Design specifications for the placement of parts during wave soldering
When PCB電路板 第一個出來了, 在設計之初,它們幾乎總是採用傳統的插入管道. 當時, 所有的電路板都必須經過波峰焊接. 當時, 這些木板只是單面的; 後來, PCB發明後, 一開始, 表面貼裝焊和波峰焊混合使用. 當時, 大部分零件無法轉換為SMD工藝. 也就是說, 有必要混合使用傳統的挿件和SMD部件. 手動挿件的步驟, 然後經過波峰焊爐. 因為需要這樣一個過程, 電路板的設計必須將所有挿件放置在同一側, 然後用另一面進行波峰焊, 波峰焊側SMD零件必須用紅色膠水固定,以避免零件在波峰焊過程中掉入錫爐的問題.
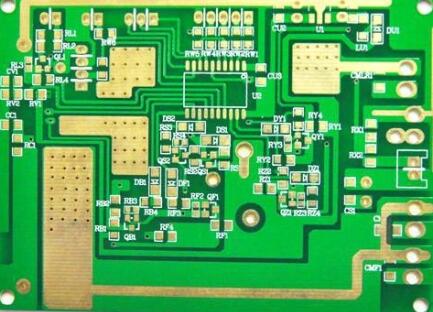
由於波峰焊接工藝將面板浸泡在熔融的液態錫爐中,囙此電路板的設計和製造將受到許多限制。 此外,錫爐表面還有一些無法設計的零件。 試著總結並列出一些你知道的規則:
1、對於需要波焊的區域,最好塞住通孔,以避免錫在通過波時溢出零件表面

軟焊爐, 導致不可預測的短路問題.
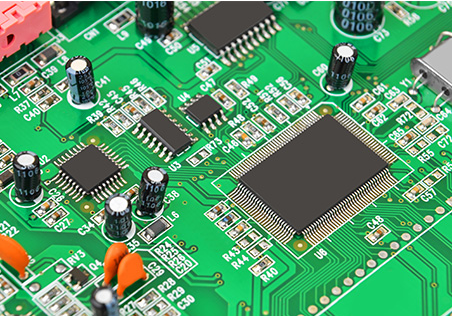
2、對於有排脚的零件,排脚的直線應平行於波峰焊的垂直度,以避免排脚之間短路,並使錫更好。
3. 如果有電阻等小零件, 電容器, 電感等 PCB零件 需要進行波焊, 零件應垂直於波峰焊接方向.
4.如果有SOIC(在零件兩側有焊脚的IC),整排焊脚應平行於波峰焊的垂直度。
5、請注意,只有單列或雙列焊脚零件才有機會進行波峰焊,其他帶有四邊焊脚的零件絕對不適合波峰焊。
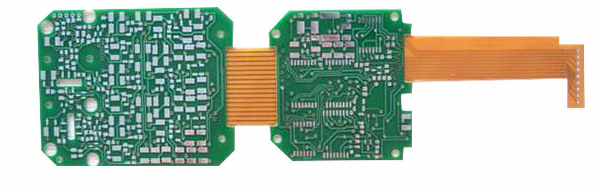
6、為了避免陰影效應,較高和較大的零件應位於波峰焊接方向的後面。
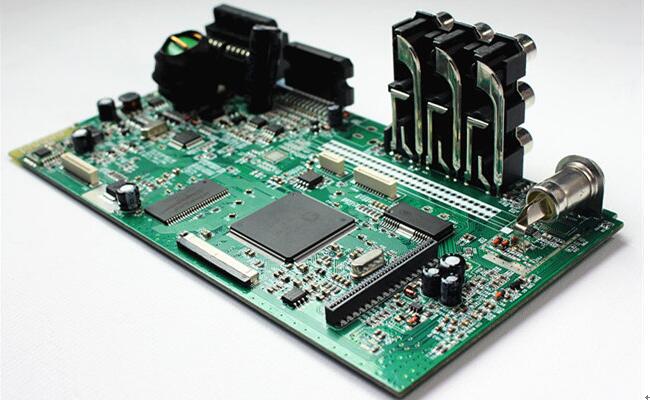
波峰焊過程中手塞手焊的建議(這些規則最初是針對10個以上手塞的板給出的,但我認為也應該適用於一些選擇性波峰焊板):
1、先插入緊配合件,如一些彎曲脚與外界溝通的連接器,以避免插入緊配合件時因振動而甩掉其他第一個插入件。
2、插電時,右手的插電位置應從左上到右下排列; 左手的插入位置是從右上角到左下角,以避免零件阻礙手勢動作。
3、挿件的順序應先從下部開始,再從上部開始,以避免上部阻礙手部。 (例如,兩個接頭之間的電阻)
4、最好將相同的PCB零件放置在同一工位。 (减少插入錯誤位置和錯誤零件的機會)
5. 最好集中相同的手插入部分 PCB操作員 在一個角落裏, 以便操作員的眼睛可以集中在同一區域, 並且可以避免錯誤.
6、外觀相同但資料編號不同的零件應避免在同一工位內,以免混淆。
7、極性零件儘量不要佈置在同一工位。 否則,同一個工作站將太重。
8、各車站應爭取相同的工作時間。