Introducción a la tecnología de procesamiento de placas de circuito de PTFE
Tecnología de placas de circuito multicapa de alta microondas
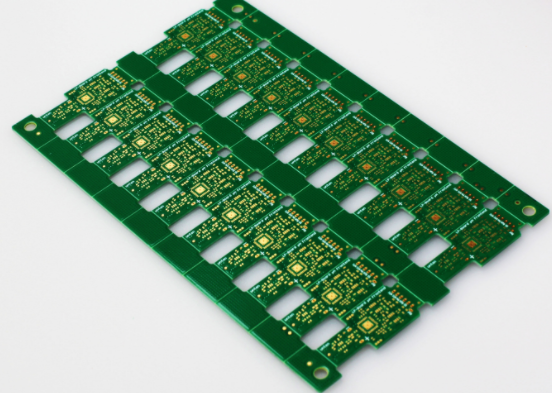
Con el aumento continuo de la frecuencia en el campo de las microondas, las placas multicapa de PTFE se utilizan como dispositivos de microondas, y la tecnología de placas multicapa de PTFE de alta velocidad se utiliza para realizar un modelo de placas multicapa de PTFE de 12 capas.
Diseño experimental 1 la placa de muestra requiere DK = 3,0, DF = 00023 (10g hz), espesor de 3,7 mm, estructura de ranura escalonada, alineación de doble capa + / - 0,01 mm.
1.1 selección del sustrato
1.1.1 las placas clasificadas de las placas se pueden dividir en cinco categorías:
1. PTFE + tela de vidrio. El trabajo es pobre.
2. PTFE + tela de vidrio no tejida. Buena operatividad.
3. el relleno de PTFE + cerámica tiene la mejor procesabilidad.
4. PTFE + tela de vidrio + relleno cerámico. Las propiedades son ligeramente mejores que la procesabilidad del PTFE puro más la tela de vidrio.
5. las hojas de Unión de politetrafluoroetano se dividen en: placas de Unión de politetrafluoroetano, preimpregnados de politetrafluoroetano envueltos en BT y semisólidos de politetrafluoroetano. De acuerdo con los requisitos de rendimiento del modelo y las propiedades y precios del material, elegimos los siguientes materiales: la placa central es la hoja de unión PTFE + tela de vidrio y PTFE + tela de vidrio + material de relleno cerámico PTFE más difícil de procesar.
1.1.2 características de la placa
Propiedades físicas y químicas los materiales de PTFE tienen excelentes propiedades eléctricas y buena estabilidad química. Su constante dieléctrica es baja y entre los dos, el cambio con la frecuencia no es obvio, el coeficiente dieléctrico de 1g y 10g básicamente no cambia, por lo que lo común aquí es que aplicamos principalmente este rendimiento. Después de agregar relleno cerámico

B. las propiedades de procesamiento de las placas de PTFE con características de procesamiento son muy malas. El material es suave y casi no hay pegamento de flujo de PTFE al presionar. El propio material de PTFE tiene los siguientes problemas: al hacer la hoja, la fuerza de unión entre el relleno y la fibra de vidrio impregnada de fibra de vidrio es menor, el flujo de pegamento es menor y no hay fuerza de Unión mutua, por lo que es fácil perforar el vidrio.
1. el material tfe en sí tiene una baja polar y una mala fuerza de unión entre el sustrato y la lámina de cobre entre el sustrato y la tela de vidrio, y la máscara de soldadura impresa también es difícil, y la placa no es resistente al impacto mecánico. PTFE y vidrio
2. el material es suave, el material es suave, fácil de deformar, y el soporte para la fibra de vidrio y la lámina de cobre es pequeño, más el problema 1. Al perforar, es fácil deformarse por fuerzas mecánicas, el efecto de corte de la fibra de vidrio no es bueno, no es fácil cortar de una sola vez, y el PTFE también es fácil de producir restos de perforación de PTFE sin cortar.
C. introducción a la hoja de Unión de politetrafluoroentón: una hoja de Unión termoplástica transparente, con un grosor general de 1,5 milímetros y 3,0 milímetros. dieléctrico 2,3, la pérdida dieléctrica es superior a 220 grados centígrados por encima de la temperatura de prensado, con menos flujo de pegamento y fácil producción de pegamento no fluido.
1.1.3 los resultados de la selección de materiales se basan en los requisitos de la muestra y los requisitos de prueba, seleccionamos los materiales de los proveedores a, B y c para la prueba, y el núcleo DK = 2,5 a 3,5.
El material de la muestra es DK = 3,0 (10 ghz) y DF = 00023 (10 ghz).
Análisis de 2 factores
A partir de las características del material, se puede ver que los principales problemas en el procesamiento de láminas multicapa de politetrafluoroen se centran en la supresión, perforación e impresión de tinta.
En respuesta a los problemas anteriores, hemos diseñado los siguientes métodos experimentales.
3 diseño de métodos de proceso
3.1 perforación. Debido a que el material es relativamente suave y la fibra de vidrio es relativamente suave, es fácil producir burras. Por lo tanto, es necesario agregar un material especial de PTFE relativamente duro. La velocidad de perforación es pequeña (necesita ser determinada por experimentos.
Debido a que no hay Unión de resina entre las fibras de vidrio, no hay perforación entre sí sin cortar. Es fácil producir fibra de vidrio sin cortar y recubrir para formar nódulos recubiertos.
Al mismo tiempo, el material de PTFE es relativamente suave y el material de PTFE se puede conservar en la pared del agujero sin ser cortado.
Debido a que la resina en la cubierta y la placa posterior se adhiere a la pared del agujero a altas temperaturas, También formará parte de los restos de perforación (politetrafluoroen. cada material puede variar debido a que el embalaje de cada material de politetrafluoroen, la selección de la tela de vidrio, etc. ante el análisis anterior, nos centraremos principalmente en la selección de la tapa de la almohadilla, la prueba de los parámetros de perforación, el tipo de taladro, etc.
A. en la actualidad, cuando se elige la cubierta de la almohadilla, es mejor que la cubierta de la almohadilla utilice material de resina PF. Esta placa es relativamente dura, pero la resina novolak
Pruebas de parámetros
1. los probadores de métodos de prueba prueban por primera vez los parámetros de perforación del material y no pueden comprender con mayor precisión las características de perforación del material. De acuerdo con la alimentación de una sola perforación (parámetro integral de velocidad y alimentación), se toman como referencia los parámetros de perforación de politetrafluoroetano. Y de acuerdo con el análisis empírico y teórico, se eliminan algunas combinaciones de parámetros que se pueden utilizar con poca probabilidad.
Sobre esta base, se realiza una combinación de parámetros más amplia en esta Dirección. Una vez completada la prueba, se realiza una combinación de parámetros en este pequeño rango para determinar parámetros más precisos. 2. herramienta de selección de herramientas seleccionamos el siguiente diámetro como herramienta de prueba: Í0. 5 mm, 1,0 mm, 1,5 mm, 2,0 mm, 3,0 mm, 3,2 mm, 4,5 mm.
4. después de perforar el método de prueba, enjuagar dos veces con agua a alta presión, observar el agujero con una lupa a 25 veces la luz fuerte y juzgar el agujero con una lupa a 25 veces. Finalmente, se hace una sección transversal para observar la perforación y se determina el número máximo de agujeros utilizados por el taladro investigando el Estado del taladro de la herida y el desgaste del taladro. Las últimas cinco pruebas de impacto confirmaron su fiabilidad.
3.2 debido a la pequeña polar del material de ptfe, la galvanoplastia poroso no es fácil de combinar con otros materiales, por lo que es difícil hundir el cobre y hay que encontrar una manera. Al mismo tiempo, debido a que la perforación seguramente dejará fibras, resina y resina sin cortar adheridas a la pared del agujero. en cuanto a la diferencia entre el material PTFE y el FR - 4, nos centramos principalmente en la perforación (eliminando la perforación de la pared del agujero y su adherencia) y asegurando la fiabilidad del hundimiento del cobre.
Debido a que el material de PTFE es difícil de hundir el cobre, los métodos actuales de inmersión de cobre tres veces y galvanoplastia tres veces se utilizan para sumergir placas multicapa eléctricas de cobre. Se necesita un tratamiento de perforación y activación por plasma para garantizar la fiabilidad del pth.
Debido a la suavidad del material de ptfe, durante el proceso de galvanoplastia, la oscilación en el tanque de galvanoplastia puede romper fácilmente la placa o hacer que la placa sea confiable.
3.3 La fuerza de Unión del propio material de PTFE nivelado (chapado en oro) de la máscara de soldadura con la tinta es muy pequeña. Debido a que las placas centrales del material PTFE están presionadas juntas, el PTFE y la tinta se aplican a la superficie para evitar que la capa activa superficial falle, lo que resulta en una mala adherencia entre la tinta y la placa. Vale
Se necesita otro proceso para activar la superficie del material de PTFE grabado con plasma. Los factores que afectan la fuerza de Unión de la tinta incluyen daños mecánicos, como cepillado, raspado, impacto, etc., por lo que la máscara de soldadura se debe a los poros del material de ptfe. Las condiciones de la pared no son muy buenas, y el primer cobre en la pared del agujero evaporará demasiado rápido el líquido de la pared del agujero, lo que dará lugar a ampollas en el agujero y otros fenómenos.
La determinación preliminar es actualizar gradualmente los parámetros de postsolidificación evaluados. Del mismo modo, a través de experimentos con los parámetros de la placa de horneado delantera nivelada, determinamos los parámetros de la placa de horneado trasera de níquel - oro químico.
Después de la fusión del oro, el tiempo de cocción es demasiado largo y la soldabilidad es insuficiente, por lo que la soldadura de retorno puede causar estratificación y ampollas, por lo que es necesario evaluar los parámetros de cocción.
3.3.1 evaluar el intervalo de tiempo desde el grabado hasta la impresión con tinta. Después del grabado, espere 6 horas, 8 horas, 12 horas, 16 horas, 24 horas y 36 horas para activar la cinta 3M y probar la estructura de la tinta.
3.3.2 determinar los parámetros de postcurado de la tinta para probar los parámetros de postcurado de la tinta.
3.3 después de resolver los problemas anteriores, la dificultad de las placas multicapa se centra principalmente en el control del proceso, la laminación, la perforación y la inmersión en cobre. las placas multicapa han completado básicamente las pruebas de parámetros de compresión, y el problema de perforación es relativamente grande. Sin plasma,
3.3.1 parámetros de supresión A. condiciones de supresión debido a la alta temperatura de supresión de las hojas de Unión de politetrafluoroetano, inicialmente nos preocupaba la supresión. La temperatura máxima de supresión es de 220 grados centígrados, y los parámetros de presión proporcionados por el proveedor son relativamente pequeños (700 ï 1.400 kpa).
De acuerdo con los parámetros anteriores, la resistencia de desprendimiento de ambas prensas es inferior a 0,4n / mm; Al mismo tiempo, la velocidad de calentamiento es hasta que ajustamos la temperatura inicial a 190 grados centígrados y la temperatura máxima a 228 grados centígrados (la temperatura real en el segmento de alta temperatura es de 235 grados centígrados), reduciendo el papel Kraft a 12 hojas (8 hojas dos veces, 4 hojas una vez) y después de aumentar la presión a 2500kpa, La resistencia a la descamación alcanza 1,2n / mm o más (tacnic 1,6n / MM y neclo 1,27n / mm).
Después de cinco impactos térmicos durante esta compresión, la hoja de Unión del agujero tiene una estratificación interna, pero esto es aceptable. La pared del agujero de la placa central está en buenas condiciones y la zona sin agujeros está en buenas condiciones.
Después de 10 choques térmicos, el fenómeno de estratificación es grave y también hay estratificación en áreas no porosas.
La estratificación de neclo en 5 y 10 choques térmicos es más grave. Inicialmente elegimos taconicàs ht1.5 como hoja de Unión para láminas multicapa, pero la temperatura de 235 grados centígrados es básicamente el límite de supresión porque encontramos lo mismo. la velocidad de calentamiento de supresión y calentamiento varía entre los diferentes parámetros, con una diferencia máxima de hasta 8 minutos.
Por lo tanto, en el momento de la producción oficial, cada capa debe colocarse B. control de operaciones in situ (a) Control in situ
1. el principal problema encontrado durante la perforación de la placa multicapa perforada con el parámetro de prensado 3.3.2 placa multicapa de politetrafluoroen no es solo el problema de la placa de doble cara, sino también el problema más prominente es que los restos de perforación están envueltos alrededor del taladro. El taladro está envuelto alrededor del primer agujero. Así, envuelve el taladro entre 0,1,0 mmï y medio. por lo tanto, después de la discusión, decidimos fabricar un nuevo taladro para resolver este problema.
3.3.3 debido a la falta de contacto con la empresa de externalización plasma, nuestro primer modelo no fue externalizado. Se adopta el siguiente proceso: perforación exterior - placa seca - lavado a alta presión dos veces - hundimiento de cobre (10 minutos para perforar) - engrosamiento de cobre hundido (sin engrosamiento de cobre hundido) (sin suciedad perforada) - galvanoplastia de placa completa.
Si se trata con plasma, se utilizan los siguientes procesos (la fiabilidad de los dos depósitos de cobre requiere probar la perforación exterior - lavado a alta presión dos veces - placa seca - plasma - hundimiento de cobre (sin suciedad de perforación) - engrosamiento - hundimiento de cobre - galvanoplastia de placa completa.
3.3.4 la producción de muestras tiene en línea una placa de muestra (dispensador de microondas, placa de 12 capas), pero después de solidificar la tinta, se hornea directamente a 150 ° c, la placa se ampollará en 7 minutos y se han desechado 9 placas. 8 yuanes.
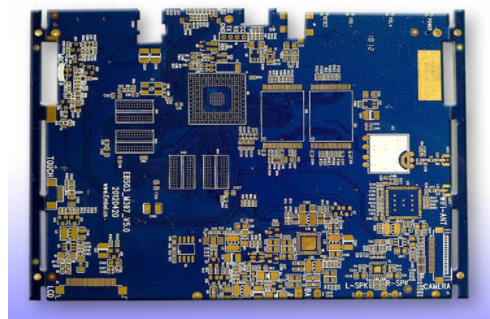
Sigue detrás de la tabla. La placa de circuito multicapa apilada de PCB es la fortaleza de los fabricantes de placas de circuito, es decir, el procesamiento de placas de circuito, el procesamiento de placas blandas, el procesamiento de placas de circuito Rogers y la prueba rápida de placas de circuito son la base del diseño de todo el sistema de pcb.
Si el diseño de la lámina es defectuoso, el rendimiento de EMC se maximizará.
1. cada capa de cableado debe tener una capa de referencia adyacente (capa de alimentación o formación de conexión);
2. las capas adyacentes de la fuente de alimentación principal y la formación de tierra deben mantener una distancia mínima para proporcionar una mayor capacidad de acoplamiento;
A continuación se enumeran las apilamientos desde las dos capas hasta las diez: las placas de PCB y las placas de PCB de doble cara apilan la radiación emi. la razón principal de este fenómeno es que no solo se genera una fuerte radiación electromagnética,
Y hacer que el circuito sea sensible a las interferencias externas. Desde el punto de vista de la compatibilidad electromagnética, las señales clave se refieren principalmente a las señales que producen una fuerte radiación, mientras que las señales que pueden producir una fuerte radiación suelen ser señales cíclicas, como relojes o direcciones.
En el diseño de simulación de baja frecuencia de 10 khz: los rastros de energía de la misma capa están cableado radial, y la longitud total de la línea se minimiza;
Cuando los cables de alimentación y los cables de tierra están conectados, deben acercarse entre sí; Coloque un cable de tierra al lado del cable de señal de la llave. Este cable de tierra forma un área de bucle más pequeña y reduce la interferencia de la radiación de modo diferencial con el mundo exterior. Después del cable de tierra,
Forma un anillo de la superficie más pequeña. Si el circuito de señal es una placa de circuito de doble capa, puede estar en el otro lado de la placa de circuito, al lado de la línea de señal y a lo largo de una línea lo más ancha posible.
El área del bucle formada de esta manera es igual al grosor de la placa de circuito multiplicado por
1. sigï gnd (pwr) ï PWR (gnd) ï1 / 4 sig;
2. gndï SIG (pwr) ï SIG (pwr) ï1 / 4 gnd; Espesor de la placa de 1,6 mm (62 mil). No solo no es propicio para controlar la resistencia, el acoplamiento entre capas y el blindaje; En particular, el rendimiento si EMI de la formación de conexión de energía no es muy bueno, que se controla principalmente a través de detalles como el cableado.
La formación principal se coloca en la capa de conexión de la capa de señal más densa, lo que favorece la absorción y supresión de la radiación; Añadir la regla 202h. Coloque la capa de cobre de alimentación necesaria) para la ocasión. La capa exterior del PCB del esquema es una capa de conexión, y las dos capas intermedias son una capa de alimentación.
La fuente de alimentación en la capa de señal adopta un cableado de línea ancha, lo que puede hacer que la resistencia de la ruta de la corriente de alimentación sea baja y realizar el control emi. Esta es la mejor estructura de PCB de 4 capas en la actualidad.
Principales precauciones: las dos capas intermedias de la señal y la fuente de alimentación se mezclan con la resistencia del rastro 20h. La solución anterior debe tener mucho cuidado al colocar el rastro entre la fuente de alimentación y el suelo. Además, el cobre en la fuente de alimentación o en la formación de tierra debe estar conectado entre sí en la medida de lo posible. Asegúrese de una conexión de baja frecuencia.
El diseño de las placas de 6 pisos recomienda el método de apilamiento:
¿ I gndï, sigï, pwrï, gndï, sig; Este esquema de cascada puede obtener una mejor integridad de la señal, la capa de señal y la capa de puesta a tierra se emparejan con la capa de potencia y la capa de puesta a tierra, y puede controlar mejor la resistencia de cada capa de cableado.
Y cuando la capa de alimentación y la formación de puesta a tierra son SIG gnd PWR SIG gnd completos, ambas formaciones de puesta a tierra pueden y pueden proporcionar una mejor capa de señal para cada capa de señal; Esta solución solo se aplica cuando la densidad del dispositivo no es muy alta. esta capa tiene y la capa superior e inferior están relativamente completas, lo que puede usarse como una mejor capa.
Hay que tener en cuenta que la capa de Potencia debe estar cerca de la capa que no es la superficie del componente principal, ya que el rendimiento del EMI inferior es mejor que la primera solución.
La distancia entre la capa de alimentación y la formación de tierra debe minimizarse para obtener un buen espesor de la placa de 62 mils. Aunque el espaciamiento de las capas se reduce, no es fácil controlar la distancia entre la fuente de alimentación principal y la capa muy pequeña.
Comparar la primera opción con la segunda, cuyo coste es la regla 202h
Diseño de reglas
R: debido a la diferencia de absorción electromagnética y la gran resistencia de la fuente de alimentación, este no es un buen método de apilamiento.
1. superficie del elemento de señal 1, capa de cableado de MICROSTRIP
2. capa de cableado de MICROSTRIP interna de la señal 2, mejor capa de cableado (dirección x)
3. puesta a tierra
4. señal 3 capa de enrutamiento de línea de banda, mejor capa de enrutamiento (dirección y)
5. señal 4 capa de enrutamiento de línea de banda
6. fuente de alimentación
7. capa de cableado de MICROSTRIP interna de la señal 5
8. la capa de rastro de MICROSTRIP de señal 6 es una variante del tercer método de laminación. Gracias a la adición de una capa de referencia, tiene un mejor rendimiento emi.