プリント基板取り外し方法
1. 回路基板工場は、コンポーネントを分解する 片面 基板歯ブラシ法, スクリーン法, 針法, 錫吸引装置, 空気吸引銃, など. 使用可能. 表1はこれらのメソッドを詳細に比較します.
電子部品(海外の先進的な空気のスニファを含む)を分解するための最も簡単で便利な方法は、単一パネルにのみ適しており、効果は二重パネル及びマルチパネルにとって好ましくない。
2. コンポーネントを分解する 両面 基板片面一体加熱方式, 針管空洞工法, 錫流はんだ付け機. 単一リンク積分加熱法は特殊加熱工具を必要とする, 一般的に使用不便. 針管の空洞化方法:最初に解体される必要がある部品のピンを切断する, コンポーネントを削除する. この時に, 部品のピンはプリント基板上に残される, それから、各々のピンは、はんだ鉄で除去されます. はんだの錫は溶ける, すべてのピンが取られるまでそれを取るためにピンセットを使用してください, それから、それを空洞にするために、パッド穴の内径に合う医学針を使ってください. このメソッドには、いくつかのより多くのプロセスが必要ですが, プリント回路基板には適しない. 衝撃がない, 材料を入手し、操作が容易である, そして、それは非常に容易に実現する. 長年の練習の後, 理想的な方法だと思う.
3. コンポーネントを分解する 多層プリント回路基板: 上記の方法を使用する場合(錫流溶接機を除く), 分解するのは難しい, または、層間の接続障害を引き起こすのは簡単です. 一般に, ハンダ・ピン方法は、コンポーネント・ピンのルートからコンポーネントを切るために用いる, プリント基板にピンを残す, そして、新しいデバイスのピンをプリント回路基板上のピンに半田付けする. しかし、多脚集積ブロックの溶接は容易ではない. スズフロー溶接機(二次溶接機とも呼ばれる)はこの問題を解決することができ、二重層と多層プリント基板上の集積ブロックを取り外す最先端のツールである. しかし, 費用は比較的高い, 数千元の投資を必要とする. 錫フローはんだ付け機は、実際には特殊な小波はんだ付け機である. それは、錫ポットから新鮮で未酸化の溶融錫を抽出して、スプレーノズルのオプションの異なる仕様を通して噴出して、プリント回路基板の底にローカル小波ピーク行為を形成するために、錫流ポンプを使います. プリント回路基板上の除去されたコンポーネントのピンおよびハンダホールのハンダは、1秒から2秒以内に直ちに溶ける. この時に, 次いで、圧縮空気を使用して、コンポーネント100のハンダホールを貫通する, 新しいコンポーネントを再挿入する, そして、完成した製品をスプレーノズルの波紋にはんだ付けする.
もちろん、上記以外にも他の方法(例えば銅線法、アルコールランプなど)があるが、目立つ特徴がないため、前述の方法と同様であるので、ここでは語らない。

両面 基板基板溶接技術
片面 基板と両面回路基板の違いは、銅層の数である。両面回路基板は、ビアを介して接続することができる回路基板の両側に銅を有する。しかし、1つの側に銅の1つの層があり、それは単純な回路にのみ使用することができ、作られた穴はプラグイン接続のために使用することができる。両面回路基板の技術的要求は配線密度が大きくなり,孔径が小さくなり,金属化正孔の孔径が小さくなっていることである。層間相互接続が依存する金属化された孔の品質は、直接プリント基板の信頼性に関連する。孔径の縮小に伴い、ブラシの破片や火山灰のような大きな孔サイズに影響を与えない破片は、一旦小さな穴に放置されると、無電解銅と電気めっきが効果を失う原因となり、銅のない穴があり、穴がなくなる。金属化の致命的な殺人
両面 基板の溶接方法
両面回路基板の信頼性の高い導通を確保するためには、まず、両面基板(すなわちメタライゼーション工程のスルーホール部)の接続孔をワイヤ等で溶接し、接続ワイヤ先端の突出部分を切断して刺すことを避ける。オペレータの手への損傷、これはボードの配線の準備です。
両面回路基板溶接の要点
成形を必要とする装置については、プロセス図面の要件に従って処理すべきであるすなわち、彼らは最初に形を作られなければならなくて、それからプラグインでなければなりません。
成形後、ダイオードのモデル側が立ち上がらなければならず、2つのピンの長さに矛盾はないはずである。
極性要件を有する装置を挿入する際には、極性を逆にしないように注意する。ロール統合されたブロックコンポーネントは、挿入後に、それが垂直または水平のデバイスである場合は、明らかな傾斜がない必要があります。
はんだ付け用のハンダ付け鉄のパワーは25〜40 Wである。はんだ鉄の先端温度は約242℃で制御される。温度が高すぎると、チップが「ダイ」になり易く、温度が低いとハンダが溶けない。はんだ付け時間は3〜4秒で制御する。
正式な溶接の間、一般的には、装置の溶接原理に従って、短から高まで、及び内側から動作する。溶接時間をマスターする。時間が長すぎる場合は、デバイスが焼失され、銅クラッドボード上の銅ラインも燃焼されます。
両面溶接であるため、回路基板を載置するためのプロセス枠等も構成する必要がある。
回路基板を半田付けした後、欠落した挿入及びはんだ付けをチェックするために、包括的なチェックイン・チェックを行う。確認後、回路基板上の冗長デバイスピン等をトリムした後、次工程へと流れる。
具体的な作業においては、製品の溶接品質を確実にするために、関連する工程基準を厳密に実施すべきである。
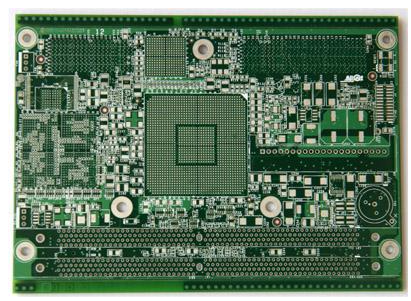
高度技術の急速な発展, 常に密接に関連している電子製品は、絶えず更新されています. また、電子機器は高性能である, 小型・多機能, これは回路基板に新しい要求をもたらす. これが理由です 両面回路板 生まれ. の広い適用のために 両面回路板, プリント回路基板の製造も軽くなった, シンナー, 短い, より小さい.