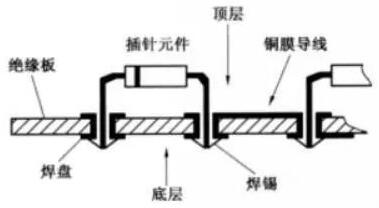
電路板 socket 錫膏回流
Generally,電路板製造商 perform mixed (soldering) technology (Mixed Technology) assembly on the circuit board; 那就是, 所謂的 表面貼裝 solder paste reflow, 加上通孔波峰焊等兩道工藝前後的參與. 這些做法已經實行多年了, 即使他們進入無鉛焊接時代, 它們仍然可以依法製造. 問題是無鉛焊接的熱量大大新增了. 即使正面和背面回流兩次, 板和部件已經處於危險中. 如果再添加一次波峰焊, 情况當然更糟. 此外, 除了大型和低端產品, 備件越來越少, 囙此,波峰焊的生存價值還有待審查.
現時, 仍然需要用於波峰焊的零件主要是連接器, 或更大功率或可插拔組件, 但這個數位正在下降. 這些結構强度焊點仍以承插焊接為主, 因為它們的抗拉强度平均是 表面貼裝. 早在很多年前, 為了節省波峰焊設備和管理的負擔, 一些製造商嘗試了“錫膏孔”方法, 用熱風回流代替波峰焊完成插腳插座的焊接和補錫. . This method is called Pin in Hole (PIH) or Pin in Paste (PIP). 它現在在行动电话電路板的組裝中越來越流行. 對於那些沒有安裝波峰焊接機的人, 成本似乎合理.

1. Prepare in advance
(1) Difference in heat resistance
When changing the original pin wave soldering to solder paste in-hole reflow, 最重要的問題是零件體是否能够承受無鉛回流的强熱測試而不受傷. 應注意的是,在波峰焊接期間, 儘管底部部分的底部在270°C下經受約4秒的高溫, 遠離錫波通過PCB的零件主體, 即使在通過兩個錫波後也不超過160℃. 至於預熱,中間的頂面溫度僅為120℃. 然而, 回流焊的方法完全不同. 不僅零件主體必須直接暴露在220°C或更高的熔點下, 忍受著熱氣流的折磨, but the TAL (melting tin duration) is longer than 60 seconds. 因此, 眾所周知,PIH組件的耐熱性與波焊完全不同, 並且必須滿足通用SMD的基本要求.
(2) Consideration of the amount of tin filling
In the circuit board manufacturing 過程, 錫膏的組成重量比為金屬占88-90%, 其餘10-12%為有機輔料. 但是體積比是每個的一半, 使癒合完成後凝結成焊點, 它的體積將至少縮小一半. 因此, 在設計孔徑時,應考慮錫含量的要求. The general rule of thumb is that the size of the aperture larger than the diameter of the round foot should not exceed 10mi1 (that is, 5mi1 on one side). 如果是一平方英尺, 將對角線上測得的厚度與孔徑進行比較時, 兩者之間的差值不應超過5mil. 只有這樣,回流焊後孔中錫的高度才能輕鬆達到眾所周知的規範J-STD-001D錶6-5中至少75%的錫的規格.
填充量
圖2: 左圖中的錫填充量是可以接受的,但在右圖中,只有半孔傾斜錫明顯不超過孔長度的75%。
(3) The opening of the steel plate.
為了正確填充銷孔中的銷孔, 刮刀列印的錫膏體積必須足够大. 因此, 對於這種PIH糊,同一塊鋼板必須採用擴大過印的方法. 那就是, 鋼板必須更厚,開口必須大於孔環, 所以印刷膏的用量幾乎不够. 事實上, 其他小墊板不易實現鋼板加厚. 相反地, 對於擴展到環表面以外的錫膏, 實際上沒有必要擔心外部損失, 因為癒合過程中的强內聚力會吸引周圍的錫量. 回到中心, 囙此,無需擔心焊接後短路.
PIH切片的暗視覺圖片
圖3。 這兩幅影像都是PIH切片的暗視圖影像。 左側影像中錫的不足量應與印刷膏的不足量相對應。
這也與孔徑和脚部直徑之間的大間隙有關,通常兩者之間的間隙小於10mil。
還有一種簡單的方法,即不需要新增鋼板的厚度,只要錫膏印刷兩次,並且借助印刷膨脹,也可以實現孔中的錫填充量。 至於先印薄糊料再印厚糊料的兩版疊加印刷法,從成本和結構上來說都不合適,但它對密集裝配非常有利,沒有任何擴展空間。 然而,應注意的是,在焊膏量新增後,助焊劑的殘留量也會新增。 這將不可避免地給目視檢查帶來麻煩。
來回刮兩次鋼板
圖4。 相同的鋼板可以來回刮兩次,以新增孔中印刷的錫膏量。
降低刮刀的攻角
圖5。 降低刮刀的攻角(從左側60°降至45°>)將新增進入孔的糊料量。
從右圖可以看出,切脚不宜過長,以免戳出錫膏,减少錫填充等帶來麻煩。
2. On-site construction
(1) Cover hole and ring method
This is an early practice. 它使用鋼板開口用錫膏覆蓋所有PTH孔和環表面, 並故意兩次降低刮刀或劃痕的攻角,以新增進入孔中的錫膏量. 然後, 將圓端或錐形端的銷穿入孔中,然後進行回流焊. 這種方法的缺點是錫膏經常被過長的引脚擠出或剝落, 這會帶來很多麻煩. 只要板的厚度略大於50密耳,最好切割脚的長度, 以便獲得良好的焊點.
(2) Hole ring single pass or rain side enlarging method
Deliberately use the expanded opening steel plate for overprinting of a large amount of solder paste (Over P rint), so that the pin reflow can meet the specification requirements of the tin filling amount (75%). 現時, 環兩側的雙面粘貼列印方法更受歡迎. . 因為這個洞沒有完全蓋住, 從引脚中擠出錫膏不會有任何問題. 然而, 這種放大科技還需要表明表面是否有足够的空間作為施工權衡.
全錫PIH切片
圖6。 左上角是帶有額外錫的各種焊料,左下角是帶有全錫的PIH切片。
右上角是發佈在列印粘貼上的附加預測,右下角是預測的前一天。
(3) Additional anticipation method
Even if the method of double-sided or single-sided expansion is adopted, 很難用錫填充銷孔以滿足規範的要求, 所以我不得不在膨脹的錫膏表面添加一小塊預成型焊料. 這種期望是從扁平焊料中沖出各種薄片, 完全沒有任何有機物, 所以體積非常大, and the effect after soldering is very good (the latest products are also expected to have flux attached). 然而, 由於市場有限, the price is very expensive (a single small piece is charged as much as NT$2), 自動放置動作也是一個令人頭痛的問題. 事實上, 對於如此棘手的問題, 只要勞動力足够便宜,工藝足够好, 烙鐵手工焊接法仍是最佳選擇.
PIH被添加到雙面表面貼裝工藝中
圖7。 這是對將PIH添加到雙面表面貼裝工藝的描述,即當頂面回流時,
也就是說,首先在頂部表面固定並彎曲脚,然後將其翻轉以完成粘貼並粘貼到底部表面。
此外,將錫膏注入焊點,最後同時重新焊接PIH和底面。
(4) Local squeezing method of pin exit (Dispense)
When the front side of the board is reflowed, 將每個插入器的針腳插入孔中, 彎曲穿過的尾巴. 當翻轉電路板時,在反面刷錫膏, 將脚尾放入熔爐後,機械臂用於在固定點擠壓糊料, 底面的插入和粘貼可以完成兩種回流焊.
第3, the unpopularity is hot again
For the 多層板 行动电话電路板和其他手持電子設備, 兩側需要回流焊,並與各種類型的安裝組件焊接, but there are a few soldering positions that require better strength (such as charging sockets, 等.). 仍然建議使用通孔塞焊. 滿足如此少的需求, 當然, 不可能大驚小怪然後再做一次波峰焊. 囙此,將錫膏插入孔中的PIH或PIP方法最近變得很流行. 下圖顯示了手機板OSP處理的通孔, 而環兩側的設計刻意放大.