Quando la larghezza e la spaziatura di linea di PCB are less than 50 uM (2mil), the traditional CCL Subtractive Process (SP) is almost useless. Ora, la linea/La larghezza del rivestimento CSP o FC e delle altre piastre portanti si avvicina a 15 μ m/15 μ m. In termini di produzione di massa di grandi file di lastre, Solo piastre isolate senza rivestimento in lamina di rame possono essere selezionate come punto di partenza mSAP (processoo semi-additivo) metodo semiadditivo.
Processo di produzione di mSAP (Semi-Additive Process)
Strato interno - ABF laminaTIon - Trapano laser - Electroless CU Strato di semi - Motivazione fotoresistente - ElectrolyTIc Cu plaTIng - Rimozione fotoresistente - Incisione dello strato di semi
")
1. Struttura del materiale sottile ABF
Sulla grande piastra interna a doppio strato (o a quattro strati) con circuito completato e trattamento di ossidazione nera, la piastra B-Stage ABF con pellicola protettiva bianca senza rame ma poliestere (Mylar, poliestere) viene pressata sottovuoto su entrambi i lati e quindi deve essere indurita a 180 â per 30 minuti. Questo ABF (Ajinomoto Bond Film) è un piatto ad alto prezzo della società "Taste Essence Fine Technology" (AFT) sotto la società giapponese "Dayun Taste Essence". Ci sono tre tipi di prodotti attuali:
A. Generale SH9K (Tg165 â, TMA)
B. GX-3 privo di alogeni (Tg153 â)
C. Senza alogeni bassa espansione Z grande GX-13 (Tg156 â) а L'onda Z di 2 è solo 155 ppm/â.
Si noti che la società AFT non solo ha lanciato i prodotti ABF comuni nella categoria carrier, ma ha anche introdotto il materiale di base di tipo 2L di ABF-XA5 e il materiale di base di tipo 3L di ABF-LE-T nel settore del softboard.
2. Pressatura del film sotto vuoto
In primo luogo, il bordo interno del nucleo deve essere completato secondo il tradizionale processo di fabbricazione del bordo multistrato e quindi il foro della resina e l'intera superficie del bordo devono essere completamente appiattiti per facilitare l'incollaggio bifacciale dei materiali sottili di ABF. Secondo i materiali sul sito web di Ajinomoto Fine Techno (AFT), il materiale a tre strati ABF tagliato dalla macchina di taglio del film attivo è come un tipo di film secco e quindi viene utilizzata la macchina adesiva del film attivo di tipo vuoto. In primo luogo, il materiale a due strati ABF con la barriera rimossa viene incollato su entrambi i lati della piastra interna del nucleo. La temperatura del film di vuoto continuo è di circa 110 â per circa 30 secondi, e poi il letto di pressatura caldo viene utilizzato per appiattire e solidificare il film per 60 secondi sotto l'alta pressione di 110 â e 5kgf / cm2. Dopo di che, il film di manutenzione trasparente Mylar (PET) può essere rimosso e il lavoro di post-indurimento del materiale ABF allegato può essere continuato. Prendiamo GX13 come esempio, ha bisogno di altri 30 minuti di polimerizzazione (Cure) a 180 per calcolare il completamento del livello aggiuntivo.
3. Laser foro-formatura e rimozione completa della colla
Lo spessore del film di ABF dopo l'invecchiamento è di circa 30-70 um, 30 ~ 40 per il piatto sottile um Rispetto ai fori sparati da 2-4mil completati dal laser generale a CO2 bifacciale, la forma del foro può apparire eccellente forma del cono invertito. Dopo la desmearing dell'intera piastra senza superficie di rame, l'intera superficie del piatto e la parete del foro possono formare un aspetto molto ruvido e il rame chimico aiuterà l'adesione del film asciutto della linea sottile.
Non c'è grande differenza tra l'azione di rimuovere il residuo di colla della piastra portante di cristallo e quella del generale PCB. Si tratta ancora di tre stazioni, vale a dire, pre-gonfiore, manganese (Mn+7) sol and neutralization and recovery. La differenza è che il generale PCB Tratta solo dell'area della parete del foro del foro passante o del foro cieco, ma in aggiunta alla parete del foro del foro cieco, L'intera superficie ABF della scheda deve essere espansa e incisa, in order to make 1u The m thick copper layer (more than twice as thick as the general PCB) is rougher in appearance, che rende il fotoresist del film secco e la galvanizzazione del rame ottenere una migliore adesione nell'operazione a filo fine di grande area.
4. La differenza del metodo di semi-addizione mSAP per la rimozione delle scorie di gomma
Generalmente, la scoria di rimozione della colla della piastra multistrato è solo per PTH o μ-Via e altre pareti del foro, l'area totale del trattamento non è grande. Tuttavia, il metodo SAP non si occupa solo della parete micro-cieco, ma risponde anche alle due grandi lastre senza rame sulla superficie. L'enorme differenza tra i due non può essere gestita sullo stesso sito. La prima cosa che deve essere cambiata è la tempestiva ossidazione elettrolitica di Mn+6 per mantenere l'effetto minimo del liquido da bagno; Il secondo è come rimuovere i precipitati Mn+4 recuperati nella soluzione ad alta temperatura del bagno; Il terzo è come pulire il Na2CO3 accumulato generato dalla reazione del forte liquido alcalino del serbatoio per generare CO2. Attualmente, non esiste un metodo eccezionale per affrontare i problemi solidi come Mn+4 e Na2CO3, e solo una parte del liquido del serbatoio può essere versato in base alla superficie totale trattata. Naturalmente, dovremmo anche fare riferimento al peso specifico del liquido del serbatoio per controllare la quantità totale di Na2CO3 per determinare se è necessario sostituire un nuovo serbatoio. Da ciò si può vedere che il costo di SAP non è affatto paragonabile a quello delle scorie di degumming PCB generali.
La differenza tra il materiale del film ABF e il cartone duro è che dopo la neutralizzazione e il recupero, un processo di mordere fuori riempitivi come SiO2 o perle di vetro dovrebbe essere aggiunto per aumentare la superficie esterna per garantire la presa dello strato di rame successivo. Il difetto è che l'angolo morto della piastra aumenta significativamente, con conseguente incisione dello strato di rame morso per formare una linea indipendente, mentre lo strato di palladio del metallo nobile per l'attivazione rimarrà ancora nella piastra, seppellindo la preoccupazione nascosta di scarso isolamento tra le linee sottili. Soprattutto quando il pannello esterno è mantenuto con un sottile strato di vernice verde, è inevitabile che il guasto dell'isolamento si verificherà durante il funzionamento a lungo termine in ambienti ad alta temperatura e umidità e porti persino al problema dell'integrità del segnale.
5. Rame chimico a basso stress prima dell'imaging fotoresist
Dopo m rame chimico, il fotoresist del film secco può essere premuto e incollato, e poi esposto e sviluppato per ottenere molte linee e molti fori ciechi (18 Ã I due lati della tavola da 24" sono solitamente più di 800000 fori ciechi) nella base di placcatura in rame per placcatura in rame e riempimento in rame dei fori ciechi. Il rame galvanizzante qui è uguale al rame secondario del PCB generale, mentre lo strato chimico di rame è come il rame chimico e il rame primario aggiunto sul foglio di rame CCL del PCB generale.
Si può vedere che il rame chimico del metodo SAP svolge un ruolo più importante del rame chimico del PCB generale, e il suo spessore è anche richiesto di essere aggiunto a 1! Un punto cinque μ M è almeno il doppio del solito. Al fine di ottenere una migliore adesione, lo strato di rame qui presta particolare attenzione anche alla promozione della crescita del cristallo e alla riduzione dello stress; Non solo il tasso di produzione sarà più lento (meno della metà del rame convenzionale), ma anche il costo di varie sostanze chimiche di grado CP aumenterà più di tre volte. La scheda multistrato HDI generale non può permetterselo ora, fintanto che la scheda portante FC può scegliere con riluttanza questo tipo di rame chimico di alta qualità e basso stress con alto prezzo unitario.
6. Rame galvanizzato dopo l'imaging a secco del film
La placcatura in rame utilizzata da SAP è la stessa utilizzata dall'HDI ordinario per riempire i fori ciechi. È una placcatura di rame ad alta velocità con basso rapporto di aspetto e foro non profondo. In altre parole, è placcatura di rame a foro corto con poca attenzione all'allungamento e alla resistenza alla trazione. Nel mercato dominato da ELIC dell'aggiunta ripetuta di strati e del riempimento di fori ciechi, la domanda principale di queste ripetute placcature di rame ad alta velocità è "veloce". Tuttavia, sotto la restrizione della generazione naturale della densità di corrente limitata (Jlim) della placcatura di rame acido, il substrato non può tirare su la tensione per aumentare la corrente, Finché è vicino allo spazio tra l'anodo e il catodo nel bagno di rame il più possibile (la placcatura sospesa verticale è stata accorciata da 20 cm a 5 ~ 10 cm e la placcatura orizzontale a piedi è più urgente a 2 cm), la resistenza del galleggiante di rame può essere ridotta sotto per raggiungere sopra la densità corrente disponibile. Allo stesso tempo, la resistenza e la corrente possono essere diminuite aumentando la temperatura del liquido da bagno (da 20 a 40 ). Tuttavia, in questo modo, le sfere di rame solubili non possono essere utilizzate continuamente per mantenere la stabilità dell'intervallo tra anodo e catodo. Pertanto, gli anodi insolubili della classe del titanio sono ampiamente utilizzati nel campo della placcatura di rame riempita con foro. Tuttavia, gli anodi insolubili soffrono di vari disastri di ossigeno, in particolare la rottura e l'uso eccessivo di additivi organici, in particolare il vettore con la maggiore quantità. Pertanto, il composto organico totale (TOC) della lesione fatale della soluzione da bagno sta aumentando costantemente. Al fine di mantenere la qualità minima della placcatura in rame, dobbiamo versare parte della soluzione bagno in tempo (versare 1/10 della soluzione bagno ogni settimana), solo per compensare l'acqua DI per contenere il TOC in aumento. Per quanto riguarda il rapido consumo di anodo di titanio e la compensazione dell'ossido di rame sono diventati gli altri due fattori negativi di costo. La differenza tra la tradizionale placcatura di rame lenta del foro profondo e il nuovo riempimento veloce del rame del foro cieco dipende da quale atteggiamento.
7. Terminare la linea dopo aver morso parte del rame
Dopo il completamento del processo di placcatura in rame di riempimento di fori ciechi e linee di ispessimento, il fotoresist può essere rimosso e l'incisione complessiva può essere eseguita direttamente. Al momento, il rame chimico nell'area di isolamento non linea sulla scheda è molto facile da rimuovere, quindi la placcatura in rame della linea sarà sicuramente consumata senza alcuna corrosione indiscriminata e completa, ma non danneggerà l'eleganza. Le linee sottili non sono solo oleose sulle spalle, ma anche i piedi residui sul fondo scompaiono. La qualità è migliore! Questo metodo è chiamato incisione differenziale.
8. Colore anomalo del pad OSP adiacente
Tutti i tipi di piastre elaborate da OSP hanno spesso diverse tonalità di marrone sui due pad di alcuni condensatori. Attraverso i test di saldabilità e la produzione di massa da parte di clienti inferiori, non c'è problema di giunti di saldatura scadenti. Tuttavia, i clienti persistenti si rincorrono e chiedono costantemente cause reali e miglioramenti. I produttori di PCB proveranno anche tutti i tipi di metodi e persino rintracciare i fornitori di medicina liquida. Senza alcuna soluzione, è inevitabile chiedersi se ci sia qualche problema nella pianificazione e nel layout. Vogliono dare la palla al cliente per uscire dai guai. Tuttavia, in assenza di prove, dobbiamo ammettere i nostri errori e risolvere i reclami in tutti i tipi di modi per risolvere la controversia.
9. Quantificazione del morso di rame
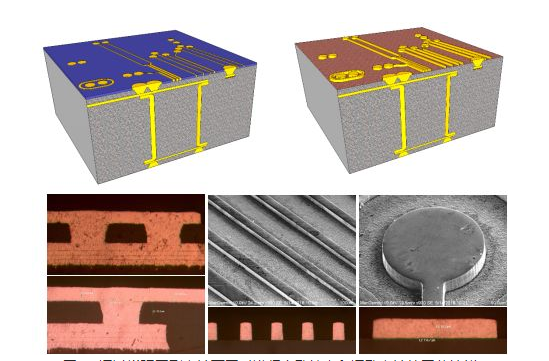
Per capire meglio quanto i tre pad di rame galvanizzato sono stati tagliati fuori nel processo OSP e quanto diverso lo spessore fosse, il software del microscopio è stato deliberatamente utilizzato per misurare lo spessore dei tre pad di rame per il confronto.
Oltre alla misurazione dello spessore di tale software di microsezione, lo strumento di misura della rugosità fine di WyCo può essere utilizzato anche per misurare i due tipi di cuscinetti di rame contrassegnati sulla superficie del materiale elettrodo, in modo da dimostrare nuovamente la correttezza dell'inferenza. Secondo i dati ottenuti, l'altezza uniforme del rame del pad scuro indipendente è 29,1 μ m. L'altezza uniforme del rame del pad cieco di interconnessione colore chiaro è 25,3 μ mã Si noti che il colore blu nelle due immagini successive mostra l'aspetto della piastra più bassa. Il colore verde è l'altezza del pad di rame e il colore rosso sul bordo esterno è la vernice verde più alta.
10. Formazione di film OSP
La superficie di rame pulita viene prima dissolta in Cu+1 nella soluzione del serbatoio OSP dotata di acido formico o acido acetico, e questo ione di rame monovalente si completerà immediatamente (sfalsa) con la sostanza organica Imidazolo nella medicina liquida per formare un film organico marrone e gradualmente si ispessirà. Il tampone di rame leggero sopra menzionato con fori ciechi è veloce e feroce nel mordere il rame, che fa sì che parte del suo rame univalente sia rapidamente ossidato in rame blu divalente ed entri nel liquido del bagno senza formare una pellicola. Di conseguenza, lo spessore della sua pellicola cutanea è inevitabilmente inferiore a quello del pad indipendente, quindi c'è un feroce contrasto tra colori scuri e chiari.
Qui condividiamo il metodo di produzione di massa di Substrato IC in Processo mSAP.