1. Costruzione di vernice verde
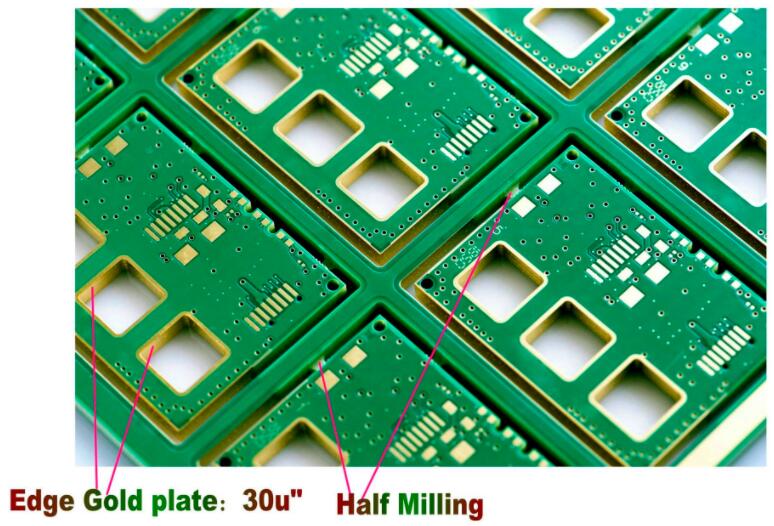
Il tampone per piantare palline sul fondo della pancia BGA è saldato utilizzando il metodo "limite di vernice verde". Una volta che la vernice verde è troppo spessa (sopra 1mil) e la superficie di supporto è troppo piccola, ci sarà un "effetto cratere" che è difficile per la saldatura ad onda entrare. Inoltre, sotto l'attacco di una grande quantità di flusso e calore elevato nell'operazione di semina a sfera del tagliere, la saldatura sarà costretta a penetrare nel fondo del bordo della vernice verde, che può causare la vernice verde a galleggiare via. Questo punto è molto diverso da quello della saldatura della pasta di saldatura su pad di elaborazione PCB. Di solito, il pad di rame SMD di questo tipo di bordo portante sarà leggermente più grande (a volte contenente nichel e oro), la vernice verde può salire fino alla larghezza periferica di 4mil della circonferenza, perché lo stagno non può fluire alla parete diritta esterna del pad di rame, quindi lo stress è raccomandato. La sua resistenza non è buona come i giunti di saldatura NSMD formati da tutti i cuscinetti di rame. Inoltre, lo stress delle saldature SMD non è facile da dissipare, con conseguente "durata a fatica" generalmente è solo il 70% di NSMD. Infatti, i progettisti e i produttori di substrati generali di imballaggio non sanno molto di questa logica. Di conseguenza, la forza di vari BGA sui circuiti stampati PCB dei telefoni cellulari sarà sempre più pericolosa in futuro per la saldatura senza piombo.
(1) Foro verde della spina della vernice

Di solito la funzione del foro verde della spina della vernice è quella di facilitare la rimozione dello spazio vuoto per fissare rapidamente la scheda durante la prova del circuito stampato; in secondo luogo, è per il circuito o il cuscinetto di saldatura vicino al foro passante sul primo lato per evitare la seconda saldatura ad onda superficiale. Violata da Yong Tin. Tuttavia, se la spina non è ferma e rotta, soffrirà ancora di problemi infiniti causati dalla forte pressione nella scoria di stagno spruzzando stagno o saldatura ad onda. C'erano quattro metodi del foro della spina elencati nella tabella originale, ma nessuno di loro è pratico nella produzione di massa.
(2) Saldatura ad onda di nuovo dopo saldatura di fusione
Quando la saldatura di alcune parti è completata su entrambi i lati, alcuni componenti PCB sono spesso richiesti per essere saldati, in modo che i fori passanti adiacenti al cuscinetto a sfera trasferiscano anche il calore della saldatura a onda sul primo lato, causando il riflusso della parte inferiore della pancia. La sfera saldata può essere rimessa nuovamente e può anche formare una saldatura a freddo accidentale o un circuito aperto. In questo momento, lo scudo termico temporaneo e lo scudo d'onda due tipi di schermi termici esterni possono essere utilizzati per isolare i lati superiori e inferiori dell'area BGA.
(3) Costruzione di fori di tappatura
I metodi di costruzione di tappatura del foro della vernice verde includono: foro asciutto della copertura del film, foro allagato di stampa, il che significa che il foro è inserito nella superficie della lastra di stampa tra l'altro. Vieni fuori. I fori professionali della spina sono tappati e curati deliberatamente utilizzando resina speciale e quindi la vernice verde viene stampata su entrambi i lati. Non importa quale sia il metodo, può essere definito un metodo di costruzione difficile che non è facile da perfezionare. Di conseguenza, le spine anteriori o posteriori delle schede OSP con vernice verde non funzionano e ci sono molti casi di guasti miserabili a valle. Quando OSP viene fatto dopo la spina anteriore, è facile lasciare la medicina liquida nella fessura e danneggiare il rame perforato, e la cottura della spina posteriore sarà dannosa per la pellicola OSP, che è davvero un dilemma.
In secondo luogo, il collocamento della BGA
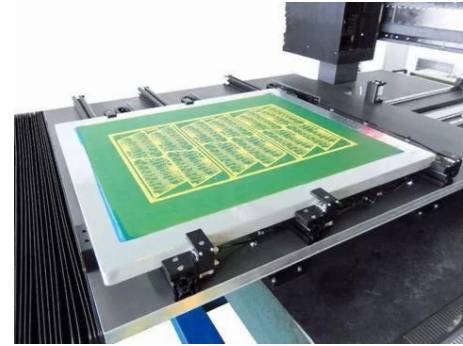
(1) Stampa della pasta saldante
L'apertura del piatto d'acciaio utilizzato è meglio adottare un'apertura trapezoidale stretta e larga per facilitare il passo sul piede e sollevare il piatto d'acciaio dopo la stampa senza disturbare la pasta di saldatura. La parte metallica della pasta di saldatura comunemente utilizzata rappresenta circa il 90% e la dimensione delle particelle di saldatura non dovrebbe superare il 24% dell'apertura per evitare di sfocare i bordi della pasta. La pasta da stampa di assemblaggio BGA più comunemente usata ha una dimensione delle particelle di 53μm, mentre CSP ha una dimensione delle particelle comunemente usata di 38μm.
Per BGA su larga scala con un passo di 1,0-1,5 mm, lo spessore della piastra d'acciaio stampata dovrebbe essere di 0,15-0,18 mm, e per un BGA con un passo fine inferiore a 0,8 mm, lo spessore della piastra d'acciaio dovrebbe essere ridotto a 0,1-0,15 mm. Il "rapporto di aspetto" dell'apertura deve essere mantenuto a circa 1,5 per facilitare l'applicazione della pasta. Gli angoli delle aperture dei cuscinetti quadrati dei distanziatori ravvicinati devono essere arcuati per ridurre l'attaccatura delle particelle di stagno. Per i cuscinetti rotondi a passo ridotto, una volta che il rapporto larghezza/profondità della piastra d'acciaio deve essere inferiore al 66%, la pasta stampata deve essere 2-3 mil più grande della superficie del pad, in modo che l'adesione temporanea prima della saldatura sia migliore.
(Due), saldatura di fusione ad aria calda
Dopo 90 anni, l'aria calda a convezione forzata è diventata il mainstream di Reflow. Più sezioni riscaldanti nella sua linea di produzione, non solo è facile regolare la "curva temperatura-tempo", ma anche la velocità di produzione sarà accelerata. Gli attuali saldatori senza piombo devono avere una media di più di 10 segmenti per facilitare il riscaldamento (fino a 14 segmenti). Quando l'alta temperatura nel profilo ha superato il Tg della piastra e va d'accordo per troppo tempo, non solo renderà il circuito stampato morbido, ma anche l'espansione Z causerà la rottura della scheda, con conseguente disastri come il circuito interno o la frattura PTH. Il flusso nella pasta di saldatura deve essere superiore a 130°C per mostrare la sua attività e il suo tempo di attivazione può essere mantenuto per 90-120 secondi. Il limite medio di resistenza al calore dei vari componenti è 220°C e non può superare i 60 secondi.