フレンドになりたい人 PCBA処理 そして、SMTチップ処理は、一般にそれを知っています, the chip components correspond to reflow soldering (Reflow Soldering) or SMT (Surface Mount Technology), プラグインエレクトロニクスにおいて部品はウェーブはんだ付けに対応する, or THT (Through Hole Technology). でも今日は, Shenzhen Youqin Electronics will talk to you about the through-hole plug-in reflow soldering technology (PIHR: Pin-in-Hole Reflow) based on years of PCBA処理 経験.
英語でのスルーホールプラグインリフローはんだ付けは,pihrまたはpin inホールリフローであり,はんだペーストを充填したプラグホールに電子部品をピン挿入し,リフローはんだ付けを行うことにより,スルーホールデバイスと表面実装部品の同時リフローはんだ付けを実現できる。PIHRプロセスは電子アセンブリにおける革新である伝統的なプロセスと比較して、それは経済と進歩で大きな利点を持ちます。それは部分的にウェーブはんだ付け、選択波はんだ付け、自動溶接ロボットと手動溶接を置き換えることができます。
ウエーブはんだ付けと比較したスルーホールプラグインリフローはんだ付けの利点

信頼性は高く,溶接品質は良好であり,100万台当たりの不良率(dppm)は20以下である。
偽溶接や連続錫などの溶接欠陥は少なく,ボードの修理作業の負担が軽減される。
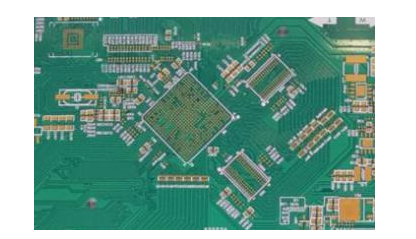
The PCB表面 きれいで外観は明らかにウェーブはんだ付けより優れている.
プロセスを簡素化し、労働強度を低下させる。従来のプラグイン波はんだ付けは省略され,その代わりにスルーホールプラグインリフローはんだ付けが用いられ,ウェーブはんだ付けのスラグ問題はない。同時に、リフローはんだ付け作業はウエーブはんだ付け作業よりも簡単であり、労働強度は低い。
SMTを混合した場合の波形はんだ付けの代わりにリフローはんだ付けの適用範囲
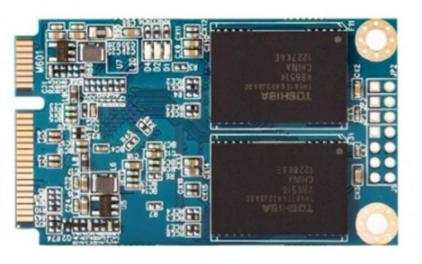
SMTミックスマウントは、PCBの同じ側または両側に関係するThTおよびSMTのような異なる実装プロセスを指す。
ほとんどのマウントSMTは、いくつかのスルーホールコネクタのための、特にプラグインのthtの少量。
プラグインデバイスの材料は、コイル、コネクタ、スクリーンなどのリフローはんだ付けの熱ショックに耐えることができなければならない。
SMT機器用スルーホールプラグインリフローはんだ付けのPIHRプロセス要件
印刷装置の要件:両面混合の場合、プラグイン部品である部品がはんだ付けされ実装されているため、ステンシルテンプレートを使用してはんだペーストを印刷することができず、特別な三次元管状プリンタまたはドットが必要となる。はんだペーストははんだペーストを適用する。
リフローはんだ付け装置の要求事項
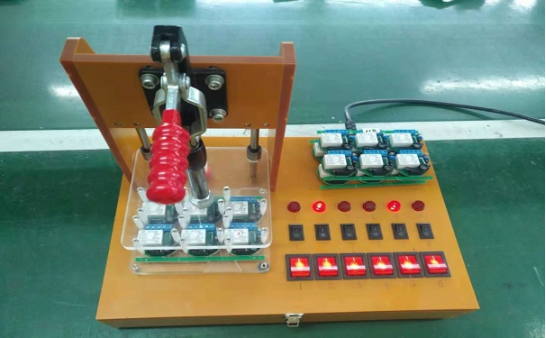
スルーホールプラグユニットのリフローはんだ付けの間、部品表面は最上部にあり、はんだ付け面は底部にあり、炉の温度分布はパッチリフローはんだ付けのそれと正反対にする必要がある。したがって、スルーホールプラグインリフローはんだは、各温度領域で上下温度を独立して制御することができるリフロー炉全体を必要とし、底温を高くすることができる。一般的には、熱風炉や熱風・遠赤外線炉の炉内温度、均一温度を用いる。既存のリフロー炉の温度曲線を調整する既存のリフロー炉での反射材料処理のための特殊遮蔽ツールの使用「スポットはんだリフローオーブン」などの特殊機器を使用。
スルーホールプラグインのリフローはんだ付けプロセスの要求事項
コンポーネントに対するスルーホールプラグインリフローはんだ付けプロセスの要件は、高温に耐える部品において具体化される, そして、コンポーネントのピンは、形成される. 特に, the components can withstand a thermal shock greater than 230°C for 65 seconds (tin-lead process) or greater than 260°C for 65 seconds (lead-free process). コンポーネントのリード線長は PCB厚. It forms a square or U-shaped cross-section (rectangular is better).
スルーホールプラグインリフローはんだ付け工程においては、はんだペーストの量(一般的には、2個の金属の2倍であると推定される)の計算、スルーホール部品のパッド設計、はんだペースト印刷用ステンシルの設計、半田ペースト法の適用等が重要である。