新 集成電路基板 電鍍工藝:盲孔, 通孔及預埋溝槽填充
摘要
在電子產品小型化的時代, 高產低成本集成 集成電路基板 provide a reliable way to realize high density interconnection (HDI) between chips and PCBs. 為了最大限度地利用可用的載波空間, the distance between the copper pattern -- the pattern width and the pattern spacing (L/S) -- should be minimized. 通用PCB科技, 圖案寬度和圖案距離大於40mm, 而更先進的晶圓級科技可以實現高達2mm的圖案寬度和圖案距離. 過去十年, 晶片尺寸隨著板載L的新增而顯著减小/S, 向雙方提出了獨特的挑戰 印刷電路板 和電晶體工業.
扇出面板級封裝(FOPLP)是一種新的製造技術,旨在彌合PCB和IC/電晶體領域之間的差距。 雖然FOPLP仍然是一種新興技術,但由於其能够提高占地空間利用率和容量,並通過降低成本來新增競爭優勢,囙此受到市場的青睞。 在這個市場上,良好電路效能的關鍵是鍍層的均勻性或平整度。 電鍍均勻性、導線頂部平面度/盲孔(量測導線頂部平面度)和盲孔是其效能的特徵。 這在多層PCB加工中尤其重要,在多層PCB加工中,下層的不均勻性可能會影響後續塗層,損壞器件設計,並導致短路等災難性後果。 此外,不平的表面會使連接點變形(即盲孔和佈線),並導致訊號遺失。 囙此,行業期望電鍍溶液能够提供均勻平坦的輪廓,而無需任何特殊的後處理。
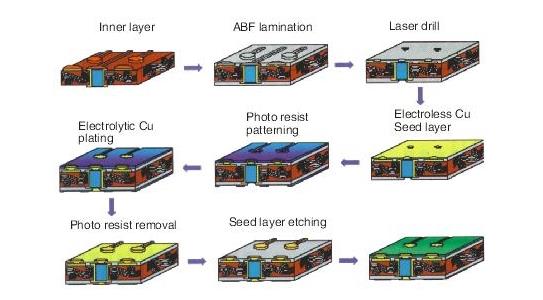
本文介紹了一種新型的集成電路基板直流鍍銅複合添加劑。 通過改進的圖形電鍍可以實現嵌入式溝槽填充,同時可以完成通孔和盲孔填充。 這些新產品不僅提供了更好的圖案輪廓,而且可以填充盲孔和電鍍通孔。 我們還介紹了兩種電解鍍銅工藝,可根據具體應用的盲孔尺寸和凹面要求進行選擇:工藝一可以為直徑為80mm至120mm、深度為50mm至100mm的深盲孔提供良好的填充(圖1); II工藝更適用於直徑為50mm至75mm、深度為30mm至50mm的小型淺盲孔。
這兩種工藝可以實現良好的表面均勻性和線條輪廓(圖2)。 本文描述了在控制範圍內給定參數的盲孔填充和通孔電鍍特性。 還介紹了如何優化電鍍金屬化的散熱和物理特性

圖1通過增强圖形電鍍,可以同時進行盲孔填充和通孔電鍍的工藝特性

圖2嵌入式溝槽填充效能,以顯示焊盤和導線之間的高度一致性
引言
IC基板是PCB小型化科技的最高水准,通過銅線和通孔的電力網絡提供IC晶片和PCB之間的連接。 導線密度是小型化的關鍵因素, 消費電子產品的速度和便攜性. 在過去的幾十年裏, 線密度大大新增, and the development of fan-out panel level Packaging (FOPLP) has become a hot topic in the field of microelectronics to meet the design requirements of today's printed circuits, 包括薄芯資料, 精確圖案寬度, 直徑較小的通孔和盲孔.
推動這項新技術的主要因素是成本和生產力。 傳統的扇出晶圓級封裝(FOLLP)使用300毫米晶圓作為生產單元,因為獲得較大的晶圓很困難,新增了加工步驟、勞動力和成本,並且產量較低。 在晶圓上使用類似PCB的裝載機的優點是,製造商具有設計靈活性,可以使用更大的面板面積。 例如,610 mmx457 mm面板的表面積幾乎是300 mm晶片的四倍,大大减少了成本、時間和處理步驟,這對於大規模生產來說是一個巨大的優勢。
然而,FOPLP科技在基板上的應用需要更多的研究和開發,並面臨分辯率和翹曲問題等挑戰。 如果成功實施,可以實現更高的體積、更低的成本和更薄的封裝尺寸,使消費電子產品更快、更輕。
酸性銅盲孔填充
電鍍工藝是電鍍生產的關鍵步驟之一 PCB板。 通過電流分佈, 接線, 可在PCB板上實現盲孔和通孔電鍍. 銅, 作為選擇的導電金屬, 其特點是成本低、導電性高. 隨著近幾十年電鍍銅科技的發展, 銅作為電鍍金屬的使用大大新增. 先進的專業電路板設計需要先進的電鍍設備和創新的電鍍解決方案, 所以在過去的幾十年裏, 噴射電鍍設備已得到廣泛應用.
電鍍填充液 are usually high concentrations of copper (200 g/L至250克/L copper sulfate) and low concentrations of acid (about 50g/L sulfuric acid) to facilitate rapid filling. 有機添加劑用於控制電鍍速度並獲得可接受的物理性能. 這些添加劑必須仔細設計,以滿足客戶對導向孔填充尺寸的要求, 產量, 表面銅厚度, 板銅分佈公差, 電鍍後盲孔的形狀. 典型的電鍍配方包括抑制劑, 光澤劑, 和校平器. 理論上, 只有含有抑制劑和增白劑的雙組分系統才能填充盲孔, 但雙組分系統存在實際問題, 比如大窪地, 形狀填充, 這個過程很難通過分析控制.
抑制劑和水准劑都起到抑制劑的作用,但管道不同。 I型抑制劑(如抑制劑)可通過增白劑失活,而II型抑制劑(如勻染劑)則不失活,載體通常為高分子量聚氧烷基化合物。 通常,它們通過與氯離子相互作用吸附在陰極表面並形成薄層,囙此載體通過新增擴散層的有效厚度來降低鍍速。 陰極表面的能級是均衡的(相同數量的電子可用於局部電鍍所有陰極表面點),從而使產生的電鍍厚度分佈更均勻。
另一方面,光亮劑通過减少抑制來提高鍍速。 它們通常是小分子量含硫化合物,也稱為晶粒細化劑。 流平劑通常由含氮/支鏈的直鏈聚合物和雜環或雜環芳香化合物組成,這些化合物通常是四元結構(中心帶正電原子和四個取代基),在高電流密度下會選擇性吸附,如邊緣、角度和局部膨脹, 防止在高電流密度區域過度鍍銅。
試驗方法
測試在8L電鍍槽和200L測試槽中進行。 不溶性陽極用於更高的適用電流密度、易於維護和均勻的銅表面分佈。 配寘電鍍液後,以1Ah/L的速度對電鍍液進行假電鍍,分析並調整至正確的添加劑濃度,然後進行電鍍試驗。 在電鍍之前,用酸清洗每個試板1分鐘,用水沖洗1分鐘,並用10%硫酸酸洗1分鐘。
操作條件和鍍液成分
圖1顯示了兩種配方的操作條件和最佳添加劑濃度。 通常盲孔填充電鍍溶液含銅量高,含酸量低,以達到所需的孔底填充。

圖1電鍍槽組成和電鍍條件
盲孔 填充機构
盲孔和板上的銅生長速率由添加劑控制。 圖3顯示了盲孔銅生長的示意圖,顯示了每種添加劑所起的不同作用。 電鍍過程中,即使吸附局部擴展,也可能發生選擇性和非選擇性吸附。 添加劑必須控制在錶1所示的設定範圍內,以實現所需的“自下而上填充”。 可以使用工業中常用的分析工具進行分析,如迴圈伏安法(CVS)和霍爾室測試。
在圖3中,綠色代表抑制劑,紅色代表流平劑,黃色代表光亮劑。 潤濕劑分子主要吸附在表面,抑制其中的電鍍,而流平劑由於帶正電荷的季胺鹽而選擇性吸附在帶負電荷的區域,這可以防止邊緣上過度電鍍,避免盲孔過早閉合,導致中心形成孔。 光亮劑是一種含硫小分子,能更快地擴散到盲孔中,以加速電鍍。 由於盲孔的幾何形狀在電鍍過程中不斷變化,光亮劑集中在通孔中,導致盲孔中的快速電鍍。 這被稱為曲率增强加速器覆蓋(CEAC)機制。

圖3 CEAC機械原理圖 m
最後,當盲孔中的鍍銅幾乎與表面共面時,盲孔中的塗層率和表面上的塗層率變得相等,自下而上的填充停止。 取決於添加劑的吸附和解吸强度,光亮劑可能不會像預期的那樣擴散,高濃度的光亮劑將繼續加速電鍍,導致過度電鍍,稱為“衝擊衝擊”
精密圖形輪廓量測
圖4顯示了輪廓率的計算,定義為以百分比表示的最低點和最高點之間的高度差與R值之間的比率,R值是焊盤區域和細線之間的高度差,取兩個值中的最小值。

圖4輪廓比和R值計算
工藝設計1旨在填充盲孔,從而形成平坦的表面和更好的線條輪廓,並優化了電鍍條件,如圖5所示。為了獲得所需的盲孔填充能力,將較高濃度的CuSO4(200g/L)與較低濃度的硫酸(50g/L)相結合。

圖5典型電鍍特性
1號工藝的典型特性如圖5所示,其中填充盲孔尺寸為60mm*35mm,銅厚度為15mm。 由於1號工藝可以用最小的凹面填充盲孔,囙此不需要額外的壓扁步驟。 輪廓比通常在10%到15%的範圍內,然而,在某些情况下,觀察到實際情況在15%到20%之間,導線的鍍銅厚度在15µm到16mm之間,R值在1到2之間。焊盤形狀更為方形,表面平坦,接線顯示出輕微的圓頂。

圖6填充不同尺寸的90mm x 25mm、80mm x 35mm、90mm x 60mm和100mm x80mm盲孔
進一步評估了該公式對不同尺寸盲孔的填充能力。 測試了四種不同的盲孔尺寸:90mm x 25mm、80mm x 35mm、90mm x 60mm和100mm x80mm。 試驗結果如圖6所示。對於90mm*60mm以下的盲孔填充,未觀察到凹面,而較大的100mm*80mm盲孔具有4mm凹面。
電鍍液壽命的研究
在初步效能評估後,將電鍍溶液老化至150 Ah/L,槽容量為8 L。每個電鍍週期為15ASF,持續45分鐘,添加劑濃度與錶1所列相同。

電鍍液壽命
在槽老化試驗期間,以50Ah/L的間隔對測試板進行電鍍,並在顯微鏡下製備和評估切片樣品。 測試板由60µm x35mm盲孔和各種L/S路徑組成。 調整電鍍條件,以在表面上獲得約15mm的厚度。 在整個老化過程中,導線輪廓在10%-15%之間,偶爾在15%-20%之間,這與初始性能測試結果一致,平板電鍍的R值在1-2之間。
使用厚度為40mm和60mm的板測試通孔填充能力。 兩塊電路板的孔徑分別為40mm和50mm。 結果如圖7所示。電鍍週期為1.24ASD,持續60分鐘

x形孔的填充能力
抗拉强度和伸長率
兩個最重要的物理性質PCB製造 是指電鍍銅導體的抗拉强度和伸長率, 由於這些特性表明銅金屬在組裝和最終使用期間可以承受的熱應力. 物理性能是包括抑制劑在內的添加劑組合的結果, 晶粒細化器和矯直器. 這些效能還取決於鍍速或電流密度, 電鍍溫度, 和晶體形態. 例如, 不同晶向的緻密沉積物比柱狀沉積物具有更好的物理性能.
根據IPC TM-650標準的2.4.18.1測試方法量測物理性能,然後將樣品切成條狀,在125℃的烘箱中烘烤4~6小時。 使用工業機械測試儀對試樣條進行測試,並使用該儀器的測量值計算拉伸强度和伸長率。 圖8顯示了兩種不同老化槽溶液的結果:新電鍍槽和約100 Ah/L的老化槽。 結果表明,隨著電鍍時間的新增,特性變化不大,滿足IPC標準III級的要求。