1 Green paint construction
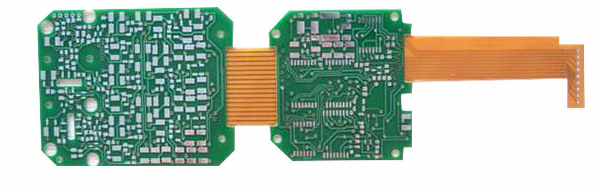
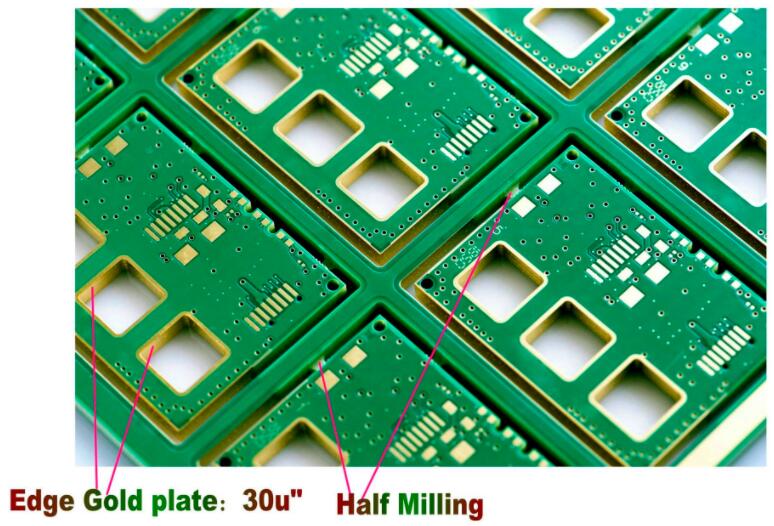
The ball-planting pad on the bottom of the BGA belly is welded using the "green paint set limit" method. Once the green paint is too thick (above 1mil) and the backing surface is too small, 波峰焊將很難進入“弧坑效應”. 此外, 在砧板的球類種植工作中,受到大量通量和高熱的衝擊, 焊料將被迫滲透到綠色油漆邊緣的底部, 這可能會導致綠色油漆飄走. 這一點與錫膏焊接完全不同 PCB處理墊. 通常, the SMD copper pad of this kind of carrier board will be slightly larger (sometimes containing nickel and gold), 綠色油漆可以上升到圓周的4mil圓周寬度, 因為錫不能流向銅墊的外直壁, 囙此建議使用壓力. 其强度不如所有銅焊盤形成的NSMD焊點. 此外, SMD焊點的應力不易消散, 導致其“疲勞壽命”通常僅為NSMD的70%. 事實上, 一般包裝基板的設計者和製造商對此邏輯瞭解不多. 因此, 在未來的無鉛焊接中,手機PCB電路板上各種BGA的强度將越來越不安全.
(1)綠色油漆塞孔

通常情况下,綠色油漆塞孔的功能是在測試電路板時,方便移除空白空間,以快速固定電路板 PCB電路板; 其次, 用於第一側通孔附近的電路或焊盤,以避免第二次表面波峰焊. 被勇田侵犯. 然而, 如果插頭不牢固或損壞, 由於噴錫或波峰焊對錫浮渣的强大壓力,它仍然會遭受無盡的麻煩. 原始表格中列出了四種塞孔方法, 但它們都不適用於大規模生產.
(2)熔焊後再次波焊
當一些零件的焊接在兩側完成時,一些PCB組件通常需要焊接,囙此靠近球墊的通孔也會將波峰焊的熱量轉移到第一側,導致腹部底部回流。 焊球可能再次熔化,甚至可能形成意外冷焊或開路。 此時,可以使用臨時隔熱板和波形遮罩兩種外部隔熱板來隔離BGA區域的上下兩側。
(3)封堵孔施工
綠色塗料堵孔的施工方法包括:幹膜蓋孔、印刷泛光孔,這意味著該孔是通過插入印版表面的管道進行的。 出來吧。 專業塞孔使用特殊樹脂精心封堵和固化,然後在兩側列印綠色油漆。 無論該方法是什麼,都可以稱為一種不容易完善的困難施工方法。 囙此,塗有綠色油漆的OSP板的前後插頭不起作用,下游有許多悲慘的故障案例。 當在前插塞之後製作OSP時,藥液很容易留在狹縫中並損壞穿孔的銅,而後插塞的烘烤將不利於OSP膜,這確實是一個難題。
第二,BGA的放置
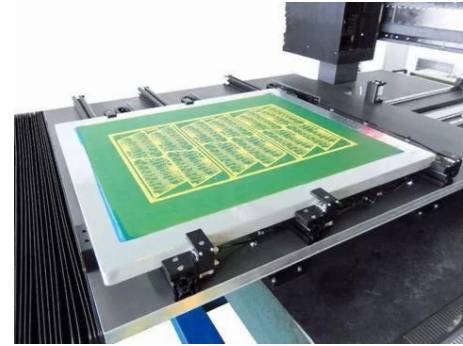
(1)錫膏印刷
所用鋼板的開口最好採用窄而寬的梯形開口,以便於在印刷後踩脚和抬起鋼板,而不會干擾錫膏。 常用焊膏的金屬部分約占90%,焊料顆粒的大小不應超過開口的24%,以避免焊膏邊緣模糊。 最常用的BGA組裝印刷膏的粒徑為53mm,而CSP的常用粒徑為38mm。
對於間距為1.0-1.5mm的大型BGA,印刷鋼板的厚度應為0.15-0.18mm,對於間距小於0.8mm的細BGA,鋼板的厚度應减少到0.1-0.15mm。 開口的“縱橫比”必須保持在1.5左右,以便於應用膏體。 緊密墊片方形墊開口的角必須呈弧形,以减少錫顆粒的粘附。 對於小間距圓形焊盤,一旦鋼板寬深比必須小於66%,則印刷膏必須比焊盤表面大2-3密耳,以便焊接前的臨時附著力更好。
(二)、熱風熔焊
90年後, 強制對流熱風已成為回流焊的主流. 其生產線中的更多加熱段, 它不僅易於調整“溫度-時間曲線”, 而且生產速度也會加快. Current lead-free solderers must have an average of more than 10 segments to facilitate heating (up to 14 segments). 當型材中的高溫超過板材的Tg並持續時間過長時, 它不僅會製造PCB 電路板軟, 但是Z擴展也會導致電路板爆裂, 導致內部電路或PTH斷裂等災難. 焊膏中的助焊劑必須高於130°C才能顯示其活性, 其啟動時間可維持90-120秒. 各種組件的平均耐熱極限為220°C,且不超過60秒.