современные электронные продукты, requiring high-density assembly of circuit boards. It is a historical necessity to replace through-hole insertion (THT) with surface mounting (SMT). поэтому, printed board technology is rapidly moving towards high-density and multilayering. развитие. The reasonable design of printed boards is the key to SMT technology, гарантия качества процесса SMT, and helps to improve production efficiency. This article describes some manufacturing process issues that need to be considered when designing surface mount PCBs, and provides a reference for PCB designers.
Введение
производство электроники, with the miniaturization and complexity of products, плотность монтажа платы, and the new generation of SMT assembly process that has been produced and widely used accordingly requires designers to Consider manufacturability. если учесть недостатки в проектировании, то это может привести к снижению производительности, it is necessary to modify the design, Это неизбежно продлит время введения продукции и увеличит стоимость введения продукции, even if the PCB layout is slightly changed, печатные платы и экран печати SMT, стоимость платы составляет тысячи или даже десятки тысяч юаней, аналоговая схема даже нуждается в повторной отладке. The delay in the introduction time may cause the company to miss good opportunities in the market and be strategically at a very disadvantageous position.
2. элементы, рассмотренные при проектировании PCB
проектная возможность PCB разделена на две категории, one refers to the processing technology of the production of printed circuit boards; the other refers to the assembly technology of the circuit and structural components and the printed circuit board.

О технологии обработки печатных плат, the general PCB manufacturer, в силу своих производственных возможностей, will provide designers with relevant requirements in great detail, Это лучше на практике. According to the author It is understood that the second category that has not received enough attention in practice is the manufacturability design for модуль PCBA. основное внимание в данной работе уделяется также вопросам, которые конструкторы должны учитывать на этапе проектирования PCB.
конструируемость модуль PCBA Конструкторы PCB должны на ранних этапах проектирования PCB рассмотреть следующие вопросы:
2.1 надлежащий выбор метода сборки и компоновки компонентов
Выбор метода сборки и компоновки компонентов является очень важным аспектом конструкции PCB и оказывает значительное влияние на эффективность сборки, стоимость и качество продукции. На самом деле автор уже подвергался воздействию значительного числа ПХД и принял во внимание ряд весьма основополагающих принципов. есть и недостатки.
1) Выбор правильного метода сборки
в целом, для различной плотности сборки PCB рекомендуются следующие методы сборки:
как инженер - конструктор схемы, вы должны правильно понимать процесс сборки PCB, чтобы избежать некоторых принципиальных ошибок. при выборе способа сборки, а также с учетом плотности упаковки и сложности монтажа PCB, необходимо учитывать и обычный технологический процесс, основанный на этом методе сборки, и уровень собственного технологического оборудования компании. если у компании нет более совершенной технологии волновой сварки, то выбор пятого способа сборки в таблице выше может вызвать много проблем для себя. Следует также отметить, что если вы планируете внедрить технологию сварки гребней волны на поверхности сварки, то вам следует избегать размещения SMD на поверхности сварки, что усложняет процесс.
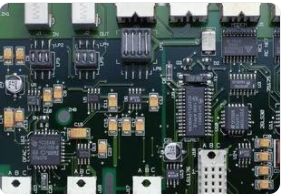
(2) компоновка компонентов
The layout of the components on the PCB has a very important impact on production efficiency and cost, является важным показателем для измерения возможности установки PCB. Вообще говоря, the components are arranged as evenly, по мере возможности регулярно и аккуратно, and arranged in the same direction and polarity distribution. обычный порядок, is helpful to increase the patch/скорость модуля, равномерное распределение способствует оптимизации процессов теплоотвода и сварки. On the other hand, для упрощения процесса, PCB designers must always know that on any side of the PCB, метод комбинированной сварки только при обратном течении и пике волны. особенно примечательно, что, когда поверхностный дистрибутив компонентов PCB имеет более плотное SMD.
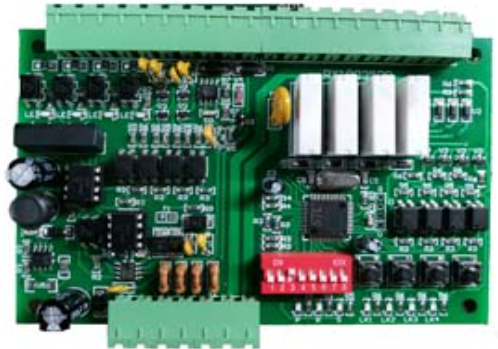
2.2 на PCB должны быть установлены зажимные края, установочные знаки и технологические отверстия, необходимые для автоматизации производства.
сборка PCBA является одной из наиболее автоматизированных отраслей в настоящее время. автоматизация производства требует автоматической передачи PCB. для этого требуется направление передачи PCB (обычно длинное боковое направление), чтобы не менее 3 - 5 мм широкий зажим края облегчает автоматическую передачу и предотвращает сборку компонентов вблизи края платы из - за зажима.
В настоящее время широко используются оптические установки для определения местоположения, которые требуют, чтобы ПКБ обеспечивала оптическую систему опознавания по меньшей мере двумя - тремя маркерами местоположения для точного определения панелей PCB и исправления ошибок обработки PCB. в обычных маркерах местоположения две метки должны быть распределены по диагонали PCB. обычно используется стандартная графика, например сплошная круглая прокладка. для облегчения распознавания маркировочных знаков вокруг должна быть открытая зона, не имеющая других характеристик цепи или маркировки. лучше всего размер не меньше указанного диаметра. Отметьте расстояние до края платы 5 мм. выше рисунок.
в процессе производства самой PCB, а также в процессе сборки полуавтоматических модулей и испытаний ICT PCB должен предоставить два - три отверстия для определения местоположения на углу.
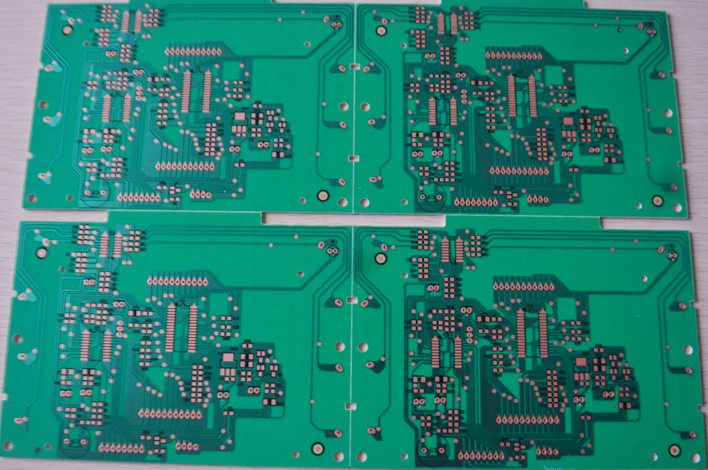
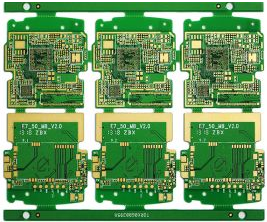
2.3 рациональное использование головоломки, повышение эффективности и гибкости производства.
при сборке PCB, there are many restrictions. поэтому, the method of splicing several small PCBs into PCBs of suitable size is generally used for assembly, Как показано на диаграмме 5. Generally, для PCB с односторонним размером менее 150 мм, you can consider using the boarding method. через два, three, четыре, etc., большие размеры PCB могут быть собраны в нужном диапазоне обработки, usually 150mm~250mm in width and 250mm~350mm in length. PCB - более подходящий размер для автоматизированной сборки.
The above are some of the main principles that should be considered when designing PCBs. объектно - ориентированное проектирование PCB модуль PCBA, there are still quite a few detailed requirements.