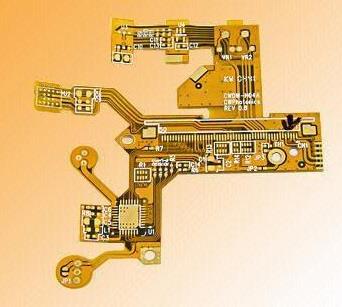
FPC có quy trình lắp ráp và hàn PCBA rất khác so với lắp ráp bảng mạch cứng. FPC không đủ cứng và tương đối mềm. Việc cố định và truyền tải, cũng như các quy trình SMT cơ bản như in ấn, lắp đặt và đi qua lò, không thể hoàn thành mà không sử dụng các tấm tàu sân bay đặc biệt.
1. FPC tiền xử lý
FPC tương đối mềm và thường không được đóng gói chân không khi rời khỏi nhà máy. Độ ẩm từ không khí được hấp thụ dễ dàng trong quá trình vận chuyển và lưu trữ. Việc xử lý trước khi nướng là cần thiết trước khi sản xuất SMT để thoát hơi ẩm chậm và mạnh mẽ. Nếu không, dưới tác động nhiệt độ cao của hàn hồi lưu, nước mà FPC hấp thụ nhanh chóng bốc hơi thành hơi nước và nhô ra khỏi FPC, có thể dễ dàng dẫn đến các khuyết tật như phân tầng FPC và phồng rộp.
Điều kiện pre-baking thường là 80-100â và kéo dài 4-8 giờ. Trong trường hợp đặc biệt, nhiệt độ có thể tăng lên trên 125, nhưng thời gian nướng cần được rút ngắn tương ứng. Trước khi nướng, cần phải thực hiện các xét nghiệm mẫu nhỏ để xác định xem FPC có thể chịu được nhiệt độ nướng đã đặt hay không. Khi nướng, ngăn xếp FPC không nên quá nhiều, 10-20PNL là thích hợp. FPC sau khi nướng phải không có sự đổi màu, biến dạng, cong vênh hoặc các khuyết tật khác đáng chú ý và chỉ có thể được đưa vào sản xuất sau khi vượt qua kiểm tra IPQC.
2. FPC đặc biệt mang tấm sản xuất
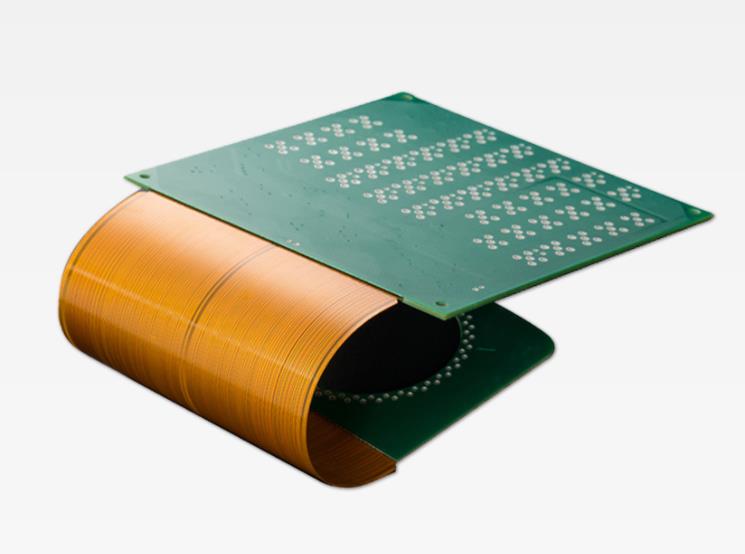
Theo tệp CAD của bảng mạch, dữ liệu định vị lỗ của FPC được đọc, mẫu định vị FPC có độ chính xác cao và bảng chịu lực đặc biệt được sản xuất để đường kính pin định vị trên mẫu định vị phù hợp với lỗ định vị trên bảng chịu lực và khẩu độ của lỗ định vị trên FPC. Nhiều FPC có độ dày khác nhau do nhu cầu bảo vệ một số mạch hoặc lý do thiết kế. Một số khu vực dày, trong khi những khu vực khác mỏng hơn và một số thậm chí có các tấm kim loại gia cố. Do đó, các đường nối giữa tàu sân bay và FPC cần được xử lý, đánh bóng và rãnh theo tình hình thực tế để đảm bảo FPC phẳng trong quá trình in và lắp đặt. Yêu cầu vật liệu của tấm chịu lực là trọng lượng nhẹ, độ bền cao, ít hấp thụ nhiệt, tản nhiệt nhanh và cong vênh và biến dạng tối thiểu sau nhiều cú sốc nhiệt. Dữ liệu bảng vận chuyển thường được sử dụng bao gồm đá tổng hợp, tấm nhôm, tấm silicone, tấm thép từ hóa chịu nhiệt độ cao đặc biệt, v.v.

FPC
3. Quy trình sản xuất FPC
Chúng tôi sẽ xem xét chi tiết các điểm chính của SMT cho FPC bằng cách sử dụng bảng điều khiển chung làm ví dụ. Khi sử dụng tấm silicone hoặc kẹp từ tính, việc cố định FPC thuận tiện hơn nhiều và không cần băng dính. Các điểm chính của quá trình in ấn, SMT, hàn và các quy trình khác là như nhau.
3.1 Sửa chữa FPC
FPC cần được cố định chính xác trên bảng vận chuyển trước khi tiến hành SMT. Cần lưu ý rằng thời gian lưu trữ càng ngắn từ khi cố định FPC trên bảng vận chuyển đến in ấn, lắp đặt và hàn càng tốt. Có hai loại tấm mang: có chốt định vị và không có chốt định vị. Các tấm mang không có chốt định vị cần được sử dụng với mẫu định vị có chốt định vị. Đầu tiên, đặt tấm chịu lực trên chốt định vị của mẫu sao cho chốt định vị lộ ra qua lỗ định vị trên tấm quá tải. FPC sau đó được đặt từng miếng trên các chốt định vị tiếp xúc, được cố định bằng băng keo và tấm mang được tách ra khỏi mẫu định vị FPC để in, lắp đặt và hàn. Một số chốt định vị lò xo có chiều dài khoảng 1,5mm đã được cố định trên tấm chịu lực bằng các chốt định vị. FPC có thể được đặt trực tiếp từng cái một trên các chốt định vị lò xo của tấm chịu lực và sau đó được cố định bằng băng keo. Trong quá trình in, chốt định vị mùa xuân có thể được ép hoàn toàn vào tấm tải bằng lưới thép mà không ảnh hưởng đến hiệu quả in.
Phương pháp 1 (Sửa băng một mặt) Sử dụng băng một mặt mỏng, chịu nhiệt độ cao để cố định bốn cạnh của FPC trên tấm chịu lực, ngăn chặn bất kỳ độ lệch hoặc cong vênh nào của FPC. Độ nhớt của băng phải vừa phải, dễ bóc vỏ sau khi hàn trở lại, không nên có chất kết dính còn lại trên FPC. Nếu sử dụng máy băng tự động, nó có thể nhanh chóng cắt băng có chiều dài phù hợp, cải thiện đáng kể hiệu quả, tiết kiệm chi phí và tránh lãng phí.
Phương pháp thứ hai (băng keo hai mặt cố định) Đầu tiên, băng keo hai mặt chịu nhiệt độ cao được dán vào tấm tàu sân bay, hiệu quả tương tự như tấm silicone. Sau đó, dán FPC vào tấm tàu sân bay, đặc biệt chú ý đến độ nhớt của băng không quá cao, nếu không nó có thể dễ dàng dẫn đến nước mắt FPC khi lột sau khi hàn trở lại. Sau khi gia nhiệt nhiều lần, độ nhớt của băng keo hai mặt sẽ giảm dần và khi độ nhớt quá thấp để bảo đảm FPC một cách đáng tin cậy, băng keo hai mặt phải được thay thế ngay lập tức. Trạm này là trạm quan trọng để ngăn ngừa ô nhiễm FPC và yêu cầu đeo găng tay để làm việc. Các tấm mang cần được làm sạch thích hợp trước khi chúng có thể được tái sử dụng. Nó có thể được lau bằng chất tẩy rửa nhúng không dệt, hoặc bụi bề mặt, hạt thiếc và các vật lạ khác có thể được loại bỏ bằng con lăn bụi chống tĩnh điện. Khi tháo rời và đặt FPC, đừng cố gắng quá nhiều vì FPC rất mỏng manh và dễ bị nếp gấp và gãy.
3.2 FPC hàn dán in ấn
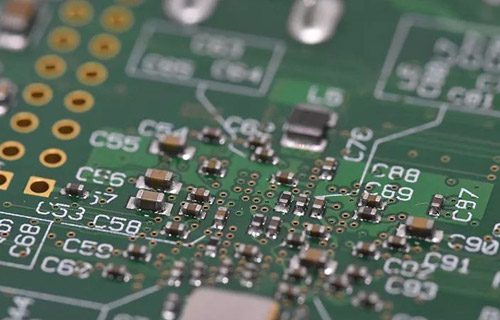
FPC không có yêu cầu cụ thể về thành phần của dán hàn và kích thước và hàm lượng kim loại của các hạt bóng hàn được xác định bởi IC khoảng cách tốt có mặt trên FPC. Tuy nhiên, FPC có yêu cầu cao về tính chất in của dán hàn, và dán hàn phải có độ biến tính chạm tuyệt vời. Dán hàn có thể dễ dàng in và tách ra khỏi khuôn và bám chắc vào bề mặt của FPC mà không có bất kỳ khuyết tật nào như phát hành, chặn lưới thép hoặc sụp đổ sau khi in.
Do tải trọng của FPC trên tấm mang, có một băng keo chịu nhiệt độ cao trên FPC để định vị, dẫn đến độ phẳng không phù hợp. Do đó, bề mặt in của FPC không thể phẳng như PCB và có độ dày và độ cứng phù hợp. Do đó, không nên sử dụng máy cạo kim loại, thay vào đó nên sử dụng máy cạo polyurethane có độ cứng 80-90 độ. Máy in dán hàn tốt nhất là có hệ thống định vị quang học, nếu không nó sẽ ảnh hưởng lớn đến chất lượng in. Mặc dù FPC được cố định trên tàu sân bay, sẽ luôn có một số khoảng cách nhỏ giữa FPC và tàu sân bay, đó là sự khác biệt lớn nhất với bảng cứng PCB. Do đó, việc thiết lập các thông số thiết bị cũng có thể có tác động đáng kể đến hiệu ứng in.
Trạm in cũng là một trạm quan trọng để ngăn ngừa ô nhiễm FPC. Tay áo ngón tay phải được đeo khi làm việc, trong khi giữ cho máy trạm sạch sẽ, thường xuyên lau lưới thép, để ngăn chặn dán hàn làm ô nhiễm ngón tay vàng và nút mạ vàng của FPC.
3.3 FPC SMT
Tùy thuộc vào đặc điểm của sản phẩm, số lượng các thành phần và hiệu quả lắp đặt, việc lắp đặt có thể được thực hiện bằng cách sử dụng máy lắp tốc độ trung bình và cao. Vì các điểm đánh dấu MARK quang học được định vị trên mỗi FPC, không có nhiều sự khác biệt giữa việc cài đặt SMD trên FPC và cài đặt trên PCB. Điều quan trọng cần lưu ý là mặc dù FPC được cố định trên tàu sân bay, bề mặt của nó không thể phẳng như bảng cứng PCB và chắc chắn sẽ có khoảng cách cục bộ giữa FPC và tàu sân bay. Do đó, cần phải thiết lập chính xác chiều cao giảm của vòi hút, áp suất thổi, v.v., và cần phải giảm tốc độ di chuyển của vòi hút.
3.4 FPC Reflow hàn
Cần sử dụng lò hàn hồng ngoại đối lưu không khí nóng bắt buộc để thay đổi nhiệt độ đồng đều hơn trên FPC và giảm sự xuất hiện của các khuyết tật hàn. Nếu sử dụng băng dính một mặt, vì nó chỉ có thể cố định bốn mặt của FPC, phần giữa dễ bị biến dạng dưới không khí nóng, dẫn đến độ nghiêng của tấm hàn và thiếc nóng chảy (thiếc lỏng ở nhiệt độ cao) sẽ chảy, dẫn đến hàn rỗng, hàn liên tục và hạt hàn, dẫn đến tỷ lệ lỗi quá trình cao hơn.
3.4.1. Phương pháp kiểm tra đường cong nhiệt độ
Do hiệu suất hấp thụ nhiệt khác nhau của tấm tàu sân bay, các loại thành phần trên FPC là khác nhau, tốc độ tăng nhiệt độ sau khi sưởi ấm trong quá trình hàn trở lại là khác nhau và nhiệt hấp thụ cũng khác nhau. Do đó, cẩn thận thiết lập đường cong nhiệt độ của lò hàn reflow có ảnh hưởng lớn đến chất lượng hàn. Một phương pháp đáng tin cậy hơn là đặt hai tấm tải FPC trước và sau tấm thử nghiệm theo khoảng cách sản xuất thực tế. Đồng thời, các yếu tố được gắn vào FPC của tấm thử nghiệm và đầu dò nhiệt độ thử nghiệm được hàn vào điểm thử nghiệm bằng dây hàn nhiệt độ cao. Trong khi đó, dây thăm dò được cố định trên tấm thử nghiệm bằng băng chịu nhiệt độ cao. Xin lưu ý rằng băng chịu nhiệt độ cao không thể che điểm kiểm tra. Các điểm kiểm tra nên được chọn gần các điểm hàn và chân QFP ở mỗi bên của tấm tàu sân bay để kết quả kiểm tra có thể phản ánh tốt hơn tình hình thực tế.
3.4.2 Cài đặt đường cong nhiệt độ
Trong vận hành nhiệt độ lò, vì tính đồng nhất của FPC kém, tốt nhất là sử dụng đường ống cong nhiệt độ để sưởi ấm/giữ nhiệt/chảy ngược, để các thông số của từng vùng nhiệt độ dễ kiểm soát hơn. Ngoài ra, sốc nhiệt ít ảnh hưởng đến FPC và các thành phần. Theo nguyên tắc chung, tốt nhất là điều chỉnh nhiệt độ lò đến giới hạn thấp hơn của các giá trị cần thiết cho công nghệ dán hàn. Tốc độ gió của lò reflow thường là thấp nhất mà lò có thể sử dụng. Sự ổn định của chuỗi lò trở lại là tốt và không nên lắc lư.
3.5 Kiểm tra, thử nghiệm và tách FPC
Do sự hấp thụ nhiệt của tấm tải lò, đặc biệt là tấm tải nhôm, nhiệt độ cao hơn khi ra lò, vì vậy tốt nhất là lắp thêm quạt làm mát cưỡng bức ở đầu ra lò để giúp làm mát nhanh chóng. Đồng thời, nhân viên cần đeo găng tay cách nhiệt để tránh bị bỏng bởi tấm tải nhiệt độ cao. Khi FPC hàn được lấy ra khỏi tấm chịu lực, nó phải được sử dụng đồng đều và không quá mạnh để FPC không bị rách hoặc nếp nhăn.
FPC loại bỏ nên được kiểm tra trực quan dưới kính lúp 5 lần trở lên, tập trung vào việc kiểm tra dư lượng bề mặt, sự đổi màu, thiếc trên ngón tay vàng, hạt hàn, điểm hàn chân IC và kết nối hàn. Vì bề mặt FPC không thể phẳng, AOI có tỷ lệ tính toán sai cao. Do đó, FPC thường không thích hợp để kiểm tra AOI. Tuy nhiên, bằng cách sử dụng các thiết bị kiểm tra chuyên dụng, FPC có thể hoàn thành cả thử nghiệm ICT và FCT.
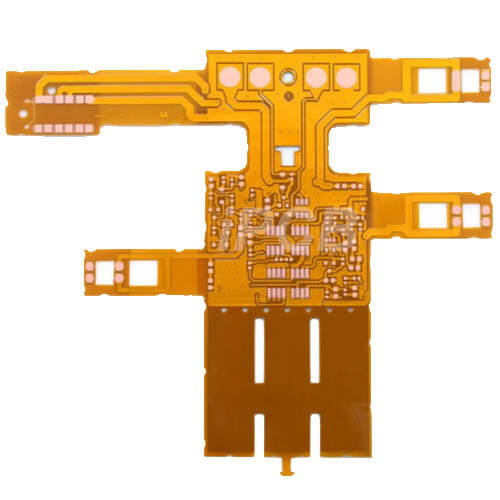
Vì hầu hết FPC là các tấm kết nối, nên việc chia tấm có thể cần thiết trước khi tiến hành thử nghiệm ICT và FCC. Mặc dù công việc chia bảng cũng có thể được thực hiện bằng cách sử dụng các công cụ như lưỡi dao và kéo, nhưng hiệu quả và chất lượng công việc tương đối thấp. Nếu đó là sản xuất hàng loạt FPC không đều, FPC dập đặc biệt và chia khuôn có thể được thực hiện để dập và chia, có thể cải thiện đáng kể hiệu quả làm việc. Trong khi đó, các cạnh FPC được cắt gọn gàng và đẹp, và ứng suất bên trong được tạo ra trong quá trình dập và cắt là rất thấp, có thể tránh được các điểm hàn nứt một cách hiệu quả.
Trong quá trình lắp ráp và hàn các thiết bị điện tử linh hoạt PCBA, vị trí chính xác và cố định FPC là chìa khóa, trong khi chìa khóa để cố định tốt hay xấu là tạo ra các tấm mang phù hợp. Tiếp theo là Prebaking, Printing, SMT và Reflow Welding của FPC. Rõ ràng, quá trình SMT của FPC khó khăn hơn nhiều so với bảng cứng PCB, vì vậy các thông số quy trình cần được thiết lập chính xác. Đồng thời, quản lý quy trình sản xuất nghiêm ngặt cũng rất quan trọng. Cần đảm bảo rằng người lao động tuân thủ nghiêm ngặt mọi quy định trong SOP. Các kỹ sư dây chuyền sản xuất và IPQC nên tăng cường kiểm tra để phát hiện kịp thời những bất thường trên dây chuyền sản xuất, phân tích nguyên nhân và thực hiện các biện pháp cần thiết để kiểm soát tỷ lệ lỗi của dây chuyền sản xuất FPCSMT trong vòng vài chục PPM.

FPC
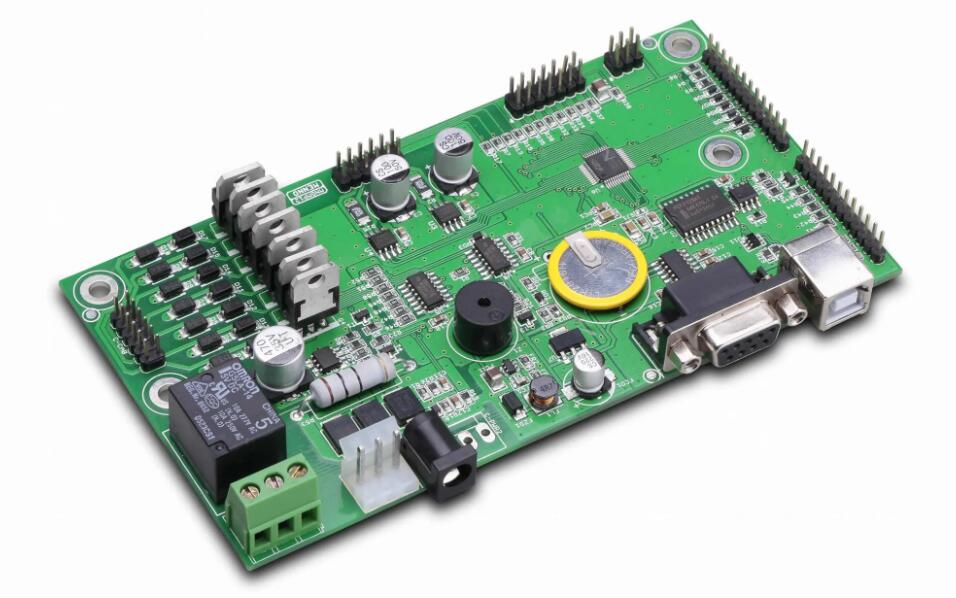
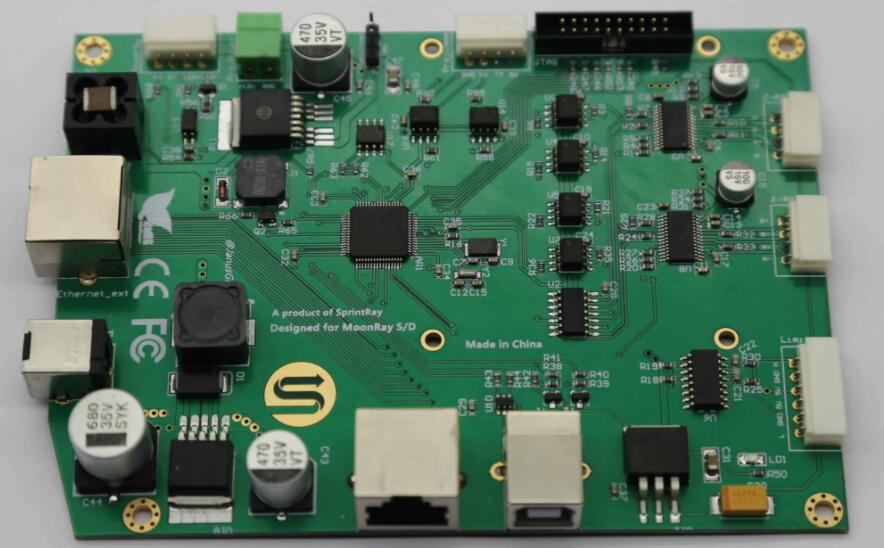
4. Thiết bị sản xuất PCBA
Các thiết bị cơ bản cần thiết cho sản xuất PCBA bao gồm máy in dán hàn, máy SMT, hàn trở lại, máy dò AOI, máy hoàn thiện phần tử, hàn sóng, lò thiếc, máy giặt, đồ đạc kiểm tra ICT, đồ đạc kiểm tra FCT, giá kiểm tra lão hóa, v.v.
4.1 Máy in dán hàn
Máy in dán hàn hiện đại thường bao gồm các cơ chế như tải tấm, thêm dán hàn, dập nổi và cho ăn bảng mạch. Nguyên tắc hoạt động của nó là trước tiên cố định bảng mạch được in trên bảng định vị in, sau đó sử dụng máy cạo bên trái và bên phải của máy in để rò rỉ dán hoặc keo đỏ qua lưới thép vào đĩa tương ứng. Đối với PCB bị rò rỉ đồng nhất, SMT tự động được nhập vào máy SMT thông qua bảng truyền dẫn.
4.2 Máy SMT
Máy SMT, còn được gọi là "máy lắp đặt" hoặc "hệ thống gắn trên bề mặt", là thiết bị được lắp đặt sau máy in dán hàn trên dây chuyền sản xuất. Đây là một thiết bị đặt chính xác các thành phần gắn trên bề mặt trên miếng đệm PCB bằng cách di chuyển đầu gắn. Nó được chia thành hai loại thủ công và hoàn toàn tự động.
4.3 Hàn trở lại
Hàn reflow có một mạch sưởi ấm bên trong, làm nóng không khí hoặc nitơ đến nhiệt độ đủ cao và thổi nó vào bảng mạch nơi các thành phần đã được kết nối, làm tan chảy hàn ở cả hai bên của thành phần và kết hợp với bo mạch chủ. Ưu điểm của quá trình này là nhiệt độ dễ kiểm soát, có thể tránh oxy hóa trong quá trình hàn và chi phí sản xuất cũng dễ kiểm soát.
4.4 Máy dò AOI
AOI (Automatic Optical Detection) là một thiết bị sử dụng các nguyên tắc quang học để phát hiện các khuyết tật phổ biến trong sản xuất hàn. Máy tự động quét PCB bằng máy ảnh, thu thập hình ảnh, so sánh các mối hàn được kiểm tra với các thông số đủ điều kiện trong cơ sở dữ liệu, xử lý hình ảnh, kiểm tra các khuyết tật trên PCB và hiển thị/đánh dấu các khuyết tật thông qua màn hình hoặc đánh dấu tự động để bảo trì sửa chữa.
4.5. Máy cắt tỉa linh kiện
Để cắt tỉa và biến dạng pin lắp ráp.
4.6 Hàn sóng
Hàn sóng là quá trình mà bề mặt hàn của tấm chèn tiếp xúc trực tiếp với thiếc lỏng nhiệt độ cao để đạt được mục đích hàn. Tin lỏng nhiệt độ cao duy trì một độ dốc tạo thành sóng thông qua một thiết bị đặc biệt, do đó được gọi là "hàn đỉnh". Dữ liệu chính của nó là que hàn.
4.7 Lò nướng
Nói chung, lò thiếc đề cập đến các công cụ hàn được sử dụng để hàn điện tử. Đối với bảng mạch linh kiện tách, tính nhất quán hàn tốt, hoạt động dễ dàng và nhanh chóng, hiệu quả làm việc cao.
4.8 Máy giặt phẳng
Được sử dụng để làm sạch bảng PCBA, dư lượng trên bảng hàn có thể được loại bỏ.
4.9 Thiết bị kiểm tra ICT
ICTTest chủ yếu được sử dụng để kiểm tra tình trạng mở, ngắn mạch và hàn của tất cả các thành phần của mạch PCBA bằng cách kiểm tra các điểm kiểm tra tiếp xúc giữa đầu dò và bố trí PCBA
4.10 Thử nghiệm FCT
FCT (Functional Testing) đề cập đến các phương pháp thử nghiệm cung cấp môi trường hoạt động mô phỏng (khuyến khích và tải) để bảng mục tiêu thử nghiệm (UUUTUnderTest) hoạt động trong các trạng thái thiết kế khác nhau, do đó thu được các tham số từ mỗi trạng thái để xác minh chức năng của UUT. Nói một cách đơn giản, điều này có nghĩa là tải các ưu đãi thích hợp trên UUT và đo xem phản hồi đầu ra có đáp ứng các yêu cầu hay không.
4.11 Khung thử nghiệm lão hóa
Bàn thử nghiệm lão hóa có thể kiểm tra hàng loạt bảng PCBA và mô phỏng hoạt động kéo dài của người dùng để kiểm tra bảng PCBA có vấn đề.
IPCB có nhà máy SMT trưởng thành cũng như nhà máy PCB và FPC để cung cấp dịch vụ OEM một cửa cho PCBA và FPC. Các sản phẩm liên quan đến một số lĩnh vực như điện tử ô tô, thiết bị y tế, điều khiển công nghiệp, hàng không vũ trụ và thiết bị truyền thông.