可擕式產品需求的新增促進了 電路板 從單面到雙面, 多層, 柔性和剛柔板, 並繼續向高精度方向發展, 高密度、高可靠性.
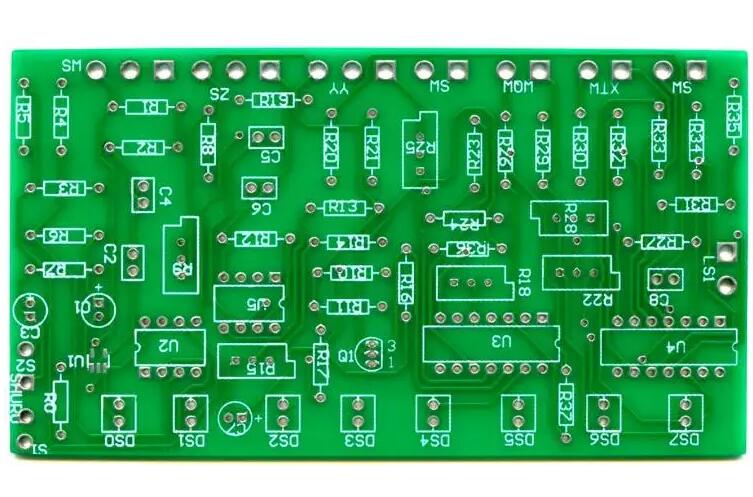
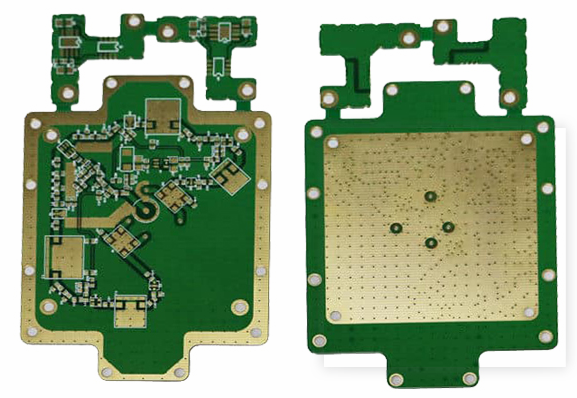
柔性電路板(柔性線路板板)基材為銅,需要線上路上覆蓋一層覆蓋膜。 覆蓋膜資料通常為聚醯亞胺。 電路板的表面起保護作用。 FPC板需要在生產後期加工,形狀上有一排插頭用於與其他電子產品連接。 電路板連接的可靠性對鐳射切割精度要求越來越高。
當前的批次處理方法 FPC形狀 正在打孔, 小批量柔性線路板和柔性線路板樣品主要採用鐳射切割. 目前為止, 國內外許多製造商已經開發了用於製作柔性線路板樣品的紫外線雷射切割機, 而FPC板插頭形狀的常用切割方法有:光標點識別法和字元識別法. 關於插頭邊緣識別方法,現時尚無文獻報導. 該方法使柔性線路板鐳射切割的操作更加方便、簡單, 切割精度更高.
本文介紹了柔性線路板的生產工藝和脹縮原理,為了解决柔性線路板因脹縮引起的切割偏差問題,利用現有的雷射加工設備, 使用CCD識別新插頭邊緣的方法來補償電路板的大膨脹和收縮變形,形狀切割的尺寸和控制均在精度要求範圍內。
1、FPC板生產工藝及伸縮原理

FPC電路板主要分為單面、雙面和多層電路板。 雙面電路板是從單面電路板發展而來的產品。 單面柔性線路板的生產工藝如下:
FPC電路板主要分為單面、雙面和多層電路板。 雙面電路板是從單面電路板發展而來的產品。 單面柔性線路板的生產工藝如下
柔性線路板的主要資料有:柔性覆銅板、保護膜和聚醯亞胺增强膜。
FPC板生產過程中的每一道工序都會影響電路板的外觀。 原因是:電路板由柔性覆銅板、聚醯亞胺和聚醯亞胺增强膜等組成,層壓過程要求資料的溫度上升到170℃以上。 冷卻後,由於銅和聚醯亞胺的膨脹係數和收縮係數之間的差异,會出現內應力,破壞資料平衡,基板收縮變形,基板電路圖案扭曲,導致FPC電路板膨脹。 收縮不均勻。
柔性線路板的不均勻膨脹和收縮很容易導致形狀加工精度達不到要求。 本文利用輪廓鐳射切割科技量測電路板不同脹縮比的切割偏差值,繪製鐳射切割的脹縮精度曲線, 然後利用伸縮精度曲線,應用新的CCD參考點識別技術,可以校正FPC板的變形,達到提高FPC板插頭加工精度的目的。
2、實驗資料和設備
10塊FPC板,ASIDA JG13紫外線雷射切割機,影像投影儀(二維)
1、實驗方法和數據
首先,量測雷射設備的切割精度,以確定設備是否滿足設計的精度要求。 然後選擇幾種具有膨脹率和收縮率的電路板進行切割,量測其切割精度,並繪製膨脹率和收縮率與切割精度的曲線。
2、設備精度測試
切割前,測試設備的運行狀態和切割精度。
測量方法:量測板到邊緣的距離,然後减去相應的理論值,得到偏差值。 將電路板切割3次,並量測數據。
3、不同脹縮範本的切割精度
在PCB生產過程中,由於拼接、電鍍、層壓以及高低溫差异,模型會收縮和變形。 雷射設備本身適當補償了FPC板的膨脹和收縮,但當FPC板的膨脹和收縮變形過大時,無法將切割形狀精度控制在客戶要求範圍內。
為了量測不同膨脹率和收縮率的柔性線路板的切割精度,選擇了7種膨脹率和收縮率分別為0.1–º、0.2–º、0.5–º、0.8–º、1.0–º、2.0–º和3.0–º的線路板資料。 定位後,鐳射切割形狀,然後用第二個元素量測切割尺寸,計算偏差值與圖形的理論值進行比較,然後計算平均偏差值和方差。
FPC板收縮率和切割精度的關係圖表明,當收縮率小於0.8°時,切割精度在±0.05毫米範圍內波動。 隨著膨脹率和收縮率的新增,平均切割偏差和方差值都會新增。 當膨脹率和收縮率大於0.8°時,切割精度不能滿足客戶±0.05mm的要求。
膨脹率和收縮率大於0.8°,平均切割偏差值大於0.020mm,方差值大於0.025mm。 這表明,在收縮率超過0.8°後,FPC板的切割精度不能滿足形狀±0.05mm的精度要求。
將收縮率大於0.8–0°的FPC板的切割精度控制在±0.05mm範圍內已成為鐳射切割的一個難題。 國內文獻中有使用軟件算灋理論補償電路板變形以提高切割精度的報告,但沒有關於計算切割精度數據的報告。
4、收縮率大於0.8°的FPC板切割科技
根據文獻報導和電路板製造商的質量要求,FPC板插頭的關鍵尺寸是插頭的尺寸以及插頭與板邊緣之間的距離。 當定位系統將插頭邊緣作為計算畸變校正的參考點時,可以减少插頭檢查尺寸的偏差和電路板過度膨脹和收縮引起的餘量,從而確保切割的準確性。
當定位系統將插頭側面作為計算畸變校正的參考點時,它可以减少插頭檢查尺寸的偏差以及電路板過度膨脹和收縮引起的裕度
實驗中使用的雷射切割機定位系統的分辯率為±3mm,這清楚地區分了插頭和普通柔性板之間的邊界,並為工件的畸變校正和補償提供了準確的參考點。 在電路板生產現場驗證後,新的鐳射切割科技可以以較大的膨脹和收縮率控制FPC板的尺寸精度。 圖3顯示了滿足塞切割偏差±0.05mm的應用示例。
3、FPC板切割偏差問題解决總結
本文統計了 PCB尺寸 雷射切割機不同膨脹率和收縮率的偏差, 分析量測數據, 並得出結論,當柔性線路板的膨脹和收縮大於0.8â°, 切割精度不能控制在尺寸公差±0的範圍內.05mm. 為了解决切割精度問題 電路板 膨脹和收縮變形大, 本文使用新的CCD系統來識別插頭的新定位參考點, 補償失真, 並控制成品板的形狀精度.