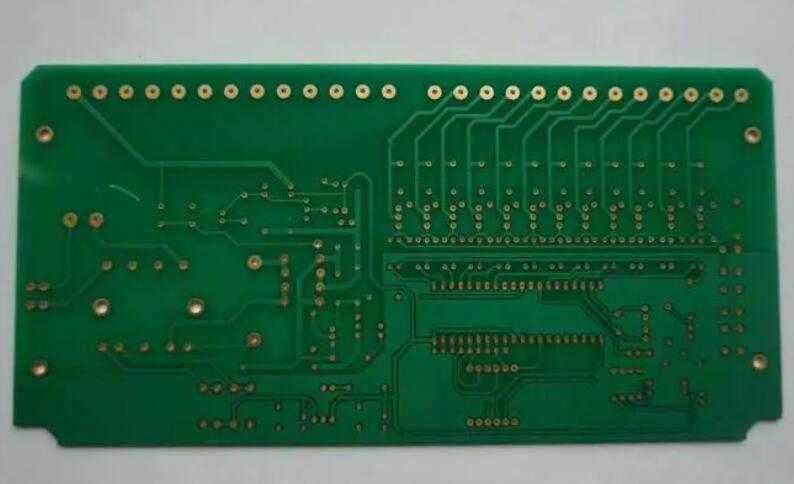
Yönetici delik, delik tarafından da bilinir. Müşteri ihtiyaçlarını yerine getirmek için, devre kurulu delikten bağlanmalı. Bir sürü pratik ardından, geleneksel aluminium çarşaf ekleme süreci değiştirildi ve devre masasındaki yüzeyi çözücü maskesi ve bağlama beyaz göt ile tamamlandı. Delik. stabil üretim ve güvenilir kalite.
Deli aracılığıyla devrelerin bağlantısı ve yönetiminin rolünü oynuyor. Elektronik endüstri geliştirmesi de PCB geliştirmesini tercih ediyor ve basılı tahta üretim süreci ve yüzeysel dağ teknolojisi üzerinde daha yüksek ihtiyaçları gösteriyor. Döşek bağlama teknolojisi tarafından oluştu ve aynı zamanda bu şartları uygulamalı:
Deli aracılığıyla bakar var ve solder maskesi bağlanabilir veya bağlanmayabilir;
Döşeğin içinde kalın bir gerekli (4 mikro) vardır ve çöşen maske mürekkepi deliğine girmemeli ve deliğin içinde kalın köşeleri saklaması gerekiyor.
Döşeklerin içindeki soğuk maske mürekkep delikleri olmalı ve kalın yüzükleri, kalın köşeleri ve düzlük ihtiyaçları olmamalı.

"Işık, ince, kısa, küçük ve küçük" yönünde elektronik ürünlerin gelişmesi ile PCB'ler de yüksek yoğunlukta ve yüksek zorlukta geliştirildi. Bu yüzden büyük bir sürü SMT ve BGA PCB ortaya çıktı ve müşterilerin komponentleri yükseldiğinde, en önemli beş fonksiyonu dahil olması gerekiyor:
Kutuğun delikten parçacık yüzeyine geçmesini engellemek ve PCB dalgası çökmesinde kısa bir devre neden etmek için; Özellikle BGA patlamasına yolu koyduğumuzda, önce deliğini bağlayıp, sonra da altından kaydırmalıyız BGA'nın çözümünü kolaylaştırmak için.
Flüks kalanından kaçın.
Elektronik fabrikasının yükselmesi ve komponentlerin toplantısı tamamlandıktan sonra, PCB'nin tamamlamak için test makinesinin negatif basıncı oluşturması için boşaltılması gerekiyor:
Yüzey çöplükçi yapışmasını deliğe akıp, yanlış çöplük ve yerleştirmeyi etkilendirmeyi engellemek;
Dalga çökme sırasında küçük devreler nedeniyle topların ortaya çıkmasına engel olur.
İşletici Hole Eklenme İşlemi Gerçekleştirmesi
Yüzey dağıtma tahtaları için, özellikle BGA ve IC dağıtması için delik eklentileri üzerinden düz, konvex ve konvex artı ya da eksi 1 mil olmalı ve deliğin kenarında kırmızı bir tavuk olmamalı; delik aracılığıyla müşteriye ulaşmak için, ihtiyaçlarına göre delik bağlama süreci farklı olarak tanımlanabilir, süreç akışı özellikle uzun, süreç kontrolü zordur, ve yağ sıcak hava yükselmesi sırasında ve yeşil yağ çözücüsü test sırasında düşürülür; solidifikasyon sonrası yağ patlaması gibi sorunlar. Şimdi gerçek üretim koşullarına göre, PCB'nin çeşitli bağlama süreçleri toplanıyor ve bazı karşılaştırmalar ve açıklamalar süreç, avantajlar ve sıkıntılar içinde yapılır:
Nota: Sıcak hava yükselmesinin çalışma prensipi, basılı devre tahtasının yüzeyinden ve deliklerinden fazla soldağı kaldırmak için sıcak hava kullanmak ve kalan soldağı, saldırgan soldağı çizgilerinde ve yüzeysel paketleme noktalarında eşit şekilde kaplanmış, bu da basılı devre tahtasının yüzeysel tedavi yöntemi.
1. Sıcak hava seviyesinden sonra yuvarlak bağlama süreci
Prozesin akışı: masaüstü yüzeyi çözücü maske-HAL-eklenti delik kurma. Eklenme olmayan süreci üretim için kabul edilir. Sıcak hava yükseldiğinden sonra, tüm kaleler için müşteri tarafından gereken delik bağlaması üzerinden alınır. Eklenti delik mürekkepi fotosentensif bir mürekkep veya sıcaklık mürekkep olabilir. Yıslak filmin aynı rengini sağlayacak durumda, tahta yüzeyiyle aynı mürekkep kullanmak en iyidir. Bu süreç sıcak hava yükseldiğinden sonra deliklerin petrol kaybetmeyeceğini sağlayabilir, fakat bağlama mürekkepini tahta yüzeyini ve eşsiz bir şekilde kirletmek kolay olabilir. Müşteriler yükleme sırasında yanlış çözümleme (özellikle BGA'da) yakındır. Çok müşteriler bu yöntemi kabul etmez.
2. Sıcak hava düzeyi ve patlama delik teknolojisi
2.1 deliğini bağlamak, güçlendirmek ve grafikleri aktarmak için aluminium çarşaflarını kullanın.
Bu teknolojik süreç, ekran yapmak için bağlanılacak aluminium çarşafını çıkarmak için sayısal kontrol sürücü makinesini kullanır ve delik bağlaması üzerinden dolu olmasını sağlamak için delikleri ekler. Eklenti delik tinti de thermosetting mürekkeple kullanılabilir. Onun özellikleri zorlukta yüksek olmalı. Resin küçük ve delik duvarla bağlantı gücü iyi. İşlemin akışı: önceden tedavi - patlama deliği - kaydırma tabağı - örnek aktarımı - etkileme - masaüstü yüzeyi çözücü maskesi
Bu yöntem deliğin patlamasını sağlayabilir ve sıcak havayla yükseldiğinde yağ patlaması ve petrol patlaması gibi kalite problemler olmayacak. Ancak bu s üreç, bir kez bakra kalınmasını isteyen müşterinin standartlarına uygulaması için çukur duvarının kalıntısını sağlamak için gerekiyor. Bu yüzden, bütün tahtada bakra patlama talepleri çok yüksektir ve plate grinding makinesinin performansı da çok yüksektir, bakra yüzeyindeki resin tamamen kaldırılmasını sağlamak için, bakra yüzeyi temiz ve kirlenmediğini sağlamak için. Çoğu PCB fabrikalarının bir kez kalın bakra süreci yok ve ekipmanın performansı gerekçelerine uymuyor, bu sürecin PCB fabrikalarında pek çok kullanımına sebep olmadı.
2.2 Aluminum çarşafı ile deliğini bağladıktan sonra, masa yüzeyi çözücü maskesini doğrudan ekran izleyin.
Bu süreç içinde, ekran yapmak için bağlanılması gereken aluminium çarşaflarını sürmek için bir CNC sürükleme makinesi kullanılır. Ekran yazdırma makinesinde bağlanma makinesinde kurulan. Eklenme tamamlandıktan sonra, 30 dakikadan fazla park edilmemeli. İşlemin akışı: önceden tedavi edilmiş delik-ipek ekran-önce-bakış-çıkarma-geliştirme-kurma
Bu süreç deliğin yağla iyi kaplı olmasını sağlayabilir, patlama deliğinin düz olmasını sağlayabilir ve ıslak filmin rengi uygun. Sıcak hava yükseldiğinden sonra, deliğin kaldırılmamasını sağlayabilir ve kalın köpüsü delikte saklanmamasını sağlayabilir, fakat çukurdan sonra tükürün yaratılması kolay. Çıkıştırma parçaları kötü çözücülük yapar. Sıcak hava yükseldiğinden sonra, şişelerin kenarları boğaz ve petrol kaybedecektir. Bu süreç üretimi kontrol etmek için kullanmak zor, ve mühendislerin özel süreçler ve parametreler kullanması için eklenti deliklerin kalitesini sağlamak için gerekli.
2.3 Aluminum çarşafı deliğine bağlanmış, geliştirilmiş, önceden tedavi edilmiş ve polislendirilmiş, sonra solder direksiyonu tahtasının yüzeyinde yapılıyor.
Ekran yapılması için bağlama delikleri gereken aluminium çarşafını çıkarmak için CNC sürükleme makinesini kullanın, bağlama delikleri için değiştirme ekran bastırma makinesine yerleştirin. İki tarafta bağlama delikleri dolu ve büyüklük olmalı. İşlemin akışı: önceden tedavi etkileyici delik-ön-bakış-geliştirme-ön-kurma tahtası yüzeyi çökme maskesi
Çünkü bu süreç deliğin yağ kaybetmesini ya da HAL'den sonra patlamasını sağlamak için patlama deliğini kullanır. Ama HAL'den sonra, deliğin ve kalın içindeki kalın depoların sorunu tamamen çözmek zor, birçok müşteriler bunu kabul etmez.
2.4 Tahta yüzeyi çözücü maskesi ve çarpma deliği aynı zamanda tamamlandı.
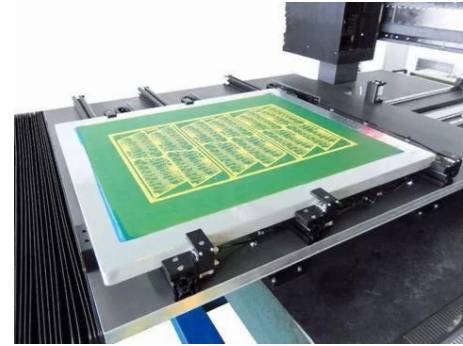
Bu yöntem, ekran yazdırma makinesinde kurulan 36T (43T) ekranı kullanır, tırnak yatağını kullanır ve masa yüzeyini tamamlayınca tüm delikler bağlanır. İşlemin akışı: önceki ekran yazdırması, önceki hazırlama-çıkarma-geliştirme-kurma.
İşlemin zamanı kısa ve ekipman kullanımı oranı yüksek. Sıcak hava yükselmesinden sonra deliklerin yağı kaybetmemesini sağlayabilir ve deliklerin içindeki deliklerin yıkılmamasını sağlayabilir. Ancak delikleri bağlamak için ipek ekran kullanılmasına neden delikler arasında büyük bir miktar hava var. Hava genişletiyor ve soğuk maskesini kırıyor, mağaralar ve sıkıntısızlık sonucunda. Sıcak hava seviyesinde saklanmış deliklerden küçük bir miktar olacak. Şu and a, birçok deneyden sonra, şirketimiz farklı tür ince ve viskozitet seçildi, ekran basıncının basıncıs ını ayarladı, ve basitçe boşlukları ve boşlukları çözdü ve bu süreçte PCB üretilmek için kütle yapıldı.