Reemplazo de la unidad de soldadura de pico sin plomo de la placa de circuito
1. New xichi para evitar superar el límite máximo del 0,1% (peso) de plomo en las juntas de soldadura establecido en la Ley de la ue, o incluso un umbral más estricto para los clientes (por ejemplo, reducir el contenido de plomo al 0,05% (peso) y otras regulaciones internas, ¡¡ se recomienda cambiar la piscina de soldadura del alambre de pico a usar una nueva ranura de línea de producción para evitar completamente el plomo! Si se utiliza soldadura sac305, es mejor utilizar tanques de aleación de titanio y varios accesorios para reducir la erosión y fusión a la que se enfrentan los tanques de acero inoxidable (mp508 se formará a altas temperaturas a largo plazo), fesn, imc, pero si la soldadura es de estaño - cobre - níquel (sn99,3%, cu0,7%, ni0,02 - 0,05% en relación al peso), el acero inoxidable todavía está disponible porque la corrosividad se reduce considerablemente.
Para convertir el equipo de producción sin plomo para ahorrar costos, además de eliminar completamente la aleación original de estaño y plomo, es necesario agregar el estaño puro fundido original a la piscina fundida y continuar circulando durante más de una hora durante el funcionamiento normal simulado para tratar de disolver el plomo en varios callejones sin salida. Esta temperatura de funcionamiento del Estaño puro añadido al tanque de limpieza debe ser al menos 30 ° C superior a su punto de fusión para limpiar el tanque sin problemas antes de que el estaño puro pueda ser descargado después de su finalización. Tales operaciones de alta temperatura no solo son peligrosas, sino también extremadamente difíciles.

2. la temperatura de soldadura de pico sin plomo del alambre central de titanio es alta y el tiempo es largo. Cuando las piezas en la placa de circuito son demasiado grandes y pesadas, si solo se apoya el soporte de los dedos en ambos lados, es inevitable que la placa de circuito no se agrande. Suaviza y dobla hacia abajo en la zona central. Esta deformación de la depresión a menudo hace que las ondas de estaño fluyan hacia la parte superior de la placa (lado del componente), lo que hace que las ondas de estaño en la zona central sean más altas que los dos lados de la placa, e incluso la fusión de estaño regrese de la superficie de la placa. Entra en la zona de precalentamiento. Para mejorar, antes de precalentar y extenderse a la salida de la sección final de fundición, debe instalarse un alambre central de titanio especialmente utilizado como soporte para evitar hundimientos desde la sección del tanque de flujo para que la placa se mantenga continua durante el viaje. Animado por el apoyo.
3. por lo general, los dispositivos de recubrimiento de flujo, fluxer para la soldadura por ondas de plomo siempre ha utilizado el tipo de espuma (foam). Sin embargo, a partir de 2007, la UE podría agregar un compuesto orgánico no volátil (volatile0rganic cco1fipound) a las seis sustancias prohibidas en el rohs, lo que significa que también se prohibirán los "compuestos orgánicos volátiles". Más claramente, es un diluyente en la fórmula de flujo. Los diversos disolventes orgánicos actuales ya no se pueden usar. Por lo tanto, el flujo soluble en agua se convertirá en el único producto de fórmula legal. Este flujo a base de agua con alta tensión superficial se utiliza mejor con un dispositivo de recubrimiento de flujo "tipo spray" (dispositivo de flujo spray). Las ventajas del tipo de pulverización son:
1. la unidad de pulverización es un sistema cerrado, y la proporción de flux es relativamente estable, sin necesidad de aumentar el controlador de proporción. Es más sencillo que el tipo de espuma volátil (ipa (propofol) y no requiere la instalación de instrumentos de gestión de peso para controlar su reposición y adición.
2. el pequeño punto de agua de atomización por pulverización puede entrar fácilmente en el agujero a través, lo que mejora el efecto de soldadura.
3. el tipo de pulverización también puede utilizar dos unidades de fórmula idénticas o diferentes antes y después para mejorar la respuesta de flujo entre la superficie de la placa y el agujero, lo que es particularmente eficaz para las personas que cambian regularmente la placa de producción. Para comprobar la uniformidad de toda la distribución del spray, se puede usar una placa de vidrio o cartón para probar y observar.
En cuarto lugar, los cambios en la parte de precalentamiento no podrán renovarse debido a la posible prohibición de los "compuestos orgánicos volátiles" en la legislación de la UE de 2007, por lo que los flujos orgánicos en los flujos (por ejemplo, el alcohol isopropy1alcoho1) no podrán renovarse. De inmediato, solo se utilizará plenamente el flujo a base de agua. Debido a que el punto de ebullición del agua es mucho más alto que el del disolvente orgánico, es necesario aumentar el calor total de la parte precalentada para expulsar completamente el agua y evitar salpicaduras de estaño durante la soldadura de pico, lo que a su vez provocará la aparición de bolas de soldadura en la superficie de pintura Verde. Problemas futuros.
V. la soldadura eutec 63 / 37 del cable del dispositivo de pico diferencial (eutec) en la parte de soldadura de pico tiene una tensión superficial más baja (es decir, cohesión) (380 dayin / 260 grados celsius) y un tiempo de humectación más corto (0,5 - 1,0 segundos), Por lo tanto, la parte delantera de la piscina de estaño - olas turbulentas o de chip y ondas principales en la parte trasera - experimentará un total de unos 3 - 4 segundos en la soldadura de 63 / 37 (dependiendo del tamaño de la placa). Sin embargo, después de la era sin plomo, en el caso de sac305, su fuerza superficial ha aumentado a 460 daines / 260 ° c, por lo que el tiempo de inmersión en estaño también se ralentiza cuando no es fácil generar imc, por lo que hay que añadir 1 - 2 segundos adicionales.
Para algunos productos sensibles a las altas temperaturas de dos niveles, también puede usar una máquina de soldadura de una sola ola que combina turbulencias (vórtices) y olas de corriente. No solo se puede soldar la superficie de la placa de manera segura, sino que también se puede verter suficiente estaño en el agujero de conexión. La gestión y el mantenimiento de este tipo de altavoces individuales es mucho más simple que la línea de producción de altavoces dobles.
Seis Ambiente de nitrógeno si todas las conexiones de soldadura de pico se pueden colocar en ambiente de nitrógeno (compra de generadores de nitrógeno o nitrógeno, después de que el flujo haya completado la eliminación del óxido de los pies de las piezas y la superficie de la almohadilla de pcb, se eliminarán los procesos posteriores de alta temperatura. no habrá más óxido, lo que mejorará la soldabilidad y la resistencia de la soldadura. y la superficie de la piscina de estaño también reducirá la escoria debido a la falta de oxígeno y reducirá Pérdidas innecesarias de soldadura sin plomo de alto precio. Esto no solo ahorra dinero. El doble costo del material y el tratamiento también puede reducir las deficiencias causadas por bridges, icicles y Spikes debido a la resistencia pegajosa de la piscina de Estaño. Sus ventajas se describen de la siguiente manera:
Se reduce la escoria, se reduce la cantidad de soldadura y también se puede reducir la carga del tratamiento de residuos.
Se puede reducir la actividad de flujo y se puede simplificar el mantenimiento.
Se mejora la soldabilidad, se amplía el alcance del trabajo y se mejora la calidad y la fiabilidad.
De hecho, el ambiente de nitrógeno y oxígeno no necesita alcanzar el nivel de nitrógeno puro. El nitrógeno comprado se puede soplar continuamente en la conexión sellada de soldadura de pico para expulsar el aire y el oxígeno. El enfoque es impulsar el oxígeno en la zona de doble ola. Para ahorrar costos, la tasa de oxígeno residual puede ser tan baja como 1500 ppm para mostrar un buen efecto de soldadura. Cuando el producto no es muy especial, la tasa de oxígeno residual se puede relajar a 2000ppm, con una dosis media de aproximadamente 8 - 12m2 / H. Después del uso del nitrógeno, debido a la reducción de varios efectos de oxidación adversos, la temperatura de soldadura todavía se puede reducir en 5 - 10 grados celsius, manteniendo al mismo tiempo el efecto de soldadura de la temperatura más alta original en el aire. Con la ayuda de n2, la actividad del flujo no tiene que ser demasiado fuerte, y la disminución de la actividad equivale a la contaminación iónica posterior y la migración electroquímica "(migración electroquímica)
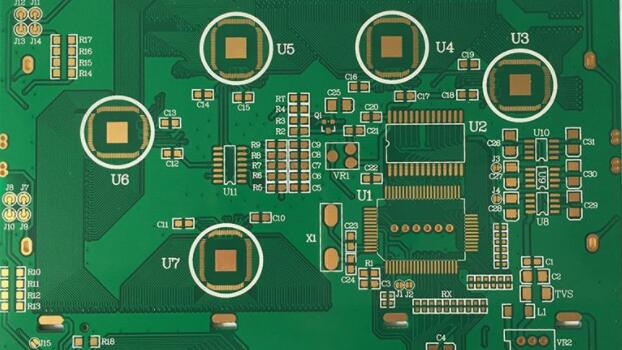
7. la placa de montaje de corriente de calentamiento secundario de los puntos de soldadura SMT no solo tiene un gran número de componentes de soldadura smt, sino que también tiene un pequeño número de soldadura de pico que requiere enchufes de pin. Por lo tanto, después de que todos los lados de los componentes Eel hayan sido soldados por SMT (retorno), se necesita otro proceso. Soldadura de pico unilateral o soldadura selectiva (soldadura selectiva). Por lo tanto, las juntas de soldadura previamente soldadas con pasta de soldadura experimentarán inevitablemente otra refundición desfavorable, lo que provocará una pérdida de resistencia. Por ejemplo, para muchas piernas extendidas de algunos qfps, se puede alcanzar una resistencia de 12n / mm2 después de la soldadura de pasta de soldadura. Sin embargo, después de la refundición de la segunda ola de soldadura, la media se debilitó por debajo de 8n, principalmente debido, por supuesto, a la longitud y espesor del IMC en la soldadura o a la tensión acumulada en la flexión de la placa.