1. Tempo di commutazione e particolarità del montaggio PCB
L'assemblaggio di prodotti elettronici ha portato enormi sfide alla pianificazione delle operazioni di produzione a causa del gran numero di componenti, la varietà e il breve ciclo di vita dei prodotti elettronici. Varietà multiple, piccoli lotti e lotti variabili sono diventati il modo di produzione principale della produzione elettronica. In questa modalità, il tempo di commutazione tra più varietà occupa una proporzione crescente dell'intero tempo di assemblaggio.
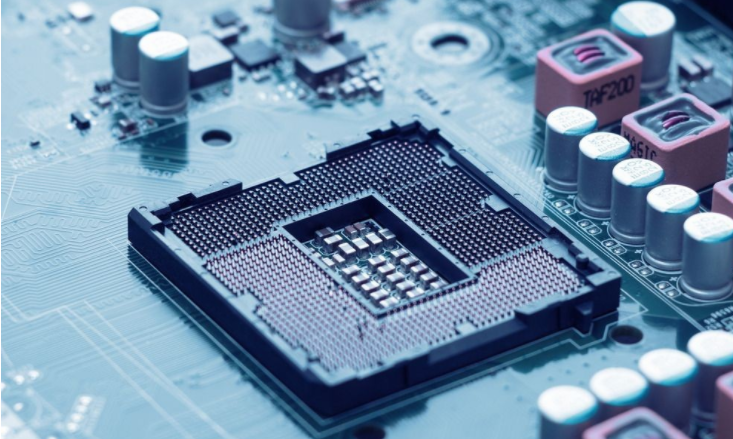
Consiste di una macchina di posizionamento ad alta velocità e di una macchina di posizionamento multifunzionale. Infatti, l'intera linea di assemblaggio PCB comprende anche alimentatori per schede, serigrafie, distributori di colla, forni di saldatura e polimerizzazione reflow e ricevitori per schede. Questi dispositivi sono collegati in serie per formare la linea di assemblaggio PCB, ma queste apparecchiature ausiliarie non sono. Non costituisce il processo di collo di bottiglia dell'intera pipeline, quindi viene omesso nella modellazione. Ogni macchina di posizionamento può ospitare 20 slot di alimentazione ed ogni componente occupa uno slot di alimentazione sulla macchina di posizionamento. In generale, il numero di tipi di componenti richiesti per un PCB a singola varietà non supera la capacità dell'alimentatore, ma il numero totale di tipi di componenti richiesti per un PCB a più varietà di solito supera la capacità dell'alimentatore.

Durante il processo di montaggio, i componenti richiesti dai diversi tipi di PCB sono posizionati su questi trogoli di alimentazione e il dispositivo pick-and-place rimuove i componenti dai trogoli di alimentazione e li monta nelle posizioni designate sul PCB. Secondo i dati dell'indagine dell'oggetto di ricerca empirica, il tempo medio per la macchina di posizionamento ad alta velocità per posizionare un componente è 0,06s e il tempo medio per la commutazione di un alimentatore è 180s. La macchina di posizionamento multifunzione ha due banchi da lavoro, ma solo un banco da lavoro funziona e l'altro banco da lavoro viene utilizzato solo per posizionare componenti di grandi dimensioni o di forma speciale. Ogni banco di lavoro può ospitare 10 mangiatoie. Ci vogliono 0,18 secondi per montare un componente in media., Il tempo medio per cambiare un alimentatore è 220s. Quando si passa da diversi tipi di PCB, la macchina di posizionamento richiede una certa quantità di tempo di commutazione della preparazione, che di solito è circa 6 volte il tempo di commutazione di un alimentatore componente, cioè 1200. Si può vedere che il tempo di commutazione svolge un ruolo importante nel processo di assemblaggio dei prodotti elettronici.
In un ambiente multi-varietà e piccolo-lotto, i PCB sono solitamente raggruppati per primi e i PCB con caratteristiche simili sono divisi in un gruppo. In questo modo, nello stesso gruppo, l'assemblaggio di diversi tipi di PCB non ha bisogno di sostituire l'alimentatore, né richiede tempi di commutazione; ma quando l'alimentatore deve essere sostituito tra i due gruppi di PCB, occorre considerare il tempo di commutazione tra di loro. Secondo questo, il problema di pianificazione della produzione di PCB è diviso in due livelli: il problema di pianificazione del primo livello è chiamato problema di pianificazione "a livello di scheda", cioè determinare la sequenza di produzione tra PCB in un gruppo PCB; Il problema di pianificazione del secondo livello è chiamato Si tratta di un problema di pianificazione "a livello di gruppo", cioè determinare la sequenza di produzione tra organizzazioni PCB.
In secondo luogo, la soluzione dopo che il circuito stampato è collegato
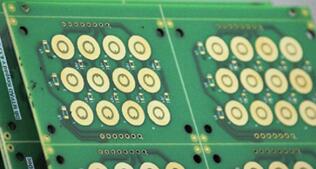
1. I clienti spesso progettano fori VIA con olio verde su entrambi i lati senza finestre o finestre verdi parziali, che è un mal di testa per il circuito stampato. O finestre monofacciali. Cosa devo fare con questo disegno?
2. La prima considerazione è che tipo di trattamento superficiale utilizza il circuito stampato. Se è spruzzato stagno (HA LS, devo impedire l'uso della tecnologia del foro della spina su un lato, perché la profondità del foro della spina su un lato è bassa, il che è facile da causare il tappo durante la spruzzatura dello stagno.
3. Se il circuito stampato è trattato con altre superfici esterne, come l'oro di immersione, OSP, l'argento di immersione, ecc., i fori della spina unilaterali possono essere accettati. Dopo aver considerato i fattori di cui sopra, diamo un'occhiata al design verde della finestra dell'olio del cliente. Se è parzialmente aperto, dovrebbe essere Cerca di impedire l'uso dei bordi del foro di copertura dell'olio verde e consentire all'olio verde di entrare nel foro, perché questo metodo è anche facile causare perle di stagno.
4. Combinando le due situazioni di cui sopra, il trattamento migliore è ai fori bifacciali della spina, o ai lati verdi del foro della copertura dell'olio, consentendo i metodi di smaltimento dell'anello di stagno 1-2MIL sono più benvenuti per i circuiti stampati. Naturalmente, la situazione di tappatura dell'olio qui è per l'olio fotosensibile ordinario non è un olio termoindurente.