プリント基板のはんだ付けは非常に重要な部分です PCBA処理.しかし 現在自動溶接プロセス(表面貼付溶接(SMTチップ処理)、ピーク溶接(wave Soldeirng)はすでに非常に一般的であり、手動溶接(Toucu up)は依然として完全に避けることができず、特に修理(修復)操作において, 自動溶接に代わらない.
どのようなはんだ付けですか?
簡単に言えば、ハンダ付けは2つの金属の間の2つの金属より低い融点で金属はんだを加えることです。このはんだは、2つの金属と相互作用して化学反応を生じさせ、最終的に界面金属を形成する。co化合物(imc)。
なぜ我々は溶接する必要がありますか?
はんだ付けの主な機能は、互いに独立した電子部品を接続して、互いに電子信号を通信する目的を達成することである。第2は電子部品を回路基板上に固定することである。さもなければ、電子部品は動かない場合には低下する。
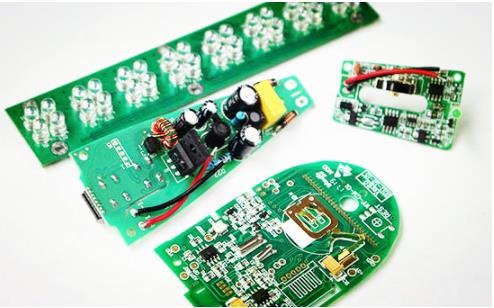
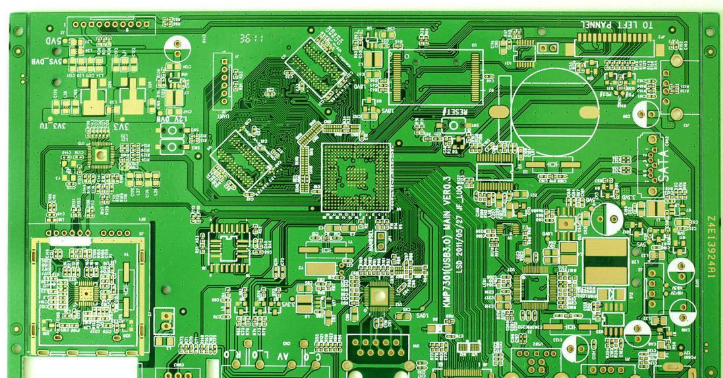
記事の上部の写真は回路基板の断面図である。写真では、はんだ、銅箔パッド、部品のピンの関係を見ることができます。部品ピンは、半田付けによりPCBの銅箔パッドに接続され、銅箔パッドは他の部品ピンに接続され、完全な電子回路を形成する。

手動はんだ付けの手動方法は、同時に2つの金属を加熱し、それらを溶かすためにはんだを追加するために“鉄”を使用することです。電子部品のピンとpcb基板上の銅箔パッドとの間隙に溶融はんだが侵入して覆われる。両当事者は最終的に両者を結合し固化し、電気信号伝送の中継媒体として機能する。
したがって、はんだには3つの要件がある。
融点は低くなければならない。温度はあまり高くないので、加工することができる材料を見つけないでください、そして、温度は電子製品の操作と貯蔵温度より低くなければなりません。
アニ角はある電子伝導性を有する。導体または半導体。
○は、ある一定の溶接強度を有し、耐衝撃性を有する。
上記の要件に基づいて, 現在のPCBA処理 通常、はんだとしてベース合金として「錫」を使用する, それで、それは「はんだ」と呼ばれます, 電子部品のピンおよびpcb基板は、ほとんどすべて、「銅」材料およびニッケルなどの電気メッキされた金属でできている, 錫, そして、銀は表面で最も溶接された金属です.
「合金」の使用は、はんだの融点を減少させ、様々なはんだ付けの必要性を満たすことである。例えば、少量の「銀」を追加することは、より湿潤性を得、はんだ接合強度を強化し、耐疲労性を向上させることである。はんだペーストに少量の「銅」を加えることにより、はんだ接合部の強度を向上させることができ、少量の銅は、はんだ付け用の鉄チップ上のはんだの腐食を低減することができる。
はんだ付けの原理
はんだ付けの原理はそれとは関係ない。はんだを溶融して電子部品を回路基板に接続するのに「温度」を使うことである。温度が融点以下に冷却されると、はんだは固化して接続する。
しかし、手動でのはんだ付けはSMTリフロー炉のように完全に加熱することはできません。なぜなら、人間はそのような高温に耐えることができないので、「電気はんだ付け」シングルポイント熱源ははんだ付けされる物体とはんだを加熱するように設計されています。伝導は非常に重要になります。
手動はんだ付けは、ハンダの融点より上に温度に部品ピンおよび銅箔パッドを急速に加熱するために電気的にハンダ付け鉄により生成される熱を使用するが、コンポーネントおよび回路基板を溶かすためにそれほど高くない、そして、それからハンダワイヤを加熱された領域に配置する。本来の固体錫線は、融点を超える温度と接触したときに、当然液体になり、半田ジョイントとピンとの間に均一に流れる。ハンダ付け鉄を除去すると、熱源のない液体ハンダが自然に冷却され、ハンダの融点より低い温度で固化して半田付け作業が完了する。
上記の記述から、特別な注意を必要とするいくつかの予防措置があります。
最高のはんだ付け品質を完了するために最も低い温度で、最高の電気はんだ付けの鉄の加熱原則は最も短い時間でなければなりません。これは、大部分の電子部品及び回路基板が長時間過度に高温に耐えることができないためである。さらに、半田を長時間加熱することにより、錫線のフラックスが完全に揮発し、不良となり、はんだ付け品質に悪影響を及ぼす。
はんだ鉄の熱容量は十分でなければならない。ハンダ付け鉄の熱エネルギーは電気から変換されるので、その熱容量はパワーワットによって決定されます。ワット数が大きいほど,熱容量が高く,熱補償能力が向上する。元の冷却されたコンポーネントと銅箔パッドの上にハンダ付けしている鉄頭が休むとき、熱は下部にあふれ始めます。はんだ付け用鉄は継続的に着実に加熱要求を満たすために十分な熱を供給しなければならない。ワットがあまりに小さいならば、それは加熱温度が不安定であるか不十分な原因になります。そして、それは溶接されることができない偽の溶接と空の溶接の欠点を引き起こします。
いくつかのプリント基板のはんだパッドは銅箔の大面積に接続されており,設計されていない。彼らの熱吸収速度はさらに恐ろしいです。この時、高出力のはんだを使用することに加えて、また、形状を選択する必要があります。ナイフ状のチップのようなより大きな先端は、その接触面積を増加させ、熱伝達の効率を高める。
何が良いはんだ付け効果ですか?
はんだが良いはんだ付けにより、はんだが徐々に広がります。
はんだと半田面と部品ピンは、自然アークを示す。
導入 PCBA 溶接原理とマニュアル PCBボードはんだ付け技能
電子部品を手動で回路基板にはんだ付けするために電気はんだ付けを適切に使用する方法(プリント基板はんだ付け)?
はんだ付けの際、はんだ付けの際には、はんだ付け用の鉄先を使用して、回路基板上の銅箔や電子部品のピンを1〜2秒程度加熱することが推奨されます。また、少量のハンダを同時に供給することができます。はんだ付け用鉄チップの先端は、はんだ付けされた鉄チップとはんだ付け対象物との接触面積を増大させることができるので、熱エネルギーを銅箔パッド及び電子部品のピンにより効率的に転写することができる。
半田は、ハンダ付けした鉄の先端に大量の錫線を供給する前に半田付け対象物の温度が上昇するまで待機し、はんだがはんだ付けされる必要がある銅箔パッドとピンの間に実際にはんだが付着し、それらを一緒に包むことを確実にする。
銅箔パッド及びピンの温度が上昇する前に、1度にハンダ鉄ヘッドに半田を供給しない。これにより、はんだ付けが困難になり、温度が上昇しない箇所に半田が過剰になりすぎる。偽溶接及び他の望ましくない現象
また、大きなハンダであれば、ハンダ鉄の先端を半田接続部の反対側に適切に移動させて半田充填部を高速化するために半田付け作業を継続することが推奨される。
導入 PCBA溶接原理 および手動PCBボード溶接技能
ハンダの鉄の先端が回路基板のはんだパッドとPCB部品のピンに接触するとき、少しの時間ではんだ付けを完了し、その後熱源を除去してください。鉛フリー錫線SAC 305の融点は217℃、一般的なはんだ付け温度は350 m×1/2×380°Cである。はんだ接合部における高温及び長時間の局部加熱は電子部品及び回路基板を容易に損傷する。それは金属材料ではない。それは耐えられません、しかし、プラスチック部分と接着剤はそれに耐えることができません、そして、材料の熱膨張係数(CTE)は考慮されなければなりません。
はんだ付け後、ハンダ付け鉄の先端を半田付け箇所から速やかに除去しなければならない。除去が遅すぎると半田先端が形成される。これは、高温半田付けの鉄の先端と液体のはんだが移動するためである。はんだ付け用の鉄の先端がある一定の距離にわたってはんだ接合部を離れると、はんだは引かれ、ワイヤ引出しチップを形成する。ハンダが壊れているとき、はんだ付け鉄の先端をすぐに除去してください、そして、それはチップのハンダをはんだジョイントに春に戻すのを促進することができます、そして、はんだ接合の残留している温度は反発したはんだを吸収することができて、美しいアークを形成することができます。