüklemek için kullanılabilir. Her FPC üzerinde yerleştirmek için kullanılan optik MARK işareti yüzünden FPC üzerinde yüklemek ve PCB üzerinde yüklemek arasında pek fark yok. FPC taşıma tahtasında sabitlenmiş olsa da yüzeyi PCB sert tahtası kadar düz olamaz ve kesinlikle FPC ile taşıma tahtası arasında yerel boşluklar olacak. Bu nedenle, suyun bozluğunun yüksekliğini düşürmesi, fışkırma basıncı, etc. tam olarak ayarlanması gerekiyor ve suyun bozluğunun hareketi hızını azaltmak gerekiyor.
3. 4 FPC'nin çözümlenmesini reddettir
Böylece FPC'deki sıcak hava konveksyonu daha düzgün değiştirebilir ve sıcaklık defeklerinin ortalığını azaltır. Eğer sadece FPC'nin dört tarafını tamir edebileceği gibi, orta tarafı sıcak hava altında deformasyona yaklaştırılır, soğuk patlamasını boşalttırır ve erikli tin (yüksek sıcaklığında sıcak tin) akıştırır, boş çöplük, sürekli çöplük ve sol dağları ile daha yüksek süreç sıkıntısı hızına neden olur.
3.4.1 Temperature curve test method
Taşıyıcı plakasının farklı ısı absorbsyon özelliklerinden ve FPC'deki farklı komponentlerin çeşitli türlerinden dolayı, refloz çözümleme sürecinde ısınmış sıcaklık hızı arttıktan sonra farklı, ve ısı absorbasyon miktarı da farklı. Bu yüzden, çözüm kalitesine önemli bir etkisi var. Daha güvenilir bir metod, gerçek üretim alanına göre iki FPC yüklü tahtadan önce ve sonrasında test tahtasını yerleştirmek. Aynı zamanda, komponentler testi tahtasının FPC'ye bağlanır ve test sıcaklığı sonunda yüksek sıcaklık çözüm kablosu ile test noktasına çözülür. Aynı zamanda sonda kabloları test tahtasında yüksek sıcaklık dirençli kasetle sabitlenmiş. Yüksek sıcaklık dirençli kaseti test noktalarını kapatamaz. Sınama noktaları sol birliklerinin yakınlarında ve götürme tahtasının her tarafında QFP pinleri seçilmeli, böylece test sonuçları gerçek durumunu daha iyi etkileyebilir.
3.4.2 Temperatur eğri ayarlama
FPC'nin zayıf eşitliği yüzünden ateş sıcaklığı arızasızlandırma sıcaklığı/izolasyon/refluks için sıcaklığı/sıcaklık bölgesinin parametrelerini kontrol etmek için daha kolay kullanmak en iyidir. Ayrıca, FPC ve komponentlerin sıcak şok etkisi daha küçük. Deneyimlere dayanarak, çöplük yapıştırma teknolojisi için gereken değerin aşağı sınırına ayarlamak en iyisi. Rüzgar ateşinin en düşük rüzgar hızı genellikle ateşin kullanabileceği en düşük rüzgar hızı. Yavaş ateş zincirinin stabiliyeti iyi ve titremeli olmamalı.
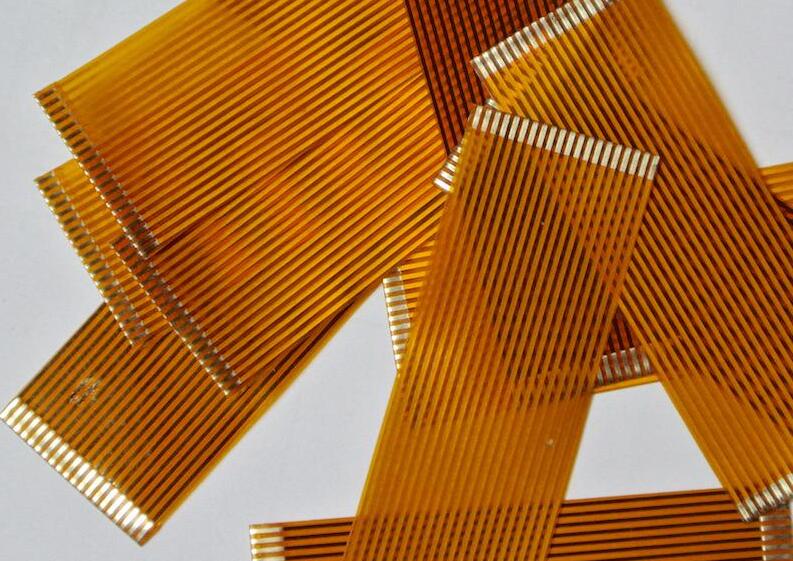
3. 5 FPC'nin Inspection, Testing, and Splitting
Taşıyıcı tabağının ısı absorbsyonu yüzünden, özellikle aluminium taşıyan tabağının sıcaklığı boşaltıldığında sıcaklık yüksektir, yani çabuk so ğutmaya yardım etmek için dışarıda zorla soğuk hayranını eklemek en iyisi. Aynı zamanda çalışanlar yüksek sıcaklık yükü tabakları tarafından ölçeklendirmek için izole eldivenler giymesi gerekiyor. Taşıma kurulundan kaldırılmış FPC'yi alırken, gücü FPC'de yıkılmak veya yıkılmaktan kaçırmak için üniforma olmalı.
Çıkarılmış FPC, yüzey kalanını kontrol etmek, bozulamak, altın parmaklarını, sol parmaklarını, IC pint solder biletlerini ve sol bağlantılarını kontrol etmek üzere 5 kere veya daha fazla camın altında görüntüle kontrol edilmeli. FPC yüzeyinin çok düz olmadığı için AOI'nin yanlış yargılama oranı yüksektir. Bu yüzden, FPC genellikle AOI kontrolü için uygun değil. Fakat özel testi fixtürleri kullanarak FPC ICT ve FCT testi tamamlayabilir.
FPClerin çoğunluğu bağlantı tahtaları yüzünden ICT ve FCT testi yapmadan önce tahta bölmesi gerekebilir. Kıçaklar ve sıçaklar gibi aletler kullanarak da board bölünme çalışmalarını tamamlayabilir, çalışma etkiliği ve kalitesi relatively düşük. Eğer bu olağanüstü FPC'nin büyük ölçekli bir üretimi olursa, özellikle FPC bastırma ve bölüm moltlarını bastırmak ve bölüm için yapılabilir. Bu iş etkinliğini çok geliştirebilir. Aynı zamanda, FPC'nin kenarları temiz ve güzel, ve bastırma ve kesme sırasında oluşturduğu iç stres çok düşük, bu da solder ortak kırılmasından etkili olabilir.
PCBA fleksibil elektroniğin toplantısında, FPC'nin tam pozisyonu ve ayarlaması anahtar ve iyi veya kötü ayarlama anahtarı uygun taşıma tabakları yapmak. Sonraki FPC'nin ön bakımı, yazdırma, SMT ve yeniden çözümlenmesi. Açıkçası, FPC'nin SMT sürecinin zorlukları PCB sert tahtalarından daha yüksektir. Bu yüzden süreç parametrelerinin tam ayarlaması gerekli. Aynı zamanda, ciddi üretim süreci yönetimi aynı zamanda önemlidir. İşçilerin SOP'daki her kurallarına gerçekten uymasını sağlamak gerekiyor. Sınır mühendisleri ve IPQC denetlerini güçlendirmeli, üretim çizgisindeki abnormal durumları zamanlı keşfetmeli, sebeplerini analiz etmeli ve FPCSMT üretim çizgisinin yüzlerce PPMs içinde kontrol etmek için gerekli önlemler alırlar.

FPC
4. PCBA üretim ekipmanları
PCBA üretimi için gerekli temel ekipmanlar, solder pasta yazdırma makineleri, SMT makineleri, refloş solderin, AOI detektörleri, komponent saldırma makineleri, dalga solderin, tin yakıtları, yıkama makineleri, ICT testi fixtürleri, FCT testi fixtürleri, eski testi rektleri, etc.
4. 1 Solder pasta yazdırma makinesi
Modern solder yapıştırma makineleri genellikle tabak yükleme, solder yapıştırma ekleme, sıkıştırma ve devre masası besleme gibi mekanizmalardan oluşur. Çalışma prensipi ilk olarak bastırma konumu masasına basılacak devre masasını düzeltmek ve sonra bastırma makinesinin sol ve sağ sıçanlarını kullanmak için sol yapıştırmak veya kırmızı yapıştırmak üzere çelik gözlüğü üzerinden uyumlu sol patlaması üzere. Birinci sızdırılmış PCB için, SMT makinesine otomatik SMT için gönderme masasından girdi.
4. 2 SMT makinesi
SMT makinesi, aynı zamanda "dağıtma makinesi" veya "Yüzey dağıtma Sistemi" olarak bilinen bir aygıt, solder yapıştırma makinesinin üretim hattında kurulan bir aygıt. Bu bir aygıt, PCB parçalarının üzerinde yüzeysel yüklenmiş komponentlerini dağıtıp başını taşıyan bir aygıt. Bu el ve tamamen otomatik tiplere bölüler.
4. 3 Reflow soldering
Reflow soldering içerisinde hava veya nitrogen yeterince yüksek sıcaklığına ısıtır ve komponentlerin zaten bağlı olduğu devre tahtasına doğru uçuracak bir ısınma devresi var. Komponentlerin her iki tarafında solucu eritmesine ve anne tahtasına bağlanmasına izin verir. Bu sürecin avantajı, sıcaklığın kontrol kolay olması, oksidasyon karışma sürecinde kaçınılabilir ve üretim maliyetleri de kontrol etmek kolay.
4.4 AOI detektörü
AOI (Otomatik Optik Inspeksyon) bir aygıtıdır ki tüketme üretimde bulunan ortak yanlışları tanımak için optik prensipleri kullanır. Makine bir kamera aracılığıyla PCB'i otomatik olarak tarar, görüntüleri toplar, veritabanındaki kaliteli parametrelerle test edilmiş solder birliklerini karşılaştırır, görüntüleri işler, PCB'deki defekleri kontrol eder ve koruması kişileri için bir gösterim veya otomatik işaret aracılığıyla defekleri gösterir/izler.
4.5. Komponentü sıkıştırma makinesi
Pin komponentlerini sıkıştırmak ve deformasyon için kullanılır.
4. 6 Dalga çözümü
Yüksek sıcaklık sıcaklığıyla yüksek sıcaklık kanalı ile eklenti tahtasının karıştırma yüzeyine doğrudan iletişim sürecidir. Yüksek sıcaklık sıvı kalıntısı bir eğlence tutuyor ve özel bir aygıt tarafından dalga oluşturuyor, bu yüzden "dalga çözümleme" denir. Ana veri solder stripti.
4. 7 Küçük Ateş
Genelde, kalın ateşi elektronik kaldırmada kullanılan bir kaydırma aracı referans ediyor. Diskretli komponent devre tahtaları için, karıştırma konsistenci iyi, operasyon uygun, hızlı ve çalışma etkiliği yüksektir.
4. 8 Plate washer
PCBA tahtalarını temizlemek için kullanılır, kalıntıları kalmış tahtalardan silebilir.
4. 9 IKT testleri
ICTTest, genellikle açık devre, kısa devre ve PCBA devreğinin tüm parçalarının durumunu denemek için kullanılır sonda ve PCBlalayout arasındaki bağlantı arasından çıkan testi noktalarını sınayarak
4. 10 FCT testi fixtürü
FCT (Funksiyonel Testing) deneme tahtası (UUTUnitUnderTest) için çeşitli tasarım durumlarında çalışmak için simulasyon bir çalışma çevresini (heyecanlandırma ve yük) sağlayan teste yöntemine yönlendirir, bu yüzden UUT fonksiyonunu doğrulamak için her durumdan parametreler alır. Basit olarak, UUT'da uygun heyecanları yüklemek ve çıkış cevabının ihtiyaçlarına uygun olup olmadığını ölçülemek anlamına gelir.
4. 11 Eski test çerçevesi
Yaşlı testi bankası PCBA tahtalarında toplu testi yapabilir ve problematik PCBA tahtalarını denemek için uzun zamandır kullanıcı operasyonlarını simüle edebilir.
IPCB'nin yaşlı SMT fabrikası ve PCB ve FPC fabrikası var, PCBA ve FPC için bir durak OEM hizmetleri sunuyor. Bu ürünler, otomatik elektronik, tıbbi ekipmanlar, endüstri kontrol, aerospace ve iletişim ekipmanları gibi çoklu alanlar içeriyor.