В данной рукописи представлены технологии упаковки COG (chip on glass) и COF (chip on flex). С развитием технологий упаковки высокой плотности технологии COG и COF получили широкое распространение в различных плоскопанельных дисплеях и персональных мобильных устройствах. Технологии COG и COF стали основными упаковочными технологиями, используемыми при производстве ЖК-дисплеев, благодаря высокой плотности, множеству входов/выходов и использованию в основном токопроводящего клея для упаковки.
[Ключевые слова: COG, COF, анизотропный проводящий клей, упаковка ЖК-дисплеев
1. Предисловие
Популяризация мобильных электронных изделий и дисплеев с большим экраном способствовала быстрому развитию технологий производства недорогих электронных изделий с высокой плотностью и высокой производительностью. Крупногабаритные электронные изделия, такие как ЖК-мониторы, ЖК-телевизоры, плазменные телевизоры, малые и средние электронные изделия, такие как мобильные телефоны, цифровые фотоаппараты, цифровые видеокамеры и другие изделия 3С, имеют тенденцию к легкости, тонкости и малогабаритности. Это требует высокой плотности и малых размеров. Для удовлетворения этих потребностей необходимо новое поколение упаковочных технологий, которые можно свободно устанавливать. В связи с этим технологии COG и COF получили бурное развитие, став основной формой упаковки драйверных ИС для плоскопанельных дисплеев, таких как LCD и PDP, а затем превратившись в важную часть этих дисплейных модулей. В то же время, благодаря технологии упаковки на основе анизотропного проводящего клея, области ее применения быстро расширяются, и она нашла применение в радиометках, медицинском электронном оборудовании, мобильных персональных электронных устройствах и других микроэлектронных изделиях.
2. Структура COG и COF
Полное название COG - chip on glass, а на китайском языке эта технология называется chip on glass. Она предусматривает непосредственную инкапсуляцию ИС на стекло с помощью анизотропного проводящего клея (ACF) и обеспечивает соединение и инкапсуляцию проводящих шишек ИС и прозрачных проводящих площадок ITO на стекле. Полное название COF - chip on flex или chip on film, что в переводе с китайского означает "чиповая технология на гибких подложках", а также технология сборки на мягких пленках. Как и в технологии COG, микросхема ИС упаковывается непосредственно на гибкую печатную плату для достижения таких целей, как высокая плотность упаковки, снижение массы, уменьшение объема, свобода сгибания и установки.
Если ИС, гибкая подложка, стеклянная панель, печатная плата и другие пассивные компоненты (конденсаторы, резисторы и т.д.) соединены соответствующим образом (например, ИС непосредственно соединена со стеклянной панелью через ACF, или гибкая подложка, ИС и стеклянная панель используют ACF), то гибкая подложка и пассивные компоненты могут быть соединены традиционной пайкой, а гибкая подложка и печатная плата - традиционной пайкой или заглушками), образуя дисплейный модуль с COG или COF упаковкой.
В COG- и COF-упаковке для соединения ИС со стеклянной или гибкой подложкой в основном используется анизотропный проводящий клей, а сама ИС имеет структуру флип-чипа. Технология бампинга на флип-чипе и технология бампинга на подложке будут подробно рассмотрены в последующих специальных статьях. Ниже в основном представлены основные технологии производства гибких подложек и технологии изготовления межсоединений ACF.

3. Производство тонких микросхем на гибких подложках
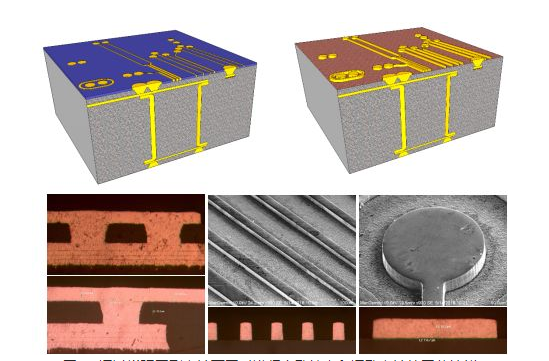
По мере увеличения плотности размещения дисплеев требуется значительное увеличение ввода/вывода микросхем драйверов, а шаг между выводными площадками стал меньше 30 мкм. Поэтому возрастают требования к тонким схемам гибких подложек, увеличивается шаг между соединительными площадками. Оно достигло 15 мкм и продолжает уменьшаться. Поэтому технология изготовления гибких печатных плат оказалась в центре внимания исследователей. В настоящее время производство тонких схем на гибких подложках включает в себя в основном субтрактивный, полуаддитивный и аддитивный методы.
(1) Метод субтрактивного слоя
Метод субтрактивного слоя является основным методом традиционного производства FPC. Он заключается в наклеивании слоя сухой пленки фоточувствительного резиста или нанесении слоя жидкого фоточувствительного резиста на FCCL, а затем в экспонировании, проявке, травлении, зачистке и, наконец, формировании требуемого рисунка схемы. Шаг ширины линии, который может быть достигнут субтрактивным методом, тесно связан с разрешением слоя фоторезиста. Разрешающая способность слоя фоточувствительного резиста определяется его толщиной. Чем меньше толщина, тем более тонкий рисунок можно сформировать на слое фоторезиста. Это связано с тем, что при прохождении через слой резиста свет рассеивается. Чем толще слой резиста, тем больше степень рассеяния и тем больше погрешность формируемой линии. Для получения линии шириной менее 50 мкм толщина сухой пленки должна быть менее 20 мкм, но изготовить слишком тонкую сухую пленку очень сложно, поэтому люди охотнее используют процесс мокрой пленки, которая тоньше сухой и может контролироваться самостоятельно. Компания может даже использовать валик для нанесения жидкого фоторезиста, чтобы получить мокрую пленку толщиной 5 мкм. Однако слишком тонкая мокрая пленка неизбежно будет иметь такие дефекты, как проколы, пузыри, царапины, а ее однородность не так хороша, как у сухой пленки, поэтому в краткосрочной перспективе она не может заменить сухую пленку. В силу вышеуказанных причин, а также неизбежного явления бокового травления при травлении, предельная ширина линии при использовании субтрактивного метода составляет 20 мкм. Если вы хотите получить более тонкую схему, необходимо использовать более тонкую медную фольгу толщиной 9, 5 или даже 3 мкм, чтобы максимально сократить время травления, уменьшить боковую коррозию и получить тонкие линии. Однако такие толстые медные фольги и соответствующие процессы все еще находятся в стадии эксперимента и не могут быть использованы в массовом производстве. LCD
(2) Метод полуаддитивного слоя
Если необходимо создать более тонкую схему, можно рассмотреть возможность использования метода полуаддитивных слоев. Это .
В качестве базового материала для полуаддитивного метода чаще всего используется медная фольга толщиной 5 мкм, иногда может применяться обычная медная фольга после ее утончения путем травления [9]. В этом методе рассеяние света не оказывает негативного влияния на рисунок схемы, и для получения схемы толщиной менее 20 мкм можно использовать более толстый слой резиста.
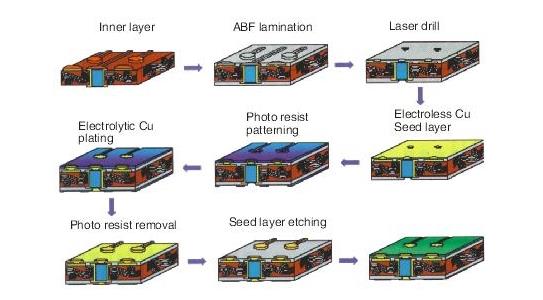
(3) Метод добавочного слоя
Метод присадочных слоев - это метод, при котором изолирующая подложка непосредственно обрабатывается для формирования рисунка схемы.
Причина напыления тонкого слоя Cr между ПИ и последующим медным слоем заключается в увеличении силы сцепления между ПИ и медным слоем и предотвращении отслаивания последующего медного слоя. Этот метод позволяет получать самые тонкие из существующих на сегодняшний день схем с расстоянием между линиями до 3 мкм. Еще одним преимуществом данного метода является возможность использования толстой фоточувствительной сухой пленки для увеличения толщины схемы, например, отношение толщины к ширине в 8 раз, что позволяет подавить увеличение сопротивления постоянному току (R) при доработке схемы. Однако этот метод требует использования оборудования для производства полупроводников, а сам процесс сложен, и стоимость его относительно высока.
4. Технология соединения микросхемы и подложки
В настоящее время технологии соединения гибких подложек и ИС включают в себя, в основном, соединение на основе эвтектики Au-Sn, соединение на основе анизотропного проводящего клея и соединение на основе непроводящего клея.
(1) Процесс эвтектического соединения золота и олова
В этом методе золотые бугорки на микросхеме ИС и внутренние выводы FPC, покрытые оловом, образуют на контактной поверхности эвтектику золото-олово под воздействием нагрева и давления для достижения цели соединения. Температура пайки при этом методе должна быть выше температуры образования золото-оловянной эвтектики (325-330°C), что является серьезным испытанием для термостойкости подложки. Кроме того, трудно уловить правильную температуру сварки. Когда температура соединительной части относительно низкая, формирование эвтектики внутреннего вывода оказывается недостаточным, что приводит к обрыву внутреннего вывода. Однако если температура соединительной части слишком высока, сварочный инструмент будет подниматься и выходить, пока эвтектика золото-олово еще находится в расплавленном состоянии, что легко приведет к возникновению обрыва внутреннего вывода. Кроме того, при низкой температуре и большой толщине оловянного покрытия на внутренних выводах олово не будет поглощаться золотом (не образуется эвтектика), что приведет к короткому замыканию и утечке. Очень важно выбрать подходящую температуру, и в настоящее время чаще всего используется температура 400 градусов Цельсия.
Для удовлетворения потребностей в соединении с более узким шагом были проведены исследования и разработан процесс горячего сжатия золотых контактов с использованием механизмов диффузии металлов для образования локальных металлических связей. Однако, поскольку температура плавления золота достаточно высока, для образования диффузии при соединении золота с золотом требуется более высокая температура и более длительное время, чем при соединении золота с оловом. В это время деформация подложки может быть очень серьезной. Однако использование технологии сварки с ультразвуковым сопровождением и технологии плазменной очистки поверхности позволяет эффективно снизить температуру, необходимую для сварки. В промышленности принято считать, что эвтектический процесс может удовлетворять требованиям к расстоянию между линиями соединений более 20 мм, в противном случае возможно возникновение коротких замыканий.
(2) Процесс соединения анизотропной проводящей адгезивной пленки (ACF)
Материал ACF состоит из мелких металлических частиц или пластиковых сфер с металлическим покрытием, диспергированных в смоле, и существует в виде пленки в состоянии B-стадии. После приклеивания ACF между выводами ИС и схемой на подложке необходимо использовать соответствующее давление, температуру и время, чтобы смола потекла и проводящие частицы связались с выводами и схемой на подложке для достижения электрической проводимости. В то же время, благодаря выбору соответствующего размера проводящих частиц и количества добавок, неровности и неровности не могут контактировать друг с другом для достижения анизотропных характеристик проводимости.
На рынке представлены различные типы АКФ, но наиболее часто используются позолоченные пластиковые гранулы диаметром 3-5 мкм, которые формируются путем диспергирования в системе термореактивной эпоксидной смолы с плотностью 40 000-60 000 шт/мм2. При отверждении и усадке эпоксидной смолы после горячего прессования обеспечивается хорошая прочность связи между бампами ИС и схемой подложки, проводящие частицы сжимаются и деформируются, в результате чего под действием упругих сил происходит более тесный контакт проводящих частиц с верхней и нижней границами раздела, и проводимость становится лучше. Более того, поскольку проводящие частицы эластичны, даже если поверхность соединения не очень плоская, разница давлений, создаваемая проводящими частицами, может быть компенсирована силой упругости проводящих частиц. Однако при использовании ACF возникают проблемы с коротким замыканием из-за проводящих частиц, а слишком малая ширина линии приводит к тому, что на контактах может быть захвачено очень мало проводящих частиц, что делает его неспособным справиться с соединениями ИС с шагом ширины линии менее 17 мкм. Электрическая надежность ACF-соединения не столь высока, как у эвтектического процесса. При последующей пайке паяльником оно также может деформироваться под воздействием термических напряжений, что приводит к снижению электропроводности или даже к обрыву цепи. Тем не менее, при условии соблюдения различных параметров процесса склеивания АКФ (температура сжатия, давление, время, скорость нагрева и т.д.) надежность АКФ может полностью соответствовать предъявляемым требованиям. Кроме того, процесс ACF отличается низкой температурой прессования (менее 200°C), простотой обработки, высоким выходом и экологической безопасностью. Он стал основным методом соединения COG и COF. В то же время ACF является основным способом соединения гибких подложек и стеклянных панелей.
(3) Процесс соединения с помощью непроводящего клея (NCA)
Метод соединения NCA в основном опирается на прямой контакт между микросхемой и электродами с обеих сторон подложки для достижения электрической проводимости, при этом цель NCA - завершить обжим электродов за счет отверждения и усадки смолы и использовать механические свойства смолы для поддержания контакта и проводимости между электродами. Необходима сила прижатия. Роль материала NCA заключается в обеспечении силы прижатия между шишками и непрямыми точками схемы подложки, а также в защите контактов и поддержании хорошей надежности. Поэтому материал должен обладать следующими характеристиками: хорошими механическими и физическими свойствами, включая высокую Tg, высокий модуль упругости, высокую усадку и низкий коэффициент теплового расширения; хорошим смачивающим эффектом, влагозащитными свойствами, адгезионными свойствами и ударопрочностью; возможностью отверждения за короткое время при высокой температуре (20 с, 150 ~ 250 градусов Цельсия); отличными электроизоляционными свойствами. Процесс NCA совместим с процессом ACF, достаточно добавить электроадгезивный блок перед выравнивающим оборудованием. В процессе NCA неровности и цепь подложки находятся в непосредственном механическом контакте, и вероятность бокового короткого замыкания очень мала. Поэтому NCA может работать с соединениями ИС (17 мкм и менее), которые меньше предельного шага эвтектического и ACF-процессов. Однако NCA предъявляет более высокие требования к материалам, чем ACF. Например, должна быть обеспечена хорошая плоскостность высоты бампа микросхемы, поверхность подложки должна быть очень плоской, материал основы должен обладать повышенной стабильностью размеров, а соединительные линии должны быть гальванически покрыты золотом, чтобы избежать образования оксидных слоев. Надежность соединений NCA еще не изучена. Эти факторы ограничивают применение NCA, из-за чего он временно не может стать основным технологическим процессом.
Заключение
С развитием технологий упаковки высокой плотности COG- и COF-технологии получили широкое распространение в различных плоскопанельных дисплеях и персональных мобильных устройствах. Технологии COG и COF стали основной формой упаковки ИС драйверов ЖК-дисплеев благодаря их многочисленным преимуществам, таким как высокая плотность, множество входов/выходов и преимущественное использование токопроводящего клея для упаковки. COF - очень перспективная технология упаковки. Благодаря развитию технологии производства гибких схем, ее прочность на изгиб высока, можно добавлять пассивные компоненты, нет необходимости делать подвесные выводы, а коэффициент использования площади панели высок. В сочетании с технологией межсоединений ACF технология COF стала одним из видов упаковки с самой высокой плотностью упаковки на сегодняшний день. LCD