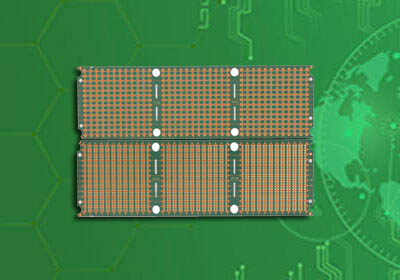

製品名称:赤いハンダマスク+ボンディングゴールデンフィンガーPCB
素材:KB 6160 C
レイヤー:2層
ソルダーマスク/シルクスクリーン:レッド/ホワイト
仕上げ厚さ:1.2 mm
銅箔厚さ:1OZ
表面処理:浸漬金
min trace : 4 mil ( 0.1 mm )
min space : 4 mil ( 0.1 mm )
アプリケーション:特殊プロセスボンディングPCB
PCB基板ボンディングはチップ製造工程における配線の方法を簡単に紹介する。チップの内部回路の金線又はアルミニウム線を回路のパッケージピン又は金メッキ銅箔と接続するのに一般的に使用される基板を包装前、 超音波発生器(一般に40〜140 kHz)からの超音波を使用する。高周波振動は、トランスデューサによって生成され、ホーンを通してクリートに伝達される。リード線と溶接部との接触, 圧力と振動の作用で、溶接される金属の表面は互いに擦れ合う, 酸化膜は破壊される, 塑性変形が起こる, 2つの純粋な金属表面の間の密接な接触をもたらす, 原子距離の組合せの達成, そして最終的に堅固な機械的接続を形成する. 一般に,ボンディング後(ピンが回路接続された後)、チップは黒い接着剤で包まれている。

PCB 接合方法
接着PCB プロセス要求
プロセスフロー: PCB洗浄 - ドロップ接着剤 - チップボンディング - 接着 - シール- テスト
1. クリーン PCB
付着場所の油汚れ、ちりと酸化物層は皮膚で拭かれなければなりません。そして、テスト位置はブラシで掃除されるか、空気銃で吹き飛ばされるべきです。
2.ドロップ接着剤
接着剤滴の量は適度です、接着剤ポイントの数は4です、そして、4つの角は均一に分配されます;ボンディング接着剤は、パッドを汚染することを厳しく禁じられている。
3.チップボンディング(固体結晶)
真空吸引ペンの使用, 吸着ノズルはウエハ表面を掻くのを避けるために平らでなければならない. チップの方向をチェックする。PCB板を接着する場合、それは安定してまっすぐでなければなりません。ウエハと PCB 並列とタイトな仮想位置なしで添付されています安定, チップと PCBは、プロセス全体で落ちるのは簡単ではありません陽性, チップと PCB 予約位置を直接付ける, 偏向できない。チップの方向を逆転させないことに注意してください。
4.ステートライン
ボンディンのPCBはボンディンプルテストを通過しました:1.0ワイヤーは3.5 gより大きいか、等しいです。
接合の融点を有する標準的なアルミニウム線:ワイヤテールはワイヤ直径の0.3倍以上であり、ワイヤ直径の1.5倍以下である。
アルミニウム線はんだ接合の形状は楕円形である。
はんだ接合長:ワイヤ径の1.5倍以上、ワイヤ径5.0以下である。
はんだ継手の幅:ワイヤ直径の1.2倍以上、ワイヤ直径の3.0倍以下である。
ボンディングプロセスの間、オペレータは慎重にワイヤーを扱うべきであり、ポイントは正確に整列されるべきである。作業者は顕微鏡を用いて接合工程を観察し、破断状態、巻線、偏差、冷間及び高温溶接、アルミニウム剥離などの欠陥があるかどうかを確認する必要がある。
正式な生産の前に、間違った州、不足している状態のようないくつかの欠陥があるかどうかチェックするために初めて特別な人がなければなりません。製造工程の間、特別な職員は規則的に(2時間間隔で)正確性をチェックするために割り当てられます。
5.接着剤
封止する前に、その中心が明白な歪曲なしで正方形であることを確実とするために、プラスチック・リングをウェーハに取り付ける前に、プラスチック・リングの規則性をチェックしてください。設置中は、プラスチックリングの底面がウェハの表面に近いことを保証し、ウェハ中心の感光領域には閉塞はない。
調剤するとき, 黒い接着剤は、完全にアルミニウムのワイヤーをカバーしなければなりません PCB 太陽電池及びボンディングチップ, ワイヤーを露出できません. 黒い接着剤は、封をすることができません PCB板 サンサークル. 漏れは時間内に除去すべきである. 黒い接着剤はプラスチックのリングを通ってチップに入り込むことができない。
接着剤の滴下工程では、針先やヘアピンはプラスチックリングとボンディングワイヤのウエハー面に触れてはなりません。
乾燥温度は厳密に制御されるべきである。予熱温度は120度±5℃であり、時間は1.5〜3.0分である乾燥温度は140±5℃,時間は40〜60分である。
乾燥後、ブラック接着剤の表面に空気孔がないこと。黒い接着剤の高さは、プラスチックリングより高くなければなりません。
6.テスト
様々なテスト方法の組み合わせ
マニュアル視覚検査
ボンダ自動溶接ラインの品質検査
自動光学画像解析(AOI)X線分析による内部はんだ接合の品質の確認
製品名称:赤いハンダマスク+ボンディングゴールデンフィンガーPCB
素材:KB 6160 C
レイヤー:2層
ソルダーマスク/シルクスクリーン:レッド/ホワイト
仕上げ厚さ:1.2 mm
銅箔厚さ:1OZ
表面処理:浸漬金
min trace : 4 mil ( 0.1 mm )
min space : 4 mil ( 0.1 mm )
アプリケーション:特殊プロセスボンディングPCB
PCB技術の問題については、IPCB知識サポートチームは、すべてのステップをお手伝いしてここにある。また、リクエストすることができます PCB 引用。お問い合わせメール sales@ipcb.com
我々は非常に迅速に対応します。