Im Design- und Herstellungsprozess von Hochgeschwindigkeits-PCB Leiterplatten, Ingenieure müssen mit Verdrahtung und Komponenteneinstellungen beginnen, um sicherzustellen, dass diese Leiterplatte eine gute Signalübertragungsintegrität aufweist. Im heutigen Artikel, Wir werden einige Verdrahtungstechniken vorstellen, die häufig im PCB-SignalintegritätsDesign für Neulinge verwendet werden, in der Hoffnung, etwas Hilfe für das tägliche Studium und die Arbeit von Neuankömmlingen zu bringen.
Im Designprozess von Hochgeschwindigkeits-Leiterplatten sind die Kosten der gedruckten Schaltung des Substrats proportional zur Anzahl der Schichten und der Oberfläche des Substrats. Daher sollten Ingenieure unter der Prämisse, die Systemfunktion und -stabilität nicht zu beeinträchtigen, die geringste Anzahl von Schichten verwenden, um die tatsächlichen Designanforderungen zu erfüllen, was unweigerlich die Verdrahtungsdichte erhöht. Im PCB-Verdrahtungsdesign gilt: Je größer die Verdrahtungsbreite Fein, desto kleiner das Intervall, desto größer das Übersprechen zwischen Signalen und desto kleiner die Übertragungsleistung. Daher müssen bei der Auswahl der Spurengröße verschiedene Faktoren berücksichtigt werden.
Im PCB-Layout-Design-Prozess sind die Prinzipien, die Ingenieure befolgen müssen, hauptsächlich wie folgt:

Zunächst einmal sollten Designer das Biegen der Leitungen zwischen den Stiften der Hochgeschwindigkeitsschaltgeräte während des Verdrahtungsprozesses minimieren und 45 verwenden? Falten Sie Linien, um die äußere Reflexion und gegenseitige Kopplung von Hochfrequenzsignalen zu reduzieren.
Zweitens sollte der Designer bei der Durchführung des Verdrahtungsbetriebs der Leiterplatte die Leitung zwischen den Pins der Hochfrequenzschaltungsvorrichtung so weit wie möglich und den Zwischenschichtwechsel der Leitung zwischen den Pins verkürzen. Hochfrequente digitale Signalspuren sollten so weit wie möglich von analogen Schaltungen und Steuerkreisen entfernt sein.
Zusätzlich zu den Vorsichtsmaßnahmen für Leiterplattenverdrahtung oben erwähnt, Ingenieure müssen auch beim Umgang mit Differenzsignalen vorsichtig sein. Weil das Differenzsignal die gleiche Amplitude und die gleiche Richtung hat, Die von den beiden Signalleitungen erzeugten Magnetfelder heben sich gegenseitig auf, die das EWI wirksam reduzieren können. Der Abstand der Differenzlinien führt häufig zu Änderungen der Differenzimpedanz, und die Inkonsistenz der Differenzimpedanz wird die Signalintegrität ernsthaft beeinträchtigen. Daher, in der tatsächlichen Differenzverdrahtung, Der Längenunterschied zwischen den beiden Signalleitungen des Differenzsignals muss zum Zeitpunkt des Anstiegs des Signals geregelt werden. Innerhalb von 20% der elektrischen Länge. Wenn die Bedingungen es zulassen, Die Differenzverdrahtung muss dem Back-to-Back-Prinzip entsprechen und in der gleichen Verdrahtungsschicht liegen. In der setting of the line spacing of differential wiring, Ingenieure müssen sicherstellen, dass sie mindestens gleich oder größer als das 1-fache der Linienbreite ist. Der Abstand zwischen Differentialspuren und anderen Signalleitungen sollte größer als das Dreifache der Leitungsbreite sein.
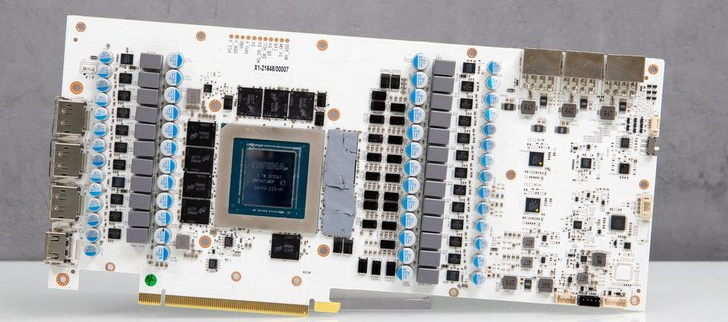
Nach dem Löten von Leiterplattenkomponenten (einschließlich Reflow- und Wellenlöten) erscheinen kleine hellgrüne Blasen um einzelne Lötstellen. In schweren Fällen wird es Fingernagel-große Blasen geben, die nicht nur die Erscheinungsqualität beeinflussen, sondern auch die Leistung beeinflussen, die oben genannten Fehler sind auch eines der häufigen Probleme in der Schweißindustrie.
PCBA-Bauteile nach dem Löten
Der grundlegende Grund für die Blasenbildung der Lötmaske ist das Vorhandensein von Gas und Wasserdampf zwischen der Lötmaske und dem PCB-Substrat, wo eine Spurenmenge von Gas oder Wasserdampf in sie während verschiedener Prozesse eingeschlossen wird. Bei hoher Löttemperatur dehnt sich das Gas aus. Dies führt zu Delamination zwischen der Lötmaske und dem Leiterplattensubstrat. Während des Lötens ist die Temperatur des Pads relativ hoch, so dass Blasen zuerst um das Pad herum erscheinen. Die folgenden Gründe führen dazu, dass Feuchtigkeit auf der Leiterplatte eingeschlossen wird:
1. Im Prozess der elektronischen Verarbeitung muss PCB oft gereinigt und getrocknet werden, bevor Sie den nächsten Prozess durchführen. Wenn es geätzt ist, sollte es vor dem Auftragen der Lötmaske getrocknet werden. Wenn die Trocknungstemperatur zu diesem Zeitpunkt nicht ausreicht, wird Wasserdampf in den nächsten Prozess eingeschlossen, und Blasen erscheinen, wenn hohe Temperatur während des Schweißens auftritt.
2. Die Speicherumgebung davor PCB-Verarbeitung ist nicht gut, die Luftfeuchtigkeit ist zu hoch, und ob es während des Lötens rechtzeitig getrocknet wird.
3. Im Wellenlötverfahren wird jetzt häufig wasserhaltiges Flussmittel verwendet. Der Wasserdampf im Flussmittel tritt entlang der Lochwand des Durchgangslochs in das Innere des PCB-Substrats ein, und der Wasserdampf tritt zuerst um das Pad herum ein, und nachdem das Löten hoher Temperatur angetroffen ist, erzeugt Blasen.
Lösung:
1. Alle Links sollten streng kontrolliert werden. Die gekaufte Leiterplatte sollte nach Inspektion ins Lager gebracht werden. Normalerweise sollte die Leiterplatte nach 260 Grad Celsius/10s keine Blasen bilden.
2. PCB sollte in einer belüfteten und trockenen Umgebung gelagert werden, und die Speicherdauer sollte sechs Monate nicht überschreiten.
3. Die Leiterplatte ist vorgebacken (120±5) Grad Celsius/4h im Ofen vor dem Löten.
4. Die Vorwärmtemperatur beim Wellenlöten sollte streng kontrolliert werden. Vor dem Eintritt in das Wellenlöten sollte es 100 Grad Celsius~150 Grad Celsius erreichen. Wenn wasserhaltiges Flussmittel verwendet wird, sollte die Vorwärmtemperatur 110 Grad Celsius~155 Grad Celsius erreichen, um sicherzustellen, dass der Wasserdampf vollständig verflüchtigt werden kann.