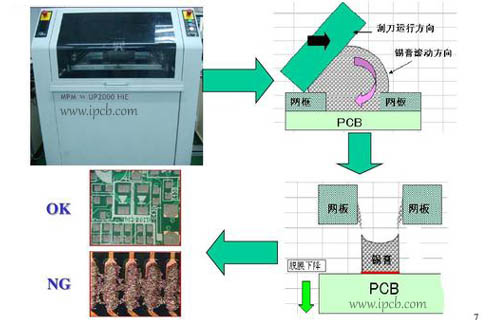
Smt solder pastasını yerleştir
Solder pastasını uygulamak SMT sürecinin anahtar sürecidir ve metal stencil yazdırması şu and a en sık kullanılan metodu. Yazım çözücü yapışması SMT kalitesini sağlamak için anahtar sürecidir. Statistiklere göre, PCB tasarımın belirlenmesi, komponentleri ve basılı tahtaların garanti edildiği yer üzerinde yazdırma sürecinde %60-70 kalite problemlerinin %60 olduğunu gösteriyor.
PCB bakır üretim satırı PCB kaliteli kontrol marka komponentleri
Çıkıcı yapıştırıcı bastırma şartları böyle:
1. Uygulaştırılmış solder yapıştığı miktarı eşit ve uyumlu olmalı, solder yapıştığı örnek açık olmalı, yakın örnekler yapıştırmamalı ve solder yapıştığı örnek patlaması örnekle uyumlu olmalı ve yanlış yapılamamalı.
2. Normal koşullarda, bir bölge boyunca sol pastasının miktarı 0,8mg/mm2 olmalı, ve kısa sürü komponentler için 0,5mg/mm2 olmalı.
3. Solder pastası bastıktan sonra ciddi bir yıkım olmamalı, kenarlar temiz olmamalı ve altının yüzeyi solder pastası tarafından kirlenmemeli.
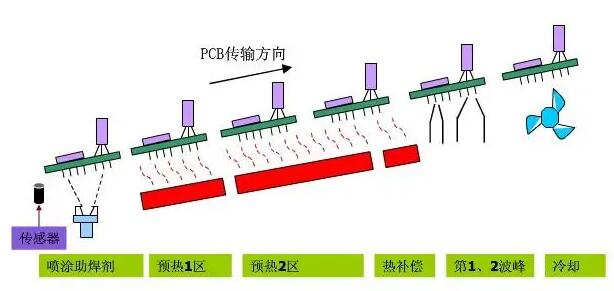
Solder yapıştırma yeniden profili

Solder pastasının fiziksel ve kimyasal özellikleri ve işlem özellikleri SMT çözümlerinin kalitesine doğrudan etkiler.
1. Solder pastasının seçimi
Solder pastasının bir sürü türü ve özellikleri var, ve aynı üreticisi bile, bağlı kompozisyonun, parçacık ölçüsü, viskozitliğin in farklılıkları var. Produktınız için uygun solder pastasının nasıl seçilmesi ürün kalitesine ve maliyetine büyük bir etkisi var. Nuode Electronics Co., Ltd. şimdi Loctite'i serbest solder pastasını seçer. Bu solder pastası için işlem deneylerini yaptık ve bastırılabiliğini teste ettik, kaldırılabiliğini, dikotropi, adhesion, ıslanılabiliğini ve solder ortak defekleri, kalanları, etc. analiz edildi. Bu solder pastası, şimdi PCBA kalitesi kontrolünün yerine geldiğini sağlayan, teknolojiye göre relativ büyüyen solder pastası.
2. Doğru kullanım ve çöplük yapıştırması
Solder pasta bir dikotropik sıvıdır. Solder pastasının bastırma performansı, solder pasta örneğinin kalitesi ve solder pastasının viskozitesi ve dikotropisi büyük bir ilişkisi var. Solder pastasının viskozitliği sadece alloy'un kütle yüzdesiyle bağlı değildir, alloy pulunun parçacık boyutuna ve parçacıkların formuna bağlı değildir. Ayrıca, sıcaklığıyla da bağlı. Hava sıcaklığındaki değişiklikler viskozitliğinde değişikliklere neden olur. Bu yüzden çevre sıcaklığını 23 derece Celsius±3 derece Celsius'a kontrol etmek en iyidir. Çünkü çoğu soluk pasta yazdırması havada çalıştığı için çevre yorumluluğu da soluk pastasının kalitesini etkileyecek, genelde relativ yorumluluğu RH45%~70%'de kontrol edilecek. Ayrıca, bastırma çözücüsü yapıştırma çalışmaları temiz, toz boş ve koroz olmayan gaz tutmalıdır. Şu anda toplantı yoğunluğu yükseliyor ve yazdırma zorlukları yükseliyor. Solder pastası doğru kullanılmalı ve depolanmalı. Ana ihtiyaçlar böyle:
1) 2~10 derece Celsius'a depolanmalı.
2) Kullanmadan önce (en azından 4 saat önce) buzdolabın yapıştığı yerden çıkarması ve solucu yapıştığı yerleştirmeyi engellemek için oda sıcaklığına ulaştıktan sonra konteyner kapısını açmak gerekiyor.
3) Kullanmadan önce, solder pastasını eşit olarak karıştırmak için çiçeksiz çelik karıştırıcı bıçak veya otomatik karıştırıcı kullanın. Elle karıştırırken, bir yönde karıştırılmalı. Makine ya da el karıştırma zamanı 3~5min.
4) Solder pastasını ekledikten sonra konteyner kapısı kapalı olmalı.
5) Yeniden dönüştürülen solder pastası temiz solder pastası için kullanılamaz. Eğer bastırma aralığı 1 saat aştıysa, solder yapışı örnekten sililmeli ve solder yapışı günlük kullanılan konteyneye yeniden dönüştürmeli.
6) Bastırmadan 4 saat içinde çözümlenmeyi reddettir.
7) Tahtayı temiz solder pastası ile tamir ettiğinde, eğer flux kullanılmazsa, solder bağlantıları alkol ile yıkmamalı, fakat eğer tahtını tamir ederken flux kullanılırsa, ısınmayan solder bağlantılarının dışında kalan flux her zaman silmeli, çünkü ısınmış flux korosif değildir.
8) Temizlenmesi gereken ürünler aynı günde temizlenmeli.
9) Çıkıcı yapıştığı ve patch operasyonlarını yaptığı zaman PCB kenarını tutmak veya PCB'nin kirlenmesini engellemek için ellekler giymek gerekir.
3. Müfettiş
Yazım çözücü yapışması SMT toplantısının kalitesini sağlamak için anahtar bir süreç olduğundan dolayı, basılı solder yapışmasının kalitesi kesinlikle kontrol edilmeli. Müfettiş metodları genellikle görsel denetim ve SPI denetimleri içeriyor. Görsel denetim için, mikroskop denetimi ile bardak 2~5 kere büyütecek veya 3.5~20'yi kullanın ve kısa uzay için SPI (Solder Paste Inspection Machine) kullanın. Müfettiş standartları IPC standartlarına uygun uygulanıyor.