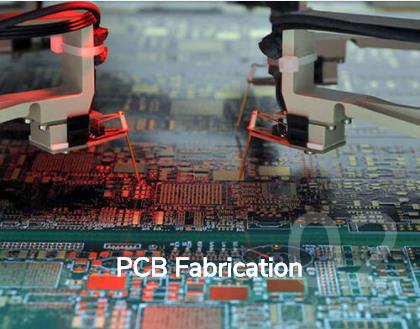
1. primera producción de prueba y soldadura de prueba
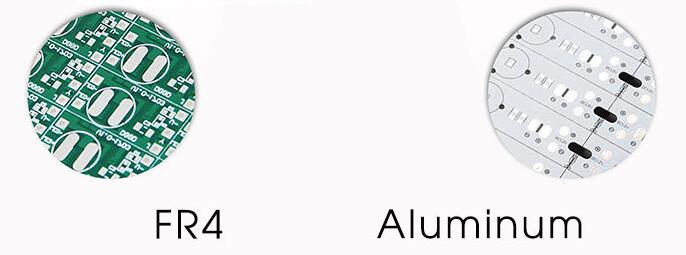
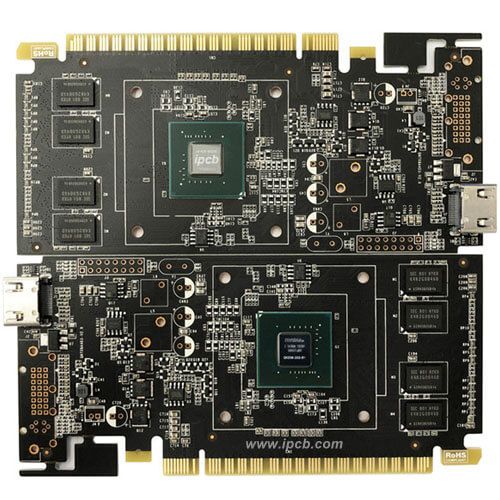
(1) estructura y soldadura posterior de fr4 PCB
En primer lugar, se fabricarán dos tipos de placas multicapa altas de 22 y 24 capas con placas FR - 4 endurecidas de alto Tg y dicy. Utilizando dos tipos de hornos de retorno, el blanco fue simulado 6 - 9 veces bajo dos curvas de retorno en forma de L.

(2) análisis de secciones microscópicas
Después de muchas soldadura trasera y múltiples explosiones de placas, se realizó un análisis de falla de la zona de explosión de placas. El siguiente es el descubrimiento de su parte equivalente.
(3) discusión
Después del primer retorno podemos ver varias lógicas representativas: si la temperatura sube demasiado rápido, la curva de retorno puede explotar fácilmente y no se sabe si el descenso excesivo de la temperatura está relacionado con la explosión. Además, el autor cree que la curva de retorno utilizada por la empresa fr4 PCB mencionada anteriormente no es realmente adecuada. Esta curva superior e inferior en línea recta sin absorción de calor en forma de silla de montar solo se aplica al retorno de placas de orden bajo y piezas simples. Para las capas múltiples complejas, se debe utilizar la curva de la Sección de absorción de calor en forma de silla de montar o silla de montar larga para que la placa esté en un Estado de temperatura uniforme dentro y fuera, y luego la soldadura se completa empujando rápidamente la temperatura máxima.
2. segunda producción de prueba y soldadura de prueba
Las placas de la segunda prueba se mezclan con diferentes placas de Dicy y endurecedores pn, y los resultados de esta prueba muestran que la resistencia al calor del tipo PN es realmente mejor que la de dicy. Al mismo tiempo, también se puede ver que los factores que afectan el estallido de la placa debido a la soldadura sin plomo son: el proceso de prensado, el horneado después de la prensado, la absorción de agua de la placa interna, la absorción de agua de la placa terminada y el grado de polimerización de resina. En el proceso de producción del PC fr4, las placas a utilizaron dos tipos de placas, el endurecimiento Dicy y el endurecimiento pn. aunque también se eligieron dos procesos de prensado diferentes, se encontró que tuvieron poco impacto en los resultados. Por el contrario, la cocción de las placas vacías antes de la soldadura tiene un impacto directo en el estallido de las placas. Las condiciones de cocción son de 125 à, un total de 24 horas. Ahora, la supervivencia de su placa después de la soldadura en la parte posterior sin plomo se ordenará en la parte posterior.
(1) discusión
Cuando el FR - 4 fue endurecido por dicy, su fenómeno de explosión se agrietó casi simultáneamente en todas las partes de toda la placa de acero, mientras que cuando el PN se endureció, el agrietamiento local solo se produjo en la zona poroso de la parte inferior del abdomen. Independientemente de si se hornea antes de la soldadura de la parte posterior, después de dos soldadura de la parte posterior, el endurecedor Dicy hará que la placa estalle. Sin embargo, los materiales endurecidos por PN y horneados antes de la soldadura pueden sobrevivir un 50% después de cuatro retornos. Los estudios han demostrado que debido a su gran polar y fácil absorción de agua, Dicy no es fácil pasar la prueba de estrés térmico. Sin embargo, la polaridad del PN es muy pequeña, la absorción de agua es muy baja y la cantidad añadida supera el 20% en peso. De hecho, cambia enormemente las propiedades lineales de la resina epoxi y tiene una resistencia estructural tridimensional de la resina novolak, por lo que no es fácil agrietarse a altas temperaturas.
3. tercera producción de prueba y soldadura de prueba
(1) preparación de la prueba
En las tres pruebas, todas las placas se cambiaron a endurecidas, especialmente el proceso de las placas de PCB se mejoró. Es decir, para mejorar la tasa de productos terminados de la soldadura posterior sin plomo, todas las placas interiores completadas se hornean deliberadamente a 110 a menos durante 3 horas, y las placas exteriores se hornean a 150 a menos durante 4 horas después de eliminar la escoria de pegamento. En cuanto al tratamiento de la superficie, las ocho placas de 22 capas están recubiertas de níquel - oro en lugar de enig. En esta ocasión, cada lote ha producido un total de seis lotes de 15 tablas de madera, seis de las cuales se hornean a una temperatura de 125 à durante otras 24 horas antes de regresar. Para la comparación, las otras seis tablas de madera no se Asan deliberadamente antes de regresar. Además, se extrajeron dos placas de cada uno de los dos lotes y se realizaron las siguientes pruebas: prueba de esfuerzo térmico de deriva de estaño, medición tg, prueba t260 / t288 y retorno simulado para restaurar la curva de soldadura 2. En este ensayo, se encontró que dos tipos de placas endurecidas PN fueron horneadas y no horneadas antes de la soldadura. Después de 12 soldadura simulada en la parte posterior, no se produjo ninguna explosión de la placa.
2) debate sobre los resultados
Se resumen y discuten los resultados de las pruebas de los seis lotes de placas anteriores: los seis lotes de placas endurecidas PN se pueden devolver a través de 12 simulaciones, independientemente de si se han horneado dos veces en el proceso de pcb. Tres métodos se utilizan para probar el tàt de tg1 y tg2 antes del retorno. Aunque se ha constatado que todavía hay una diferencia de 1 - 8 aàs por tàt, es cierto que su tàt se ha reducido mucho después de 12 retornos. Es decir, el grado de endurecimiento de la resina original es muy bueno, lo que está directamente relacionado con el proceso de prensado y el horneado después del prensado. Debido a que el tg2 sigue siendo superior al tg1, esto significa que la resina en la placa aún no se ha roto. La prueba t288 se realizó después de 12 soldaciones traseras y se encontró que los datos obtenidos no eran inferiores a las lecturas anteriores a la soldadura, lo que también puede explicarse como evidencia de que la resina no se rompió. Después de tres y seis blanqueamientos de estaño, todos pasaron la prueba, sin ampollas ni estallidos. Aunque también hay fluctuaciones en los anillos de los poros debido al desajuste del Cte y la contracción de la resina y la contracción del volumen en las rebanadas (no más del 20% de la longitud de los poros), estos son fenómenos inevitables debido al Alto calor. Mientras no haya microcracks en las rebanadas de las placas de PC fr4, generalmente pueden considerarse pequeños defectos aceptables.