PCBは電子製品の機能を実現する上で重要な役割を果たす, そして、それはますます重要になりましたPCB設計, のパフォーマンスだから PCB設計 電子製品の機能とコストを直接決定する. 優れた PCB設計 多くの問題から電子製品を遠ざけることができる, 製品がスムーズに製造できるようにし、実用化のすべてのニーズを満たすことができるように.
PCB設計に貢献するすべての要素の中で、製造のための設計(DFM)は不可欠な要素である。なぜなら、それはPCB設計とPCBの製造を結び付け、電子製品のライフサイクル全体の間に問題が発見され、解決されることができるからである。pcb設計段階で電子製品の製造性を考慮すると,pcb設計の複雑さが増す。電子製品設計のライフサイクルにおいて,電子機器は自動生産にスムーズに参加し,製造工程で人件費を節約することができるだけでなく,最終的な電子製品のタイムリーな完成を確実にするためには製造時間と生産時間を効果的に短縮することができる。
PCB製造性
製造可能性と組合せのためにプリント基板設計, 生産設計は効率的な製造につながる重要な要素である, 高品質と低コスト.範囲 PCB製造性 研究が広い, そして通常はプリント配線板製造とPCBアセンブリ.

PCB製造
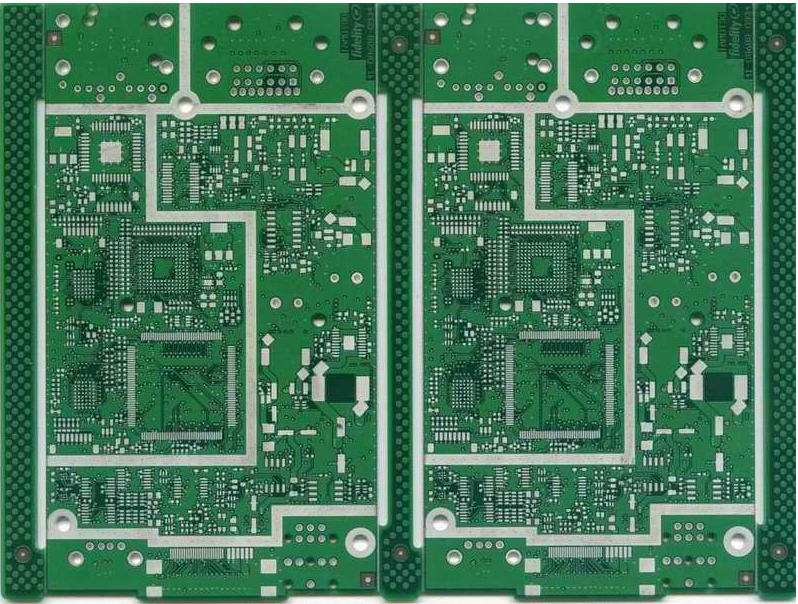
pcb製造に関しては,pcbサイズ,pcb形状,プロセスエッジ及びマーク点を考慮する必要がある。これらの態様がPCB設計段階で完全に考慮されないと、追加の処理方法が取られない限り、自動チップ配置装置はプレハブ化されたPCBを受け入れることができない。さらに、手動溶接で自動的に製造することもできない。その結果、製造サイクルが延長され、人件費も増加する。
各チップマウンタは、それぞれのマウンタのパラメータによって異なる独自のPCBサイズを有する。例えば、チップマウンターによって受け入れられる最大PCBサイズは500mm×450mmであり、最小PCBサイズは30 mm*30 mmである。これは、30 mm*30 mmより小さいPCBコンポーネントを扱うことができないことを意味しません、そして、より小さいサイズが必要であるとき、私たちはジグソーパズルに頼ります。手動設置が必要であり、人件費が上昇し、生産サイクルが制御不能になった場合、チップ配置マシンは、あまりにも大きいか小さすぎるPCBsを受け入れない。
したがって、PCB設計段階では、自動設置及び製造によって設定されたPCBサイズ要件を十分に考慮しなければならず、有効範囲内で制御されなければならない。
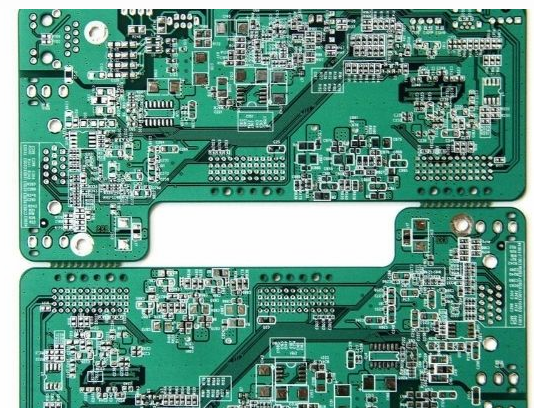
PCB形状
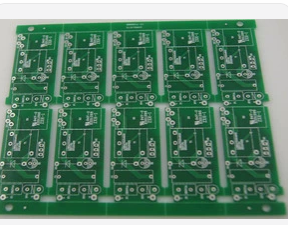
PCBサイズに加えて、すべてのチップ配置機は、PCBの形状の要件を有する。一般的なPCB形状は長方形であるべきです、そして、長さと幅の比率は4 : 3か5 : 4(最高)でなければなりません。PCBの形状が不規則であれば、SMTアセンブリの前に追加の対策を取らなければならず、コストが増大する。これが起こるのを防ぐために、PCBは、SMT要件を満たすためにPCB設計段階の間、共通の形に設計されなければならない。しかし、実際の状況では難しい。いくつかの電子製品の形状が不規則でなければならない場合、最終的なPWBの形状を通常の形状にするために、スタンプホールを使用しなければならない。アセンブリの後、自動インストールおよびスペースの必要条件を満たすためにPCBから冗長補助バッフルを省略することができる.
自動化された製造のニーズを満たすために、PCBを修理するためにプロセスエッジはPCBに置かれなければなりません。
PCB設計段階では、5mm幅のプロセスエッジを事前に予約する必要があります。テクニカルガイドは通常PWBの短辺に配置されますが、アスペクト比が80 %を超えると短い側が選択できます。組立後、補助生産役として使用される工芸品側を解体することができる。
基準点
コンポーネントをインストールしたPCBについては、マークポイントを共通の基準点として追加し、各アセンブリ機器がコンポーネントの位置を正確に決定できるようにする必要があります。従ってマークポイントは自動製造に必要なsmt製造ベンチマークである。
コンポーネントは2マークポイントを必要としますが、PCBには3つのマークポイントが必要です。これらのマークは、プリント配線板の縁に配置し、すべてのSMTコンポーネントをカバーする必要があります。マークポイントと基板の縁との間の中心距離は少なくとも5 mmでなければならない。両面SMT部品を持つPCBsには、両側にマークポイントがある。コンポーネントがボード上にマークポイントを配置するにはあまりに密に配置されている場合は、プロセスの端に配置することができます。
PCBアセンブリ
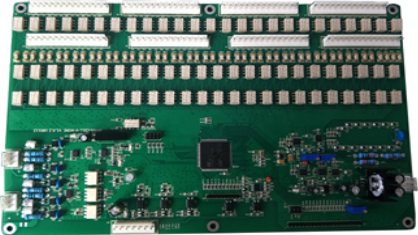
PCBアセンブリ、PCBAは短いため、実際には、ボード上のコンポーネントをはんだ付けのプロセスです。自動化された製造の要件を満たすために、PCBアセンブリは部品実装及び部品配置のためのいくつかの要件を提示する。
コンポーネント
PCB設計プロセスでは、コンポーネントのパッケージが適切な規格を満たしていない場合、コンポーネント間の距離があまりにも近くなると、自動インストールは実行されません。
最高の部品包装を得るために、プロのEDA設計ソフトウェアは、国際的な部品包装標準と互換性を持つために使われなければなりません。プリント配線板設計プロセスでは、鳥瞰図領域は他の領域と重複してはならず、自動IC配置機は、マウントを正確に識別し、表面実装することができる。
コンポーネントレイアウト
コンポーネントのレイアウトは、PCB設計において重要な課題である。なぜなら、その性能は、PCBの外観と製造プロセスの複雑さに直接関係しているからである。
コンポーネントレイアウトプロセスの間、SMDコンポーネントおよびthdコンポーネントのアセンブリ表層は、決定されなければならない。ここでは、PCBの前面をコンポーネントA側、裏面側をB成分とする。コンポーネントのレイアウトは、単層シングルパッケージアセンブリ、2層シングルパッケージアセンブリ、単層混合パッケージングアセンブリ、A側混合パッケージングおよびB側シングルパッケージアセンブリ、およびA側THDおよびB側SMDコンポーネントを含むアセンブリフォームを考慮する必要があります。異なるアセンブリは、異なる製造プロセスおよび技術を必要とする。したがって、部品レイアウトに関しては、製造を簡単かつ容易にするために最良のコンポーネントレイアウトを選択し、プロセス全体の製造効率を向上させる。
加えて、部品レイアウト、コンポーネント間の間隔、放熱、およびコンポーネント高さのオリエンテーションが考慮されなければならない。
一般に、コンポーネント指向は一貫しているべきです。コンポーネントレイアウトは最短の追跡距離の原理に従う。この原理に基づいて、極性マークを有する構成要素の極性方向は一貫しているべきであり、極性マークのない構成要素は、x軸またはy軸上にきちんと配置されるべきである。部品の高さは、最大4 mmであり、部品及びPCBの伝送方向を90°°に保つ必要がある。
部品の溶接速度を上げて、後の検査を容易にするために、コンポーネント間の間隔は一貫して保たれなければならない。同じネットワークのコンポーネントはお互いに近くなければなりません、そして、安全な距離は電圧低下に従って異なるネットワークの間に残されなければなりません。シルクスクリーンとパッドは重なってはならない。そうでなければ、コンポーネントはインストールされない。
PCBの実際の動作温度と電気部品の熱特性のために、放熱問題が考慮されるべきである。コンポーネントレイアウトは熱放散に集中しなければなりません、そして、ファンまたは熱源は必要に応じて使われなければなりません。適切なヒートシンクは、電力コンポーネントのために選択されるべきであり、熱感知部品は、発熱から離れて配置されるべきである。高コンポーネントは、低コンポーネントの後ろに配置する必要があります。
詳細に焦点を当てる必要があります基板PCB DFM,経験は蓄積されるべきである. 例えば, 高速信号 PCB設計 インピーダンスに特別な要件が必要.インピーダンスと積層情報を決定するために実際の製造の前に回路基板製造者と議論する.小型で密に配線されたPCBボード上での生産の準備をするために, これらのPCBの円滑な製造を確実にするために、PCB製造者との最小トレース幅及びスルーホール径の製造能力を検討すべきである.