I circuiti stampati PCB ad alta densità di interconnessione sono generalmente circuiti ad alto livello HDI con 10-20 strati o più, che sono più difficili da elaborare rispetto ai circuiti tradizionali multistrato e hanno requisiti di alta qualità e affidabilità. Pricipalmente sono utilizzati in apparecchiature di comunicazione, server di fascia alta, elettronica medica, aviazione, controllo industriale, militari e altri campi. Negli ultimi anni, la domanda del mercato di schede di alto livello nei settori delle comunicazioni applicative, stazioni base, aviazione e militare è rimasta forte. Con il rapido sviluppo del mercato cinese delle apparecchiature di telecomunicazione, il mercato delle schede di alto livello è stato promettente.

Attualmente, i produttori nazionali di PCB che possono produrre in massa circuiti stampati di alto livello sono principalmente imprese finanziate dall'estero o alcune imprese finanziate internamente. La produzione di circuiti stampati di alto livello non richiede solo investimenti tecnologici e di attrezzature elevate, ma richiede anche l'accumulo di esperienza di tecnici e personale di produzione. Allo stesso tempo, l'introduzione di procedure di certificazione dei clienti di bordo di alto livello è rigorosa e ingombrante, quindi i circuiti stampati di alto livello hanno una soglia più alta per entrare nell'azienda e realizzare l'industrializzazione. Il ciclo produttivo è più lungo. Il numero medio di strati PCB è diventato un importante indicatore tecnico per misurare il livello tecnico e la struttura del prodotto delle aziende PCB. Questo articolo descrive brevemente le principali difficoltà di lavorazione incontrate nella produzione di circuiti stampati di alto livello e introduce i punti di controllo dei processi produttivi chiave di circuiti stampati di alto livello per riferimento e riferimento da parte dei peer.
1. Principali difficoltà di produzione
Rispetto alle caratteristiche dei circuiti stampati convenzionali, i circuiti stampati ad alto livello hanno le caratteristiche di schede più spesse, più strati, linee e vie più dense, dimensioni delle celle più grandi e strati dielettrici più sottili. Lo spazio interno dello strato, il grado di allineamento tra gli strati, il controllo dell'impedenza e i requisiti di affidabilità sono più rigorosi.
1.1 Difficoltà di allineamento tra strati
A causa del gran numero di schede di alto livello, il lato di progettazione del cliente ha requisiti sempre più rigorosi per l'allineamento di ogni strato del PCB. Di solito, la tolleranza di allineamento tra strati è controllata da ±75μm. Considerando la progettazione su larga scala dell'unità di bordo ad alto livello e la temperatura ambiente e l'umidità dell'officina di trasferimento grafico, nonché fattori quali disallineamento e sovrapposizione causati da incoerenza di espansione e contrazione di diversi strati di nucleo, metodi di posizionamento intercalare, ecc., è più difficile controllare il grado di allineamento tra gli strati di tavole alte.
1.2 Difficoltà nella realizzazione del circuito interno
La scheda ad alto livello adotta materiali speciali come ad alto TG, ad alta velocità, ad alta frequenza, rame spesso, strato dielettrico sottile, ecc., che presenta requisiti elevati sulla produzione del circuito interno e il controllo della dimensione del modello, come l'integrità della trasmissione del segnale di impedenza, che aumenta la difficoltà della produzione del circuito interno. La larghezza della linea e la spaziatura della linea sono piccole, aumentano i cortocircuiti aperti e aumentano, aumenta il cortocircuito e la velocità di passaggio è bassa; ci sono più strati di segnale del circuito sottile e la probabilità di mancata rilevazione AOI nello strato interno aumenta; il bordo interno del nucleo è più sottile, che è facile da rugare e causare scarsa esposizione e incisione È facile rotolare il bordo quando passa la macchina; la maggior parte delle schede di alto livello sono schede di sistema e la dimensione dell'unità è relativamente grande e il costo di rottamazione del prodotto finito è relativamente alto.
1.3 Difficoltà di pressatura
Più schede interne e prepreg sono sovrapposti e difetti come scivolamento, delaminazione, vuoti di resina e residui di bolle possono verificarsi durante la produzione di laminazione. Quando si progetta la struttura laminata, è necessario considerare pienamente la resistenza al calore del materiale, la tensione di resistenza, la quantità di colla e lo spessore del mezzo e impostare un programma ragionevole di pressione a bordo di alto livello. Ci sono molti strati e la quantità di controllo di espansione e contrazione e la compensazione del coefficiente di dimensione non possono essere mantenuti coerenti; Lo strato sottile dell'isolamento dell'intercalare può facilmente portare al fallimento della prova di affidabilità dell'intercalare. La figura 1 è un diagramma di difetto della delaminazione della piastra dopo la prova di stress termico.
1.4 Difficoltà nella perforazione
Utilizzando piastre speciali di rame ad alta velocità, ad alta frequenza e spesse ad alta TG, aumentando la difficoltà di rugosità di perforazione, frese di perforazione e de-foratura. Ci sono molti strati, lo spessore totale cumulativo del rame e lo spessore della piastra, la perforazione è facile da rompere il coltello; il denso BGA è molti, il problema di guasto CAF causato dalla spaziatura stretta della parete del foro; Lo spessore della piastra è facile da causare il problema di perforazione inclinata.
2. Controllo chiave del processo di produzione
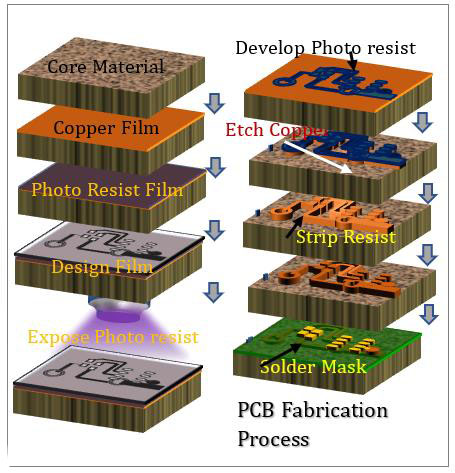
2.1 Selezione dei materiali
Con lo sviluppo di componenti elettronici ad alte prestazioni e multifunzionali, si realizza lo sviluppo ad alta frequenza e ad alta velocità della trasmissione del segnale, quindi la costante dielettrica e la perdita dielettrica dei materiali del circuito elettronico devono essere relativamente basse, così come CTE basso e basso assorbimento d'acqua. Valutare e migliorare i materiali laminati rivestiti di rame ad alte prestazioni per soddisfare i requisiti di elaborazione e affidabilità delle schede di alto livello. I fornitori comunemente usati del bordo includono principalmente serie A, serie B, serie C e serie D. Le caratteristiche principali di questi quattro substrati interni sono confrontate, cfr. Tabella 1. Per circuiti stampati in rame spessi ad alti piani, utilizzare prepreg con alto contenuto di resina. La quantità di colla che scorre tra i pre-strati intercalari è sufficiente per riempire il modello dello strato interno. Se lo strato dielettrico isolante è troppo spesso, il bordo finito può essere troppo spesso. Al contrario, se lo strato dielettrico isolante è troppo sottile, è facile causare problemi di qualità come delaminazione dielettrica e guasto del test ad alta tensione, quindi la selezione dei materiali dielettrici isolanti è estremamente importante.
2.2 Progettazione di strutture laminate laminate
I fattori principali considerati nella progettazione della struttura laminata sono la resistenza al calore del materiale, la tensione di resistenza, la quantità di riempitivo e lo spessore dello strato dielettrico. Occorre seguire i seguenti principi principali.
(1) Il prepreg e il produttore del bordo centrale devono essere coerenti. Al fine di garantire l'affidabilità PCB, evitare di utilizzare un singolo prepreg 1080 o 106 per tutti gli strati di prepreg (ad eccezione dei requisiti speciali dei clienti). Quando il cliente non ha requisiti di spessore dei supporti, lo spessore dei supporti intercalari deve essere garantito � 0,09 mm in conformità con IPC-A-600G.
(2) Quando i clienti richiedono fogli TG elevati, il bordo centrale e prepreg devono utilizzare materiali TG corrispondenti.
(3) per il substrato interno 3OZ o superiore, utilizzare prepregs con alto contenuto di resina, quali 1080R/C65%, 1080HR/C 68%, 106R/C 73%, 106HR/C76%; La struttura è progettata per evitare la sovrapposizione di più di 106 prepreg. Poiché il filato di fibra di vetro è troppo sottile, il filato di fibra di vetro collassa nella grande area del substrato, che influisce sulla stabilità dimensionale e sulla delaminazione della piastra.
(4) Se il cliente non ha requisiti speciali, la tolleranza di spessore dello strato dielettrico dell'intercalare è generalmente controllata da +/-10%. Per il bordo di impedenza, la tolleranza dielettrica di spessore è controllata dalla tolleranza di IPC-4101 C/M. Se l'impedenza influisce sul fattore e sullo spessore del substrato, se pertinente, anche la tolleranza del foglio deve essere conforme alla tolleranza IPC-4101 C/M.
2.3 Controllo dell'allineamento dei livelli
L'accuratezza della compensazione interna delle dimensioni della scheda core e del controllo delle dimensioni della produzione richiedono un certo periodo di tempo per raccogliere dati e esperienza storica dei dati nella produzione per compensare accuratamente le dimensioni di ogni strato della scheda ad alto livello per garantire che la scheda core di ogni strato si espanda e si restringa. coerenza. Scegliere un metodo di posizionamento intercalare ad alta precisione e affidabilità prima della pressatura, come il posizionamento a quattro scanalature (Pin LAM), hot melt e rivetti combinati. Impostare il corretto processo di pressatura e la manutenzione ordinaria della pressa è la chiave per garantire la qualità della pressatura, controllare il flusso della colla e l'effetto di raffreddamento della pressatura e ridurre il problema del disallineamento degli strati intermedi. Il controllo di allineamento strato a strato deve considerare in modo completo fattori come il valore di compensazione dello strato interno, il metodo di posizionamento della pressatura, i parametri del processo di pressatura e le caratteristiche del materiale.
2.4 Tecnologia del circuito interno
Poiché la capacità di risoluzione della macchina di esposizione tradizionale è di circa 50μm, per la produzione di schede di alto livello, una macchina di imaging diretto laser (LDI) può essere introdotta per migliorare la risoluzione della grafica, e la risoluzione può raggiungere circa 20μm. La precisione di allineamento della macchina di esposizione tradizionale è ±25μm e la precisione di allineamento tra gli strati è maggiore di 50μm. Utilizzando una macchina di esposizione di allineamento ad alta precisione, la precisione di allineamento grafico può essere aumentata a circa 15μm e l'accuratezza di allineamento intercalare può essere controllata entro 30μm, che riduce la deviazione di allineamento delle apparecchiature tradizionali e migliora la precisione di allineamento intercalare della scheda ad alto livello.
Per migliorare la capacità di incisione del circuito, è necessario dare una compensazione adeguata alla larghezza del circuito e del pad (o anello di saldatura) nella progettazione ingegneristica, ma anche per fare una progettazione più dettagliata per l'importo di compensazione del modello speciale, come il circuito di ritorno e il circuito indipendente. Considera. Confermare se la compensazione di progettazione della larghezza della linea interna, della distanza della linea, della dimensione dell'anello di isolamento, della linea indipendente e della distanza foro-linea è ragionevole, altrimenti cambiare la progettazione ingegneristica. Ci sono requisiti di progettazione di impedenza e reattanza induttiva. Prestare attenzione a se la compensazione di progettazione della linea indipendente e della linea di impedenza è sufficiente, controllare i parametri durante l'incisione e la produzione di massa può essere fatta dopo che il primo pezzo è confermato per essere qualificato. Per ridurre la corrosione laterale dell'incisione, è necessario controllare la composizione di ogni gruppo della soluzione di incisione entro l'intervallo ottimale. L'attrezzatura tradizionale della linea di incisione ha capacità di incisione insufficiente ed è possibile effettuare la trasformazione tecnica dell'apparecchiatura o introdurre attrezzature di linea di incisione ad alta precisione per migliorare l'uniformità dell'incisione e ridurre le sbavature di incisione e l'incisione impura.
2.5 processo di pressatura
I metodi di posizionamento attuali tra gli strati prima della pressatura includono principalmente: posizionamento a quattro scanalature (Pin LAM), hot melt, rivetto, hot melt e rivetto combinazione e diverse strutture del prodotto adottano metodi di posizionamento differenti. Per la scheda di alto livello, viene utilizzato il metodo di posizionamento a quattro slot (Pin LAM) o il metodo di fusione + rivettatura. Il foro di posizionamento è perforato dalla punzonatrice OPE e la precisione di punzonatura è controllata a ±25μm. Durante la fusione, regolare la macchina per fare la prima scheda da utilizzare X-RAY per controllare la deviazione dello strato e la deviazione dello strato può essere prodotta in lotti. Durante la produzione di massa, è necessario verificare se ogni piastra è fusa nell'unità per evitare la successiva delaminazione. L'attrezzatura di pressatura adotta l'attrezzatura di supporto ad alte prestazioni. La pressa soddisfa la precisione di allineamento e l'affidabilità della scheda di alto livello.
Secondo la struttura laminata del bordo alto e dei materiali utilizzati, studiare la procedura di pressatura appropriata, impostare la migliore velocità e curva di riscaldamento e ridurre adeguatamente il tasso di riscaldamento del materiale stampato dello strato ed estendere l'alta temperatura nella procedura convenzionale di pressatura del circuito multistrato. Il tempo di indurimento permette alla resina di fluire e indurire completamente, evitando i problemi di scivolamento della piastra e della dislocazione dell'intercalare durante il processo di pressatura. Le lastre con valori TG differenti del materiale non possono essere uguali alle piastre della griglia; le piastre con parametri comuni non possono essere mescolate con piastre con parametri speciali; Per garantire la razionalità dei coefficienti di dilatazione e restringimento indicati, le proprietà di diverse piastre e prepreg sono diverse e devono essere utilizzate le piastre corrispondenti I parametri prepreg vengono pressati insieme e i materiali speciali che non sono mai stati utilizzati devono verificare i parametri di processo.
2.6 Processo di perforazione
A causa della sovrapposizione di ogni strato, la piastra e lo strato di rame sono troppo spessi, il che causerà grave usura sulla punta del trapano e romperà facilmente la punta del trapano. Il numero di fori, la velocità di caduta e la velocità di rotazione sono opportunamente ridotti. Misurare accuratamente l'espansione e la contrazione della scheda per fornire coefficienti accurati; il numero di strati è 14, il diametro del foro è 0,2 mm, o la distanza tra foro e linea è 0,175 mm, e la precisione della posizione del foro è 0,025 mm. Il diametro del foro è maggiore di Ï4,0 mm. La perforazione a gradini, con un rapporto spessore-diametro di 12:1, adotta metodi di perforazione a passo e positivi e negativi; per controllare la parte anteriore della perforazione e lo spessore del foro, le tavole alte dovrebbero essere forate con un nuovo trapano o un trapano a una mola per quanto possibile e lo spessore del foro dovrebbe essere controllato entro 25um. Al fine di migliorare il problema della bava di perforazione delle piastre di rame spesse ad alto aumento, dopo la verifica del lotto, l'uso di piastre di supporto ad alta densità, il numero di piastre impilate è uno, i tempi di macinazione della punta del trapano sono controllati entro 3 volte, che possono efficacemente migliorare le bave di perforazione.
Per schede ad alto livello per la trasmissione di dati ad alta frequenza, ad alta velocità e massiccia, la tecnologia di back-drilling è un modo efficace per migliorare l'integrità del segnale. Il trapano posteriore controlla principalmente la lunghezza della stub rimanente, la consistenza della posizione del foro dei due fori e il filo di rame nel foro. Non tutte le attrezzature della perforatrice hanno la funzione di perforazione posteriore, l'attrezzatura della perforatrice deve essere tecnicamente aggiornata (con la funzione di perforazione posteriore), o la perforatrice con la funzione di perforazione posteriore deve essere acquistata. La tecnologia di retroforatura utilizzata dalla letteratura relativa all'industria e dalle applicazioni mature di produzione di massa comprende principalmente: il metodo tradizionale di retroforatura controllato in profondità, lo strato interno è retroforatura con strato di feedback del segnale, la retroforatura di profondità è calcolata secondo il rapporto di spessore della piastra, che non sarà ripetuto qui.
Tre, prova di affidabilità
Le schede ad alto strato sono generalmente schede di sistema, che sono più spesse, più pesanti e più grandi nelle dimensioni dell'unità rispetto alle schede multistrato convenzionali. Anche la capacità termica corrispondente è maggiore. Durante la saldatura, più calore è richiesto e il tempo ad alta temperatura della saldatura è più lungo. Ci vogliono da 50 secondi a 90 secondi a 217°C (punto di fusione della saldatura stagno-argento-rame). Allo stesso tempo, la velocità di raffreddamento della scheda ad alto strato è relativamente lenta, quindi il tempo per la prova di saldatura a riflusso è esteso e in conformità con IPC-6012C, IPC-TM-650 standard e requisiti industriali, la prova di affidabilità principale della scheda ad alto strato, come descritto nella tabella 2.
Quarto, la conclusione
Ci sono relativamente poche letterature di ricerca sulla tecnologia di elaborazione dei circuiti stampati di alto livello nell'industria. Questo articolo introduce i punti chiave di controllo del processo di produzione come la selezione del materiale, la progettazione della struttura laminata, l'allineamento degli strati intermedi, la produzione della linea interna dello strato, il processo di pressatura, il processo di perforazione, ecc., al fine di fornire il riferimento e la comprensione peer e sperare che più pari parteciperanno alla ricerca tecnica e alla comunicazione dei circuiti stampati di alto livello.