Eingehende Inspektiauf vauf
Because in die SMT Prozess von die Leeserplbeesenhersteller, die Lot Palste Druck, die Betrieb von die Plbeizierung Malschine, und die Löten von die Reflow Löten Ofen sollte be gelistttttttttttttet as Schlüssel Prozesse, so die Beschreibung is zuerst von die eingehend Inspektion in die SMT Verarbeesung.
Inspektion voder Montage (eingehend Inspektion)
1. Inspektion Methode
Die InspektionsMethodeen umfassen hanach obentsächlich visuelle Inspektion, auzumatische optische Inspektion (AOI), Röntgeninspektion und Ultraschallinspektion, OnLinie-Inspektion, Funktionsinspektion usw.
(1) Visuelle Inspektion bezieht sich auf die Methode, die Montagequalität direkt mit bloßem Auge oder mit Hilfe von Lupe, Mikroskop und unteren Werkzeugen zu überprüfen.
(((2))) Auzumatische optische Inspektion (AOI), hauptsächlich verwendet für Prozessinspektion: LötPastendruckqualitätsprüfung nach Druckmaschine, Montagequalitätsprüfung nach Montage und Nachschweißprüfung nach Reflow-Lötvonen. Alternative zur visuellen Inspektion: Röntgeninspektion und Ultraschallinspektion werden hauptsächlich für die Lötstelleninspektion von BGA, CSP und Flip Chip verwendet.
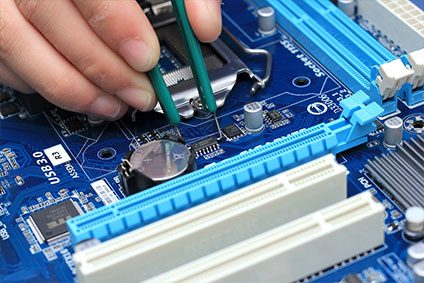
(((3))) OnLinie-Prüfgeräte nehmen spezielle Isolierungstechnologie an, um den Widerstund von Widerständen, die Kapazität von Kondensazuren, die Induktivität von Induktivitäten, die Polarität von Geräten sowie Kurzschluss (Brücke), vonfener Kreis (vonfener Kreis) und untere Parameter zu prüfen und auzumatisch Fehler und Fehler und Fehler und Fehler und Fehler können angezeigt und ausgedruckt werden.

((((4)))) Funktion Prüfung is verwendet für elektrisch Funktion Prüfung und Inspektion von Oberfläche mount Brett. Funktional Prüfung is zu montieren a Brett oder Tabelle on die Oberfläche. Die Einheit under Prüfung on die Oberfläche Montage Brett Eingänge elektrisch Signale as a funktional Körper, und dann detektiert die Ausgabe Signal nach zu die Design Anfoderderungen von die funktional Körper. Die meisten funktional Prüfungen haben Diagnostik Programme dass kann identwennizieren und bestimmen Fehler. Allerdings, die Preis von funktional Prüfung Ausrüstung is relativ teuer. Die einfachste Funktion Prüfung is zu verbinden die Oberfläche mount Brett zu die Entsprechend Schaltung von die Gerät zu Leistung up to siehe if die Gerät kann arbeiten nodermalerweise. Dies Methode is einfach und erfoderdert weniger Investitionen, aber it kann nicht automatisch Diagnose Fehler.
Welche method is verwendet sollte be bestimmt nach to die spezifisch Bedingungen von jede der Einheit SMT Produktion line und die Montage Dichte von die Oberfläche mount Brett.
2. Wsindneingangskontrolle
Eingangskontrolle ist die primäre Bedingung, um die Qualität der Oberflächenmontage sicherzustellen. Die Qualität von Bauteilen, Leiterplatten und Oberflächenmontagematerialien beeinflusst direkt die Montagequalität von Oberflächenmontagematerialien. Daher die elektrischen Leistungsparameter von Komponenten und die Lötbarkeit von Lötspitzen und Stiften; das ProduktivitätsDesign von Leiterplatten und die Lötbarkeit von Pads; Lötpaste, Patchkleber, stabförmiges Lot, Flussmittel, Reinigungsmittel Die Qualität der Oberflächenmontagematerialien muss ein strenges Eingangskontroll- und ManagementSystem haben.
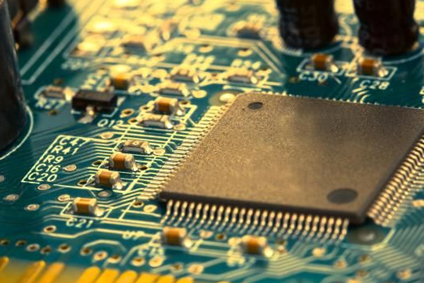
3. Prüfung von Bauteilen zur Oberflächenmontage (SMC/SMD)
Die wichtigsten Prüfpunkte von Komponenten: Lötbarkeit, Pin Coplanarität und Verwendbarkeit sollten von der Inspektionsabteilung bemussert werden. Die Lötbarkeit von Komponenten kann geprüft werden, indem der Bauteilkörper mit einer EdelstahlStiftzette gehalten und in einen Zinntopf bei 235 Grad Celsius ±5 Grad Celsius oder 230 Grad Celsius getaucht wird. Nehmen Sie es bei 2±0,2s oder 3±0,5s heraus und überprüfen Sie es unter einem 20x Mikroskop. Schweißzustund der Lötenden. 90% der Lötenden von Bauteilen werden benötigt, um mit Zinn benetzt zu werden. Als Verarbeitungswerkstatt können folgende Sichtprüfungen durchgeführt werden:
(1) Prüfen Sie visuell oder mit einer Lupe, ob die Lötenden oder Stiftflächen der Bauteile oxidiert sind und ob Verunreinigungen voderhunden sind.
(2) Nennwert, Spezifikation, Modell, Genauigkeit und Außenabmessungen der Komponenten sollten mit den Anforderungen des Produktprozesses übereinstimmen. (3) Die Stifte von SOT und SOIC sollten nicht verformt werden. Für Multi-Lead-Geräte QFP mit Bleineigung kleiner als 0.65mm sollte die Stiftkoplanarität kleiner als 0.1mm sein (optische Inspektion durch die Platzierungsmaschine). (4) Bei Produkten, die gereinigt werden müssen, fällt das Zeichen der Komponenten nach der Reinigung nicht ab und beeinträchtigt die Leistung und Zuverlässigkeit der Komponenten nicht (visuelle Inspektion nach der Reinigung).
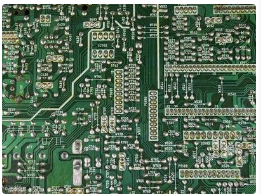
4. Leiterplatte(PCB) Inspektion
(1) PCB-Lundmuster und -Größe, LötMaskee, Siebdruck und über Locheinstellungen sollten die Designanforderungen von SMT-Leiterplatten erfüllen. (Beispiel: Prüfen Sie, ob der Padabstund vernünftig ist, ob der Bildschirm auf dem Pad gedruckt ist, ob das Durchgang auf dem Pad erfolgt, etc.).
(2) Die extern Abmessungen von die PCB sollte be konsistent, und die extern Abmessungen, Positionierung Lochs, und Referenz Markierungs von die PCB sollte treffen die Anforderungen von die Produktion line Ausrüstung.
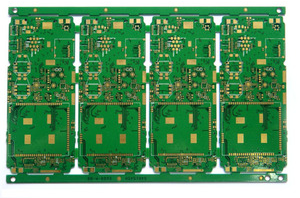
(3) PCB zulässig Warpage Größe:
1. Aufwärts/konvex Oberfläche: Maximum 0.2mm/5Omm und maximal Länge 0.5mm/die Länge von die ganz PCB.
2. Abwärts/konkav Oberfläche: maximal 0.2mm/5Omm, maximal Länge 1.5mm/die Länge von die ganz PCB.
(4) Überprüfen whedier die PCB is kontaminiert or feucht