紹介する PCBAプロセス 異なるタイプの PCBボード
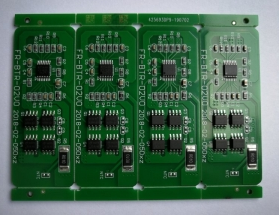
シングルSMTマウント
ハンダペーストを部品パッドに添加した後、ベアプリント基板のはんだペースト印刷を終了した後、リフローはんだ付けにより電子部品を実装し、リフロー半田付けを行う。
片面ディップカートリッジ
プラグインである必要があるPCBボードは、電子部品を挿入した後に、生産ライン労働者によって、波ではんだ付けされる。はんだ付けを固定した後、足を切断してボードを洗浄することができますが、ウェルドはんだ付けの効率は低い。
片面混合
プリント基板をはんだペーストでプリントし,電子部品をリフローはんだ付けして固定する。品質検査が終了すると、ディップ挿入が行われ、その後ウェーブはんだ付けまたは手動はんだ付けが行われる。スルーホールコンポーネントが少ない場合は、手動はんだ付けをお勧めします。

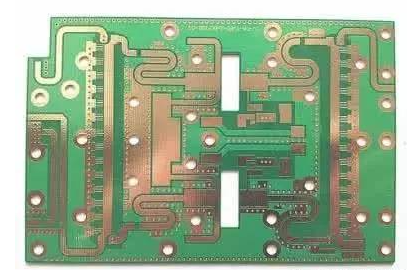
(4)片面装着とプラグイン混合
いくつか PCBボード 両面, 片側を取り付け、他方を挿入する. 実装と挿入のプロセスフローは片面処理と同じである, しかし、PCBボードはリフローはんだ付けとウェーブはんだ付け用のフィクスチャの使用を必要とする.
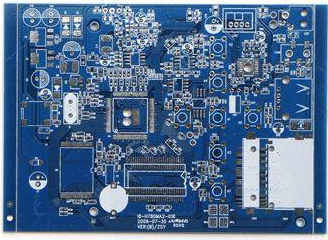
(5)両面SMT実装
PCBボードの美的および機能性を確保するために、PCBボード設計エンジニアの中には、両面実装方法が採用される。ICコンポーネントは側面Aに配置され、チップ部品は側面Bに実装され、PCBボードスペースをフルに活用し、PCBボードエリアの小型化を実現する。
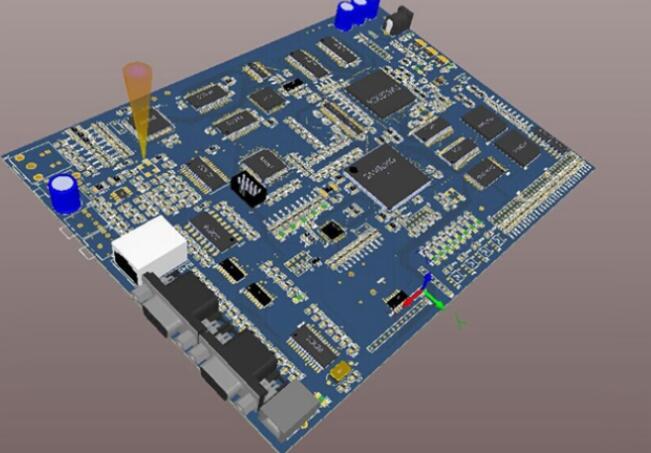
両面混合
両側に次の2つの方法が混在している。
第1の方法は、PCBAアセンブリを3回加熱し、効率が低く、赤グルー工程を用いたウエーブはんだ付けのパスレートが低く、推奨しない。
第2の方法は,両面smd成分とtht成分が少ない場合に適している。手動溶接が推奨されます。tht成分が多い場合は,ウェーブはんだ付けを推奨する。
PCBA集合における問題点
ハンダペースト印刷プロセスは、主に半田ペーストのはんだペースト量の要求ではなく、はんだペースト印刷量(充填および転写)の一貫性の問題を解決する。すなわち、ハンダペースト印刷工程では、高・低スルーレートの問題ではなく、はんだ付け速度のばらつきの問題が解決される。パススルーレートの問題を解決するために,はんだペーストの分布にキーがある。パッド、はんだマスク及びステンシル開口の最適化及び整合設計により、必要に応じて半田ペーストの量を各半田接合部に割り付ける。もちろん、はんだペーストの量の一貫性はまた、設計に関連し、PCB半田マスクの異なる設計は異なるプロセス能力指数を提供する。
面積比
面積比は、スチールメッシュ窓の面積と窓穴壁の面積との比を指す
転送速度
転写率は、孔版原紙の体積に対して実際に転写されたはんだペーストの量の比で表される、印刷中に孔版原紙のパッド上に堆積されたはんだペーストの比率を示す。
3 .面積率が移動率に及ぼす影響
面積比ははんだペーストの転写に影響する重要な因子である。一般に、面積比はエンジニアリングにおいて0.66より大きくする必要がある。このとき、70 %以上の転写率が得られる。
面積比較のための設計要件
面積比は鋼メッシュの設計の必要条件を有する, 主にファインピッチ成分に影響する. マイクロパッドステンシル窓の面積比を確保するために, ステンシルの厚さは面積比率要件を満たさなければならない. このように, 多量のはんだペーストを必要とする成分, ステンシル窓面積を増やすことによって、はんだペーストの量を増やす必要がある PCBパッド, コンポーネント間隔の設計における重要な考察.