近代的な通信技術の急速な発展は、製造のための前例のない大きな市場で導きました マイクロ波高周波PCB. の製造のための基本材料として マイクロ波高周波PCB 多層板, その材料組成及び関連性能指標はその設計の最終製品性能指標の実現と加工性を決定する. マイクロ波ベースPTFE誘電体基板の設計と応用の増加の観点から, 特に近年, PTFE誘電多層基板の設計に対する需要の増加は、プリント基板製造業者の多数に対する前例のない機会と課題をもたらした. .
PTFEの多層製造技術 マイクロ波高周波PCB. マイクロ波高周波PCB多層基板の製造技術における特性インピーダンス制御技術の解決に焦点を当てた後, マイクロ波高周波PCB基板製造の多層を実現するためにどのボンディングシステムを選択すべきかは、あらゆるデザイナーと職人が直面しなければならない問題である.
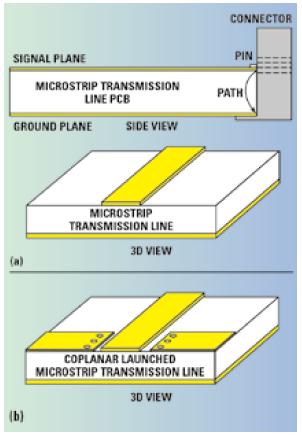
一般的に言えば, PTFE誘電積層基板材料及び他の用途に使用されるマイクロ波ストリップライン構造の製造には、ボンディング方法の選択が異なる マイクロ波高周波PCB 製造. 設計要件及び関連会社により多層化する必要がある. マイクロ波高周波PCB処理能力, 製品品質と信頼性指標は決定されます.
rogersの熱可塑性接着膜3001の最初の製品であるマイクロ波高周波pcb多層膜の設計と加工の歴史は,rt/デュオイド6002 ptfeセラミックの多層製造を実現した。
rogersによって製造されたrt/デュロイド6002 ptfeセラミックはセラミック粉末充填ポリテトラフルオロエチレン(ptfe)誘電体基板材料である。優れた高周波・低損失特性,厳しい誘電率,厚膜制御,優れた電気・機械特性,極低誘電率熱係数,面内膨張係数,銅との整合性,低z軸熱膨張係数,その他の顕著な特性を有する。現在,地上及び航空機搭載レーダシステム,位相アレイアンテナ,全地球測位システムアンテナ,高信頼複合多層回路,高出力バックプレーン,商用航空衝突回避システムで広く使用されている。
多層の設計と加工に対する市場需要の増大 マイクロ波高周波PCB, 低誘電率3001を有する熱可塑性接着フィルム材料を開発した. RTを選ぶには / 誘電体PCB材料, 対応する多層マイクロ波高周波PCBは製造可能である. 信頼できる保証を提供する.
3001の接合シート材料は、マイクロ波周波数範囲で低誘電率及び低損失正接を有する熱可塑性クロロフルオロ共重合体である. 加えて, ボンディングシート3001はまた、高温耐性及び化学的慣性性を有する, 多層化 マイクロ波高周波PCB ボンディングシート3001によって製造されることは、最も厳格な製造プロセスおよび環境要件に適合するための要件を満たすかまたは超えることができる.
3001接着フィルム多層化プロセス
3001接着フィルムの多層化のために、積層パラメータ制御を以下の図1に示す。
1) Arrangement of boards: alternately stack RT / デュオロイド6002ボードと3001ボンディングシート. 多層のレイヤー間のオーバーラップの正確さを確実にするために マイクロ波高周波PCB, つのスロット位置決めピンは、板を整えるのに用いられます. 熱電対プローブをプレスされるプレートの内部層の非パターン化領域に配置する方法は、積層温度及び時間を制御するために採用される.
2)閉:プレスが低温状態(通常プレスの温度が120℃°Cより低い)の場合は、上記の配置された成形板をプレスの中央に置き、プレスを閉じ、圧力域により油圧系を調整して所要圧力を得ることができる。通常の状況下では、100 psiの初期圧力が十分であり、その後の完全圧力は、接着シートの適切な流動性を確保するために200 psiまで上昇する。

3)加熱:ラミネータの加熱サイクルを220℃程度に開始すると、一般的に、上下の炉板間の温度差が1〜5℃の範囲になるように最大加熱速度を制御する。
4)絶縁性:通常は、220℃程度で溶融した状態で接着シートを保持し、接着すべき媒体の表面を流動させて濡らすのに十分な時間(厚板構造、絶縁性の場合は30〜45分間延長する必要がある)である。
5)冷間プレス:加熱装置をオフにし、炉板の温度が120℃程度まで降下して圧力を維持しながら積層炉板を冷却し、圧力を解放し、積層体を含む鋳型をラミネータから取り出す。
加えて、RT/デュオイド6002誘電体基板の構造特性を考慮すると、実際には、ロジャースのアーロン部からの6700熱可塑性接着シートが多層接着を達成するために使用できることが証明されている。
3001の接着フィルムは熱可塑性プリプレグであるので、多重プレス工程で貫通孔をシフトさせることが容易である。多重プレス工程では、3001接着剤フィルムの熱可塑性特性に応じて変位補償を設定し、スルーホールの位置を確保することが推奨される。