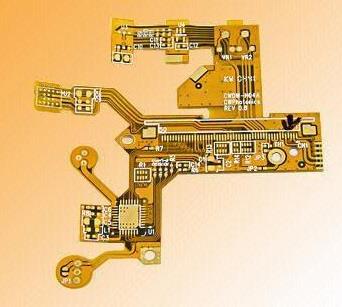
Le FPC a un processus d'assemblage et de soudage PCBA très différent de l'assemblage de cartes de circuits durs. La dureté du FPC est insuffisante et relativement douce. La fixation et la transmission, ainsi que les processus SMT de base tels que l'impression, l'installation et le passage dans un four, ne peuvent pas être effectués sans l'utilisation de plaques porteuses spécialisées.
1. Pré - traitement FPC
Le FPC est relativement mou et n'est généralement pas emballé sous vide lorsqu'il quitte l'usine. Il est facile d'absorber l'humidité de l'air pendant le transport et le stockage. Un traitement de pré - cuisson est nécessaire avant la production de SMT pour évacuer l'humidité lentement et fortement. Sinon, sous l'impact à haute température de la soudure à reflux, l'eau absorbée par le FPC s'évapore rapidement en vapeur d'eau et dépasse du FPC, ce qui peut facilement entraîner des défauts tels que la délamination et le cloquage du FPC.
Les conditions de pré - cuisson sont généralement de 80 à 100â pendant 4 à 8 heures. Dans des cas exceptionnels, la température peut être augmentée au - dessus de 125â, mais le temps de cuisson doit être réduit en conséquence. Avant la cuisson, il est nécessaire de faire un petit échantillon de test pour déterminer si le FPC peut résister à la température de cuisson définie. Lors de la cuisson, l'empilement FPC ne doit pas être excessif, 10 - 20pnl est approprié. Le FPC après cuisson doit être exempt de décoloration, de déformation, de déformation ou d'autres défauts évidents et ne peut être mis en production qu'après avoir passé l'inspection IPQC.
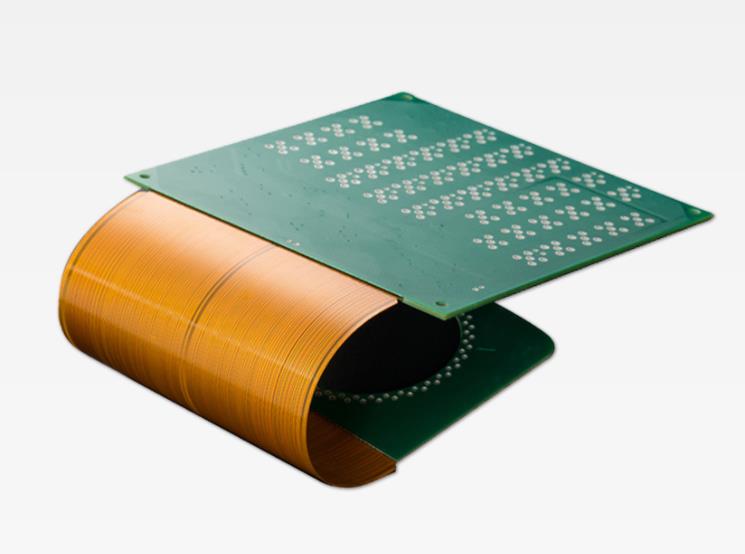
2. Production spéciale de plaque porteuse de FPC
Selon le fichier CAD de la carte de circuit imprimé, les données de positionnement de trou du FPC sont lues, le gabarit de positionnement FPC de haute précision et la carte de support dédiée sont fabriqués, de sorte que le diamètre de la broche de positionnement sur le gabarit de positionnement corresponde au trou de positionnement sur la carte de support et au trou de positionnement sur le FPC. De nombreux FPC n'ont pas la même épaisseur en raison de la nécessité de protéger certains circuits ou pour des raisons de conception. Certaines zones sont épaisses, tandis que d'autres sont plus minces et certaines ont même des plaques métalliques renforcées. Par conséquent, les joints entre la plaque porteuse et le FPC doivent être usinés, polis et rainurés en fonction de la situation réelle pour garantir que le FPC est plat lors de l'impression et de l'installation. Les exigences matérielles de la plaque porteuse sont un poids léger, une résistance élevée, une absorption de chaleur réduite, une dissipation de chaleur rapide et un gauchissement et une déformation minimaux après plusieurs chocs thermiques. Les données de plaque support couramment utilisées comprennent la pierre synthétique, la plaque d'aluminium, la plaque de silicone, la plaque d'acier spécial résistant à l'aimantation à haute température, etc.

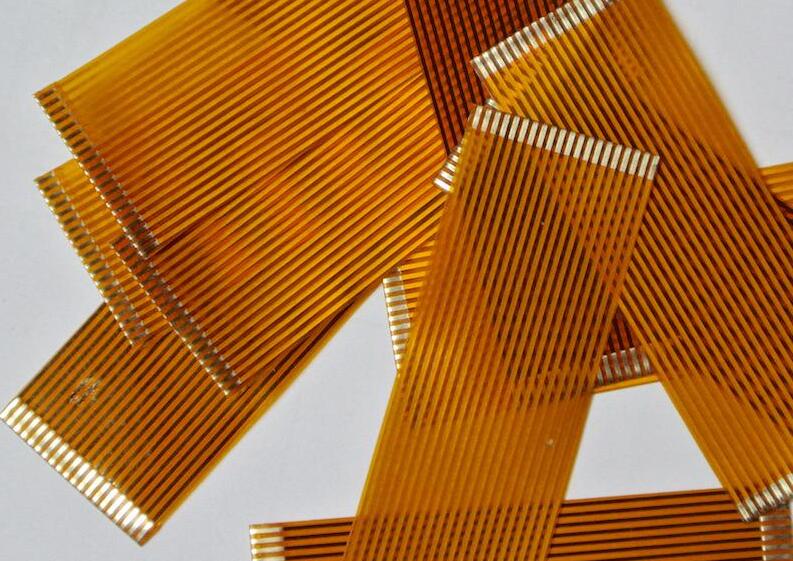
Le FPC
3. Processus de production FPC
Nous allons détailler l'essentiel SMT de FPC en prenant l'exemple d'une plaque porteuse normale. Lors de l'utilisation de plaques de silicone ou de pinces magnétiques, la fixation du FPC est beaucoup plus pratique et ne nécessite pas l'utilisation de ruban adhésif. Les points de processus pour l'impression, le SMT, le soudage, etc. sont les mêmes.
3.1 fixation du FPC
Le FPC doit être fixé avec précision sur la plaque porteuse avant de procéder au SMT. Il convient de noter que plus le temps de stockage entre la fixation du FPC sur la plaque porteuse et l'impression, le montage et le soudage est court, mieux c'est. Il existe deux types de plaques porteuses: avec et sans goupilles. Les plaques porteuses sans goupilles doivent fonctionner avec des gabarits de positionnement avec goupilles. Tout d'abord, la plaque porteuse est placée sur le pion de positionnement du gabarit de sorte que le pion de positionnement émerge à travers les trous de positionnement de la plaque de surcharge. Le FPC est ensuite placé bloc par bloc sur les goupilles exposées, fixé avec du ruban adhésif et la plaque porteuse est séparée du gabarit de positionnement FPC pour l'impression, le montage et le soudage. Plusieurs goupilles de positionnement à ressort d'une longueur d'environ 1,5 mm ont été fixées à la plaque porteuse avec des goupilles de positionnement. Les FPC peuvent être placés directement l'un après l'autre sur les pions de positionnement des ressorts de la plaque porteuse, puis fixés avec du ruban adhésif. Pendant le processus d'impression, les goupilles de positionnement du ressort peuvent être complètement pressées dans la plaque porteuse par le treillis métallique sans affecter l'effet d'impression.
Méthode 1 (fixation par ruban adhésif simple face) utilisez un ruban adhésif simple face mince et résistant aux températures élevées pour fixer les quatre côtés du FPC sur la plaque porteuse, empêchant toute déviation ou déformation du FPC. La viscosité du ruban doit être modérée, facile à décoller après la soudure à reflux, il ne doit pas y avoir de colle résiduelle sur le FPC. Si vous utilisez une machine à ruban automatique, elle peut couper rapidement du ruban adhésif de longueur constante, améliorant considérablement l'efficacité, économisant des coûts et évitant le gaspillage.
Méthode deux (fixation de ruban adhésif double face) Tout d'abord, coller sur la plaque de support avec un ruban adhésif double face résistant à haute température, le même effet que le panneau de silicone. Le FPC est ensuite collé sur la plaque support, en accordant une attention particulière à ce que la viscosité du ruban ne soit pas trop élevée, sinon il risque de provoquer une déchirure du FPC lors du pelage après soudage par reflux. Après chauffage répété, la viscosité du ruban adhésif double face diminue progressivement et lorsque la viscosité est trop faible pour fixer le FPC de manière fiable, le ruban adhésif double face doit être remplacé immédiatement. Cette station est une station clé pour prévenir la contamination FPC et nécessite le port d'un manche pour le travail. Avant de réutiliser la plaque porteuse, il est nécessaire de la nettoyer correctement. Peut être nettoyé avec un non - tissé trempé dans le détergent, ou peut enlever la poussière de surface, perles d'étain et autres corps étrangers avec un rouleau Antistatique Anti - poussière. Ne forcez pas trop lorsque vous démontez et placez le FPC, car il est fragile et sujet aux plis et aux fractures.
3.2 impression de pâte d'étain FPC
Le FPC n'a pas d'exigences spécifiques pour la composition de la pâte à souder et la taille et la teneur en métal des particules de billes de soudure sont déterminées par les IC fines espacées présentes sur le FPC. Cependant, les performances d'impression de la pâte à souder FPC sont exigeantes et la pâte à souder doit avoir une excellente thixotropie. La pâte à souder doit pouvoir être facilement imprimée et détachée du moule et adhérer fermement à la surface du FPC sans défauts tels que le démoulage, le blocage des mailles en acier ou l'effondrement après impression.
En raison de la charge du FPC sur la plaque porteuse, il y a un ruban adhésif résistant aux températures élevées sur le FPC pour le positionnement, ce qui entraîne une planéité incohérente. Par conséquent, la surface d'impression d'un FPC ne peut pas être aussi plate qu'un PCB et présente une épaisseur et une dureté constantes. Par conséquent, il n'est pas recommandé d'utiliser un grattoir métallique, mais plutôt un grattoir en polyuréthane avec une dureté de 80 - 90 degrés. La machine d'impression de pâte d'étain est préférable d'avoir un système de positionnement optique, sinon elle aura un impact significatif sur la qualité de l'impression. Bien que le FPC soit fixé à la carte de support, il y aura toujours un petit espace entre le FPC et la carte de support, ce qui est la plus grande différence avec une carte PCB. Par conséquent, le réglage des paramètres de l'appareil peut également avoir un impact significatif sur l'effet d'impression.
Les stations d'impression sont également des stations clés pour prévenir la contamination par FPC. Il est impératif de porter des manchons de doigt pendant le travail tout en gardant le poste de travail propre, en essuyant fréquemment le treillis métallique et en empêchant la pâte à souder de contaminer les doigts dorés et les boutons plaqués or du FPC.
3.3 FPC SMT
Selon les caractéristiques du produit, le nombre de composants et l'efficacité de l'installation, l'installation peut être effectuée à l'aide d'une machine d'installation à vitesse moyenne et élevée. Étant donné que le marquage Mark optique est utilisé pour le positionnement sur chaque FPC, il n'y a pas beaucoup de différence entre l'installation d'un SMD sur un FPC et l'installation sur un PCB. Il est important de noter que, bien que le FPC soit fixé à la carte mère, sa surface ne peut pas être aussi plate qu'une carte PCB et il y aura certainement un espace local entre le FPC et la carte mère. Il est donc nécessaire de régler avec précision la hauteur de descente de la buse d'aspiration, la pression de soufflage, etc., et de réduire la vitesse de déplacement de la buse d'aspiration.
3.4 soudage par retour FPC
Un four de soudage à reflux infrarouge par convection à air chaud obligatoire doit être utilisé afin que les variations de température sur le FPC soient plus uniformes et réduisent l'apparition de défauts de soudage. Si vous utilisez un ruban adhésif simple face, car il ne peut fixer que les quatre côtés du FPC, la partie intermédiaire se déforme facilement à l'air chaud, ce qui entraîne une inclinaison des plots et un écoulement de l'étain fondu (étain liquide à haute température), ce qui entraîne un soudage à vide, un soudage continu et des cordons de soudage, ce qui entraîne un taux plus élevé de défauts de processus.
3.4.1 méthode d'essai de la courbe de température
En raison des propriétés endothermiques différentes des plaques porteuses, les types de composants sur le FPC sont différents, la vitesse de montée en température après chauffage pendant le soudage à reflux est différente et la chaleur absorbée est différente. Par conséquent, le réglage attentif de la courbe de température du four de soudage à reflux a une grande influence sur la qualité du soudage. Une méthode plus fiable consiste à placer deux plaques de chargement FPC avant et après la plaque de test en fonction de l'espacement réel de production. Dans le même temps, les éléments sont fixés au FPC de la plaque d'essai et la sonde de température d'essai est soudée au point d'essai avec un fil de soudure à haute température. Dans le même temps, le fil de sonde est fixé à la plaque d'essai avec du ruban adhésif résistant à haute température. Veuillez noter que le ruban adhésif résistant aux températures élevées ne couvre pas le point d'essai. Les points d'essai doivent être choisis près des points de soudure et des broches qfp de chaque côté de la plaque porteuse afin que les résultats d'essai reflètent mieux la situation réelle.
3.4.2 réglage de la courbe de température
Dans la mise en service de la température du four, en raison de la mauvaise uniformité du FPC, il est préférable d'utiliser un tuyau de courbe de température pour le chauffage / l'isolation / le reflux, de sorte que les paramètres de chaque zone de température sont plus faciles à contrôler. De plus, le choc thermique a un impact moindre sur le FPC et les composants. Par expérience, il est préférable d'ajuster la température du four à la limite inférieure des valeurs requises pour la technique de pâte à souder. La vitesse du vent du four à reflux est généralement la vitesse du vent la plus faible que ce four puisse utiliser. La chaîne du four de retour a une bonne stabilité et ne doit pas trembler.
3.5 inspection, essai et fractionnement des FPC
En raison de l'Absorbance thermique des plaques porteuses dans le four, en particulier en aluminium, la température est plus élevée à la sortie du four, il est donc préférable de charger un ventilateur de refroidissement forcé à l'entrée du four pour aider à refroidir rapidement. Dans le même temps, les employés doivent porter des gants isolants pour éviter d'être brûlés par la plaque de charge à haute température. Lorsque vous retirez le FPC soudé de la plaque porteuse, vous devez appliquer une force uniforme et ne pas forcer trop fort pour éviter que le FPC ne se déchire ou ne présente des plis.
Le FPC retiré doit être inspecté visuellement sous une loupe de 5 fois ou plus, en mettant l'accent sur les résidus de surface, la décoloration, l'étain sur les doigts d'or, les perles de soudure, les points de soudure à broches IC et les connexions de soudure. Comme la surface du FPC n'est pas très plate, le taux d'erreur de calcul de l'AOI est élevé. Par conséquent, le FPC n'est généralement pas adapté aux inspections AOI. Cependant, en utilisant des pinces de test spécialisées, le FPC peut effectuer des tests ICT et FCT.
Étant donné que la plupart des FPC sont des cartes de connexion, il peut être nécessaire de procéder à un découpage de la carte avant de procéder aux tests ICT et FCT. Bien qu'il soit également possible de travailler avec des outils tels que des lames et des ciseaux, l'efficacité et la qualité du travail sont relativement faibles. S'il s'agit d'une production de masse de FPC irrégulière, un moule d'estampage et de division FPC spécialisé peut être fabriqué pour l'estampage et la Division, ce qui peut grandement améliorer l'efficacité du travail. Dans le même temps, les bords FPC découpés sont soignés et beaux, les contraintes internes générées lors du poinçonnage et de la coupe sont très faibles, ce qui peut éviter efficacement la fissuration des points de soudure.
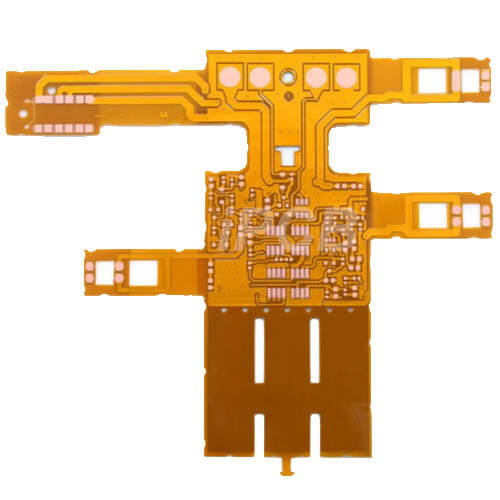
Lors de l'assemblage et du soudage de l'électronique flexible PCBA, le positionnement précis et la fixation du FPC sont la clé, tandis que la clé du bon et du mauvais montage est de fabriquer une plaque porteuse appropriée. Viennent ensuite la pré - cuisson, l'impression, le SMT et le soudage par reflux pour FPC. De toute évidence, la difficulté du processus SMT du FPC est beaucoup plus élevée que celle de la carte PCB, ce qui nécessite un réglage précis des paramètres du processus. Dans le même temps, une gestion rigoureuse du processus de production est tout aussi importante. Il est nécessaire de veiller à ce que les travailleurs respectent scrupuleusement chacune des dispositions de la sop. Les ingénieurs de la ligne de production et l'IPQC devraient renforcer l'inspection, détecter les anomalies sur la ligne de production en temps opportun, analyser les causes et prendre les mesures nécessaires pour limiter le taux de défauts de la ligne fpcsmt à des dizaines de ppm.

Le FPC
4. Équipement de production PCBA
L'équipement de base requis pour la production de PCBA comprend une machine d'impression de pâte à souder, une machine SMT, une soudure à reflux, un détecteur AOI, une machine de finition d'éléments, une soudure à la vague, un four à étain, une machine à laver, un gabarit de test ICT, un gabarit de test FCT, un support de test de vieillissement, etc.
4.1 machine d'impression de pâte d'étain
Les machines d'impression de pâte à souder modernes se composent généralement de mécanismes tels que le chargement de plaques, l'ajout de pâte à souder, le gaufrage et l'alimentation en circuit imprimé. Il fonctionne en fixant d'abord la carte à imprimer sur la table de positionnement d'impression, puis en utilisant les racles gauche et droite de la machine d'impression pour faire couler la pâte à souder ou la colle rouge à travers le treillis métallique sur les Plots correspondents. Pour les PCB qui fuient uniformément, SMT automatique via l'entrée de la table de transfert à la machine SMT.
4.2 machine SMT
Les machines SMT, également appelées « machines de montage» ou « systèmes de montage en surface», sont des équipements installés après les machines d'impression à pâte d'étain sur une ligne de production. Il s'agit d'un dispositif qui place avec précision les composants montés en surface sur les plots de PCB en déplaçant la tête de montage. Il est divisé en manuel et entièrement automatique.
4.3 soudage par retour
À l'intérieur de la soudure à reflux se trouve un circuit chauffant qui chauffe l'air ou l'azote à une température suffisamment élevée et le souffle sur la carte à circuits déjà connectée, de sorte que la soudure des deux côtés de la pièce fond et se lie à la carte mère. L'avantage d'un tel procédé est que la température est facile à contrôler, l'oxydation peut être évitée pendant le soudage et le coût de fabrication est également facile à contrôler.
4.4 détecteurs Aoi
Aoi (Automatic Optical Inspection) est un dispositif qui utilise des principes optiques pour détecter les défauts courants dans la production de soudage. La machine scanne automatiquement le PCB via une caméra, recueille des images, compare les points de soudure testés avec des paramètres qualifiés dans une base de données, traite les images, vérifie les défauts sur le PCB et affiche / marque les défauts via un affichage ou un marquage automatique pour réparation par le personnel de maintenance.
4.5. Machine de bordure d'élément
Pour l'élagage et la déformation des assemblages de broches.
4.6 soudage par vagues
Le soudage par vagues est le processus de mise en contact direct de la surface de soudage d'une plaque d'insertion avec de l'étain liquide à haute température à des fins de soudage. L'étain liquide à haute température maintient une pente qui forme des vagues grâce à un dispositif spécial, d'où le nom de « soudage par vagues». Ses données principales sont les barres de soudure.
4.7 fours à étain
En général, un four à étain fait référence à un outil de soudage utilisé pour le soudage électronique. Pour la carte à composants discrets, la cohérence de la soudure est bonne, facile à utiliser, rapide et efficace.
4.8 rondelles Plates
Pour le nettoyage des plaques PCBA, il est possible d'éliminer les résidus des plaques soudées.
4.9 gabarit d'essai des TIC
Icttest est est principalement utilisé pour tester les situations de circuit ouvert, court - circuit et soudure de tous les composants d'un circuit PCBA en testant le point de contact entre la sonde et la disposition PCBA.
4.10 fixations de test FCT
FCT (Functional Test) désigne la méthode de test qui fournit un environnement d'exploitation simulé (excitation et charge) pour le fonctionnement de la carte cible de test (uutunitundertest) dans divers états de conception, de sorte que les paramètres sont obtenus à partir de chaque état pour vérifier le fonctionnement de l'uut. En termes simples, cela signifie charger l'excitation appropriée sur l'uut et mesurer si la réponse de sortie répond aux exigences.
4.11 cadre d'essai de vieillissement
Le banc d'essai vieillissant peut effectuer des tests par lots sur les cartes PCBA et simuler de longues opérations de l'utilisateur pour tester les cartes PCBA problématiques.
Avec une usine SMT mature et une usine PCB et FPC, IPCB fournit un service OEM à guichet unique pour PCBA et FPC. Les produits sont impliqués dans de nombreux domaines tels que l'électronique automobile, les dispositifs médicaux, le contrôle industriel, l'aérospatiale et les équipements de communication.