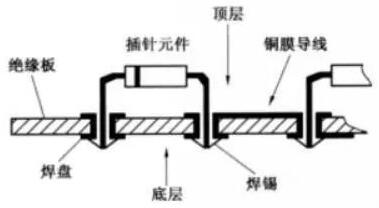
Reflow della pasta di saldatura della presa del circuito stampato
Generalmente, i produttori di circuiti stampati eseguono l'assemblaggio misto (saldatura) della tecnologia (tecnologia mista) sul circuito stampato; Cioè, il cosiddetto reflow della pasta di saldatura SMT, più saldatura a onda passante e altri due processi prima e dopo la partecipazione. Queste pratiche sono praticate da molti anni, anche se entrano nell'età della saldatura senza piombo, possono ancora essere prodotte secondo la legge. Il problema è che il calore della saldatura senza piombo è notevolmente aumentato. Anche se la parte anteriore e posteriore sono riflusso due volte, le piastre e i componenti sono già in pericolo. Se si aggiunge un'altra onda di saldatura ad onda, la situazione è ovviamente ancora peggiore. Inoltre, oltre ai prodotti di grandi e di fascia bassa, ci sono sempre meno pezzi di ricambio, quindi il valore di sopravvivenza della saldatura ad onda ha spazio per la revisione.
Attualmente, le parti che devono ancora essere utilizzate per la saldatura ad onda sono principalmente connettori, o componenti di maggiore potenza o collegabili, ma il numero è in calo. Questi giunti di saldatura a resistenza strutturale sono ancora dominati dalla saldatura a incavo, perché la loro resistenza alla trazione è in media 10 volte quella di SMT. Già molti anni fa, al fine di risparmiare l'onere delle attrezzature e della gestione di saldatura ad onda, alcuni produttori hanno provato un metodo "foro pasta saldante", utilizzando il reflow dell'aria calda invece della saldatura ad onda per completare la saldatura delle prese pin e del riempimento di stagno. Questo metodo è chiamato Pin in Hole (PIH) o Pin in Paste (PIP). Ora sta diventando popolare nell'assemblaggio dei circuiti di telefonia mobile. Per coloro che non hanno installato saldatrici ad onda, il costo sembra ragionevole.

1. preparare in anticipo (1) Differenza nella resistenza al calore Quando si cambia la saldatura originale dell'onda del perno al riflusso della pasta di saldatura in foro, la preoccupazione più importante è se il corpo della parte può resistere alla forte prova di calore del riflusso senza piombo senza essere ferito. Va notato che durante la saldatura ad onda, sebbene il piede della parte inferiore sia sottoposto a calore intenso a 270°C per circa 4 secondi, il corpo della parte che è lontana dall'onda di stagno attraverso il PCB, non supera i 160°C anche dopo il passaggio attraverso le due onde di stagno. Per quanto riguarda il preriscaldamento La superficie superiore al centro è di soli 120°C. Tuttavia, il metodo di riflusso è abbastanza diverso. Non solo il corpo della parte deve essere esposto direttamente al punto di fusione di 220°C o superiore, e subire la tortura delle correnti d'aria calda, ma il TAL (durata dello stagno di fusione) è più lungo di 60 secondi. Pertanto, è noto che la resistenza al calore dei componenti PIH è completamente diversa da quella dei saldatori ad onda e deve soddisfare i requisiti di base di SMD generale.
(2) Considerazione della quantità di riempimento di stagno Nel processo di produzione del circuito stampato, la composizione del rapporto peso della pasta di saldatura è che il metallo rappresenta l'88-90% e il restante 10-12% è materiali ausiliari organici. Ma il rapporto volume è la metà di ciascuno, in modo che dopo il completamento della guarigione e della condensazione in un giunto di saldatura, il suo volume si restringerà almeno della metà. Pertanto, il requisito della quantità di stagno deve essere considerato quando si progetta l'apertura. La regola generale è che la dimensione dell'apertura più grande del diametro del piede rotondo non deve superare 10mi1 (cioè 5mi1 su un lato). Se è un piede quadrato, quando lo spessore misurato sulla diagonale è confrontato con l'apertura, la differenza tra i due non dovrebbe superare 5mil. Solo in questo modo l'altezza dello stagno nel foro dopo il riflusso può facilmente raggiungere la specifica di almeno il 75% dello stagno nella nota specifica J-STD-001D Tabella 6-5.
Quantità di riempimento
Figura 2. La quantità di riempimento dello stagno nell'immagine a sinistra è accettabile, ma nell'immagine a destra, solo lo stagno di immersione a mezzo foro non è ovviamente fino al 75% della lunghezza del foro.
(3) L'apertura della piastra d'acciaio. Per riempire correttamente i fori del perno nei fori del perno, il volume della pasta di saldatura stampata dalla spatola deve essere abbastanza grande. Pertanto, lo stesso pezzo di lamiera d'acciaio deve utilizzare il metodo di espandere la stampa sopra per questo tipo di pasta PIH. Cioè, la piastra d'acciaio deve essere più spessa e l'apertura deve essere più grande dell'anello del foro, quindi la quantità di pasta di stampa è appena sufficiente. Infatti, l'ispessimento della piastra d'acciaio non è facile da implementare per altri piccoli cuscinetti. Al contrario, per la pasta di saldatura espansa oltre la superficie dell'anello, in realtà non c'è bisogno di preoccuparsi della perdita esterna, perché la forte coesione nel processo di guarigione tirerà la quantità di stagno alla periferia. Torna al centro, quindi non c'è bisogno di preoccuparsi di cortocircuiti dopo la saldatura.
Immagine di visione oscura della fetta PIH
Figura 3. Entrambe le immagini sono immagini dark-view di fette PIH. La quantità insufficiente di stagno nell'immagine a sinistra dovrebbe corrispondere alla quantità insufficiente di pasta da stampa.
È anche legato al grande divario tra l'apertura e il diametro del piede, di solito lo spazio tra i due è inferiore a 10mil.
C'è anche un metodo semplice, cioè, non è necessario aumentare lo spessore della piastra d'acciaio, fintanto che la pasta di saldatura viene stampata due volte e con l'aiuto dell'espansione di stampa, è possibile ottenere anche la quantità di riempimento di stagno nel foro. Per quanto riguarda il metodo di stampa in sovrapposizione a due piastre di stampa di una pasta sottile prima e poi una pasta spessa, non è adatto in termini di costo e costruzione, ma è abbastanza vantaggioso per l'assemblaggio intensivo senza spazio di espansione. Tuttavia, va notato che dopo l'aumento della quantità di pasta di saldatura, aumenterà anche il residuo del flusso. Essa porterà inevitabilmente problemi all'ispezione visiva.
Scratch un pezzo di piastra d'acciaio avanti e indietro due volte
Figura 4. La stessa piastra d'acciaio può essere raschiata avanti e indietro due volte per aumentare la quantità di pasta di saldatura stampata nel foro.
Abbassare l'angolo di attacco del raschietto
Figura 5. Abbassando l'angolo di attacco della spatola (da 60° a 45°> a sinistra) aumenterà la quantità di pasta che entra nel foro.
L'immagine a destra mostra che i piedi di taglio non dovrebbero essere troppo lunghi, in modo da non tirare fuori la pasta di saldatura e ridurre il riempimento di stagno e portare altri problemi.
2. costruzione in loco (1) Foro di copertura e metodo dell'anello Questa è una pratica precoce. Utilizza l'apertura della piastra d'acciaio per coprire tutti gli orifizi PTH e la superficie dell'anello con pasta di saldatura e abbassa deliberatamente l'angolo di attacco della spatola o graffi due volte per aumentare la quantità di pasta di saldatura che entra nel foro. Quindi, perforare i perni con estremità rotonde o affusolate nei fori e quindi eseguire reflow. Lo svantaggio di questo metodo è che la pasta di saldatura viene spesso spremuta o rimossa da perni troppo lunghi, il che porta un sacco di problemi. È meglio tagliare la lunghezza del piede finché lo spessore della tavola è leggermente superiore a 50 mil, in modo da ottenere un buon giunto di saldatura.
(2) Metodo di ingrandimento del lato singolo passaggio dell'anello del foro o della pioggia utilizzare deliberatamente la piastra d'acciaio espansa di apertura per la sovrastampa di una grande quantità di pasta di saldatura (sopra la crosta P), in modo che il riflusso del perno possa soddisfare i requisiti di specificazione della quantità di riempimento dello stagno (75%). Allo stato attuale, il metodo di stampa a pasta bifacciale su entrambi i lati dell'anello è più popolare. . Poiché il foro non è completamente coperto, non ci sarà alcun problema di spremere la pasta di saldatura dal perno. Tuttavia, questo tipo di tecnica di ingrandimento deve anche indicare se c'è abbastanza spazio sulla superficie come compromesso di costruzione.
Fetta PIH con contenuto pieno di latta
Figura 6. In alto a sinistra sono le varie aspettative di saldatura con stagno aggiuntivo, e in basso a sinistra è la fetta PIH con stagno pieno.
In alto a destra è la previsione aggiuntiva pubblicata sulla pasta da stampa, e in basso a destra è il giorno prima della previsione.
(3) Metodo aggiuntivo di anticipazioneAnche se viene adottato il metodo di espansione bifacciale o unilaterale, è difficile riempire i fori del perno con stagno per soddisfare i requisiti della specifica, quindi ho dovuto aggiungere un piccolo pezzo di preforma preformata della saldatura sulla superficie della pasta di saldatura espansa. Questa aspettativa è una varietà di fette perforate dalla saldatura piana, completamente prive di qualsiasi sostanza organica, quindi il volume è molto solido e l'effetto dopo la saldatura è molto buono (ci si aspetta anche che gli ultimi prodotti abbiano flusso attaccato). Tuttavia, a causa del mercato limitato, il prezzo è molto costoso (un singolo piccolo pezzo viene addebitato fino a NT $ 2), e l'azione di posizionamento automatico è anche un problema. Infatti, per tali questioni spinose, fintanto che la manodopera è abbastanza economica e l'artigianato è abbastanza buono, il metodo di saldatura a mano del saldatore è ancora la scelta migliore.
PIH viene aggiunto al processo SMT a due lati
Figura 7. Questa è la descrizione dell'aggiunta di PIH al processo SMT bifacciale, cioè quando la superficie superiore è riflusso,
Cioè, prima pin e piegare i piedi sulla superficie superiore, e poi girarlo per completare la pasta e incollare sulla superficie inferiore.
Inoltre, la pasta di saldatura è stata iniettata nei giunti di saldatura e infine il PIH e la superficie inferiore sono stati ri-saldati contemporaneamente.
(4) Metodo locale di compressione dell'uscita del perno (Dispense) Quando il lato anteriore del bordo è riflusso, inserire i perni di ogni interposer nel foro e piegare le code che passano attraverso. Quando il capovolgimento della scheda esegue la spazzolatura della pasta di saldatura sul lato opposto, il braccio robot viene utilizzato per spremere la pasta in un punto fisso Dopo che la coda del piede è messa nel forno, due tipi di reflow possono essere completati per l'inserimento e la pasta della superficie inferiore.
In terzo luogo, l'impopolarità è di nuovo calda Per le schede multistrato dei circuiti cellulari e di altri dispositivi elettronici portatili, entrambi i lati devono essere riflusso e saldati con vari tipi di componenti di montaggio, ma ci sono alcune posizioni di saldatura che richiedono una migliore resistenza (come prese di ricarica, ecc.). È ancora consigliabile utilizzare la saldatura a spina passante. Per un numero così piccolo di esigenze, naturalmente, è impossibile fare un grande casino e poi fare un'altra saldatura ad onda. Quindi il metodo PIH o PIP della pasta di saldatura nel foro è diventato popolare recentemente. L'immagine a sinistra sotto mostra il foro passante dell'elaborazione OSP della scheda del telefono cellulare e il design dell'anello su entrambi i lati deliberatamente ingrandito.