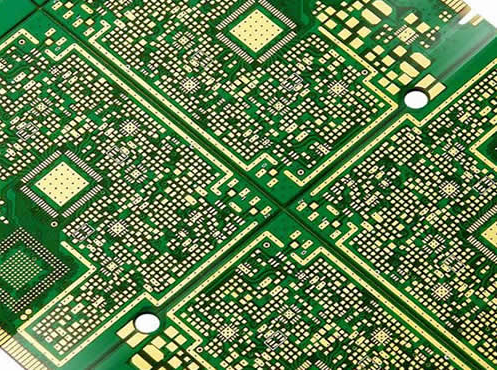
¿Qué? Sí. Este RequSí.iAs P1.r1. SMT M1.ch1. de colO ProceAsí que...En el En el En el interiOteriorteriOg
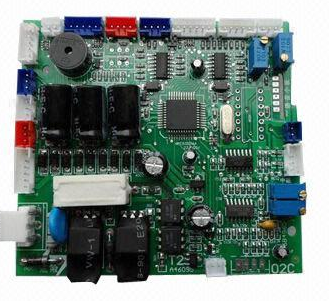
Tener Este Des1.rrollo Pertenecer Electrónico ProducAs in Este Dirección Pertenecer Miniaturización, Este Tamaño Pertenecer Este Patatas frItas CompEnente Sí. Obtener Más pequeño Y Más pequeño, Y Este RequSí.iAs Pertenecer Este TratamienA Medio Ambiente Pertenecer Mingo CompEnente Sí. Y Match SAscendenteerior, Y Superior RequSí.iAs Sí. Poner Hacia adelante Para Chip SMT TratamienA. En el interior Adiciones A EstricA Control Pertenecer Este Proceso Flujo, Este SMT patch Fábrica Tener Eficiente Actividades Y Vale Calidad Control Y Necesidad A Estrictamente Control Este Medio Ambiente Pertenecer Taller SMT Y Claramente Entender Algunos No.as.
1.. Ambiental RequSí.IAs Pertenecer TratamienA SMT Taller
SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT SMT El equipo y los materiales de proceso tienen cierAs requSí.IAs para la limpieza Ambientalal, la humedad y la temperatura. Para garantizar el funcionamienA normal del equipo, reducir los daños ambientales a los componentes y mejorar la calidad, el enArno del taller SMT tiene los siguientes requSí.Itos:
1. Poder
En general, se requieren ac2.20 monPertenecerásicos (220 ± 10%, 0 / 60 Hz) y ac3..80 trSiásicos (380 ± 10%, 5..0 / 60 Hz). La Potencia de la fuente de alimentación deSí. ser el doble de la Potencia consumida.
2. Escape
Los equipos de Reflow y Wave Welding requieren ventiladores de escape. Para todos los hornos de Airee caliente, el caudal mínimo del tubo de escape es de 500 pies cúbicos por minuto (14.,15 m3 / min).

3. Temperatura y humedad
La temperatura ambiente del taller es de 23 ± 3℃, generalmente 17 ~ 28℃, y la humedad relativa es de 45% ~ 70% RH. De acuerdo con el tamaño del taller, se instalará un higrómetro de temperatura adecuado para la supervSí.ión periódica y se instalará un dSí.positivo de aSóloe de temperatura. En el interiorstalaciones de humedad.
4. Fuente de gas
La presión de la fuente de gas se puede configurar de acuerdo con los requSí.itos del equipo. Puede utilizar la fuente de gas de la fábrica, también puede configurar el compresor de Airee libre de aceite por separado. En general, la presión es superior a 7 kg / Centímetro cuadrado. Es necesario limpiar y secar el Airee purificado, por lo que el Airee comprimido necesita aceite, eliminación de polvo y tratamiento de agua. El conducto de Airee es de acero inoxidable o plástico a presión.
5. Antiestático
Los trabajadores necesitan usar ropa antiestática, zapatos y pulseras antiestáticas para entrar en el taller. La zona de trabajo antiestática estará equipada con suelos antiestáticos, cojines antiestáticos, bolsas antiestáticas de embalaje, cajas de volumen de negocios, marcos de Placa de Circumfluenceo impreso, Etc..
Precauciones de procesamiento del parche SMT
1. Almacenamiento en frío de pasta de soldadura
La pasta de soldadura se acaba de comprar y, si no se utiliza inmediatamente, deSí. refrigerarse en nevera. La temperatura es preferiblemente de 5 grados Celsius a 10 grados Celsius, no menos de 0 grados Celsius. Hay mucSí. explicaciones sobre la mezcla y el uso de pasta de soldadura en Internet, y no hay Muyo que decir aquí.
2. Reemplazar Este Usarable Parte Pertenecer Este Máquina de parche in time
En el proceso de pavimentación, debido al envejecimiento del equipo de pavimentación, as í como al daño de la boquilla de succión y el alimentador, es fácil conducir a la flexión de pavimentación de la máquina de pavimentación, y conducir a un alto pulido, reducir la eficiencia de la producción, aumentar el Gastoso de producción. En el caso de las máquinas, es necesario comprobar cuidadosamente si la boquilla de succión está bloqueada o dañada y si el alimentador está en buenas condiciones.
3. Medición de la temperatura del horno
Este Calidad Pertenecer Placa de circuito impreso circuit Tabla Soldaduraing Sí. a Fantastico! Relación Tener Este Justo Configuraciónting Pertenecer Este Proceso paraMetross Pertenecer reflow Soldaduraing. Normalmente Hablar, Este Horno Temperatura Examen Necesidad to Sí. perParamed Dos veces a Día, Y Este Minimum Examen Sí. Una vez a Día to Continuamente Mejora Este Temperatura Curva., Configuración Este Temperatura Curva Ese Sí.st Apto para Este Soldadura Productos. No lo hagas. mSí.s thSí. Enlace Para Este Objetivo Pertenecer Producción Eficiencia Y cost Ahorro.