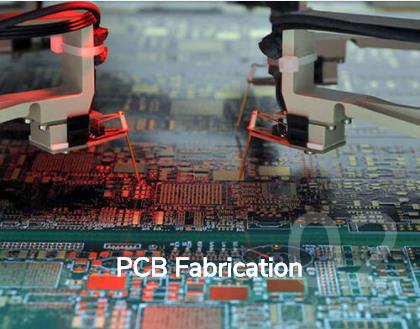
1. Prima produzione di prova e saldatura di prova
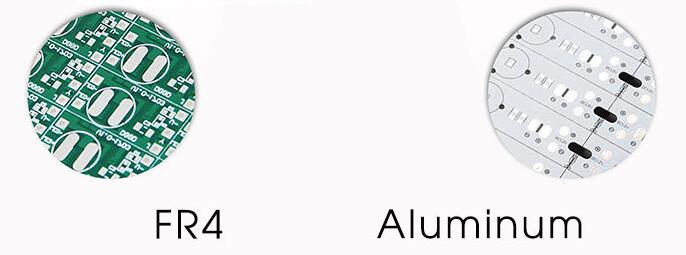
(1) fr4 pcb struttura e saldatura indietro
Prima di tutto, le piastre FR-4 indurite con alti Tg e Dice sono fatte in due tipi di piastre multistrato alto di 22 strati e 24 strati. Utilizzando due tipi di forni di riflusso, le piastre vuote sono state simulate per 6-9 volte sotto due tipi di curve di riflusso a forma di L.

(2) Analisi della microsezione
Dopo diverse volte di saldatura posteriore e raffiche multiple di piastra, l'analisi dei guasti è stata effettuata per la zona di raffica di piastra. Quanto segue è la scoperta della sua sezione equivalente.
(3) Discussione
Dopo il primo reflow, possiamo vedere diverse logiche rappresentative: la curva di reflow è facile da esplodere se la temperatura sale troppo velocemente, e non è noto se la temperatura scende troppo velocemente sia correlata all'esplosione. Inoltre, l'autore ritiene che la curva di riflusso utilizzata dalla società di pcb fr4 di cui sopra non sia in realtà appropriata. Questo tipo di curva diritta su e giù senza assorbimento di calore della sella è applicabile solo al riflusso di piastre di basso ordine e parti semplici. Per multistrato complesso, la curva della sezione di assorbimento del calore della sella o della lunga sella deve essere adottata, in modo che il corpo della piastra sia nella condizione di temperatura uniforme interna ed esterna e quindi la saldatura possa essere completata da un'azione rapida della temperatura di picco dell'aumento.
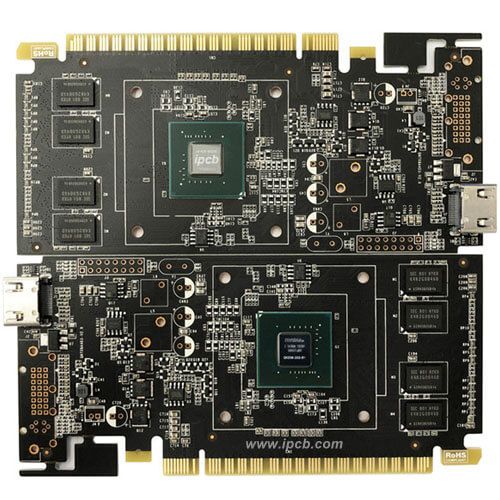
2. Seconda produzione di prova e saldatura di prova
Le piastre del secondo test sono state mescolate con diverse piastre di indurenti Dicy e PN, e i risultati di questo test mostrano che la resistenza al calore del tipo PN è effettivamente migliore di Dicy. Allo stesso tempo, si può anche vedere che ci sono ancora alcuni fattori che influenzano la saldatura senza piombo per causare lo scoppio della piastra: il processo di pressatura, la cottura dopo la pressatura, l'assorbimento d'acqua della piastra interna dello strato, l'assorbimento d'acqua della piastra finita e il grado di polimerizzazione della resina. Nel processo di produzione del pcb fr4, sono stati utilizzati due tipi di piastre, l'indurimento dei dadi e l'indurimento PN, per la piastra A. Sebbene siano stati selezionati anche due diversi processi di pressatura, si è scoperto che hanno avuto scarso effetto sui risultati. Al contrario, la cottura della piastra vuota prima della saldatura ha un impatto diretto sullo scoppio della piastra. La condizione di cottura è 125 â per un totale di 24 ore. Ora, il tasso di sopravvivenza delle sue piastre dopo la saldatura posteriore senza piombo viene risolto più tardi.
(1) Discussione
Quando il FR-4 è indurito da Dice, il suo fenomeno di scoppio è quasi simultaneo cracking in tutte le parti dell'intera piastra, mentre quando il PN è indurito, si verifica cracking locale solo nella zona porosa del fondo addominale. L'indurente dei dadi romperà la piastra dopo due volte di saldatura posteriore, indipendentemente dal fatto che sia cotto o meno prima della saldatura posteriore. Tuttavia, quelli induriti da PN e cotti prima della saldatura possono sopravvivere al 50% dopo quattro volte di riflusso. Mostra che Dicy non è facile superare il test di stress termico a causa della sua grande polarità e facile da assorbire l'acqua. Tuttavia, la polarità di PN è molto piccola, l'assorbimento dell'acqua è molto basso e la quantità di aggiunta è superiore al 20% bywt. Infatti, ha notevolmente cambiato la natura lineare della resina epossidica e ha la forza strutturale tridimensionale della resina fenolica, quindi non è facile incrinare in calore forte.
3. Terza produzione di prova e saldatura di prova
(1) Preparazione della prova
Nel test di terzo grado, tutte le piastre sono state cambiate al tipo indurito e il processo della scheda PCB è stato migliorato in particolare. Vale a dire, al fine di migliorare la resa della saldatura posteriore senza piombo, tutte le piastre interne finite sono volutamente cotte a 110 per 3 ore, e le piastre esterne sono cotte a 150 per 4 ore dopo aver rimosso la scoria di colla. Per quanto riguarda il trattamento superficiale, le otto piastre dei 22 strati sono placcate in oro nichel al posto di ENIG. Questa volta, un totale di 6 lotti di 15 tavole sono stati fatti in ogni lotto, e 6 tavole sono state deliberatamente cotte a 125 â per altre 24 ore prima del reflow. Le altre sei tavole non sono state volutamente cotte prima del reflow per confronto. Inoltre, sono state prelevate due piastre da ciascuno dei due lotti per effettuare rispettivamente le seguenti prove: prova di tensione termica di deriva dello stagno, misura Tg, prova T260/T288 e riflusso simulato della curva di saldatura di recupero 2. In questo test, è stato scoperto che due tipi di piatti induriti PN sono stati cotti e non cotti prima della saldatura. Dopo 12 volte di retro-saldatura simulata, non si è verificata alcuna rottura della piastra.
(2) Discussione dei risultati
I risultati dei test dei sei lotti di schede sopra menzionati sono riassunti e discussi come segue: I sei lotti di schede temprate PN possono superare 12 volte di riflusso simulato indipendentemente dal fatto che siano cotti due volte nel processo PCB. Tre metodi sono stati utilizzati per testare il â376;³Tdi Tg1 e Tg2 prima del riflusso. Anche se è stato scoperto che ogni â³ T aveva ancora una differenza di 1-8 â, il suo â³ T è diventato molto più piccolo dopo 12 reflow. Vale a dire, il grado di indurimento della resina originale è molto buono, che è direttamente correlato al processo di pressatura e cottura dopo la pressatura. Poiché Tg2 è ancora superiore a Tg1, significa che la resina nella piastra non è stata ancora incrinata. La prova T288 è stata effettuata dopo 12 volte di saldatura posteriore e si è constatato che i dati ottenuti non erano inferiori al valore di lettura prima della saldatura, il che poteva anche essere interpretato come prova che la resina non era stata incrinata. Dopo tre e sei volte di sbiancamento dello stagno, tutti hanno superato il test, e non ci sono state vesciche e scoppi. Anche se c'era anche un anello di foro galleggiante a causa di disallineamento CTE e restringimento della resina con restringimento del volume (non più del 20% della lunghezza del foro) sulla fetta, questi sono stati fenomeni inevitabili a causa del forte calore. Finché non vi erano micro-crepe nella fetta del piatto pcb fr4, potevano generalmente essere considerati piccoli difetti accettabili.