Leiterplattenproduktion Prozess: SMT Hardware Engineers, die häufig mit Fabriken zu tun haben wollen, Sie müssen die grundlegenden Prozesse und Prinzipien der SMT-Fabriken vollständig verstehen.
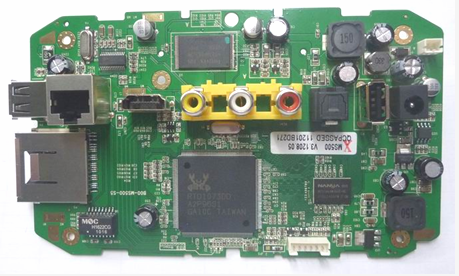
PCBA=PCB montiert. Die montierte Leiterplatte. Streng genommen, PCBA=PCB+Komponenten+SMT Produktion+Firmware+Testing.
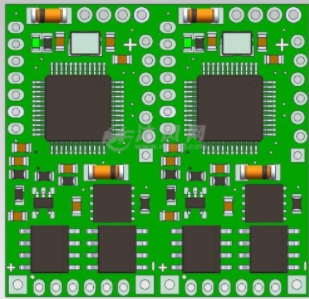
Mit so vielen Komponenten auf der Platine, Handlöten ist definitiv nicht möglich, und Maschinen müssen zur Montage verwendet werden. Egal, ob Sie in der Fabrik waren oder nicht, Sie müssen dieses Bild im Fernsehen gesehen haben: ein Manipulator bewegt sich auf die Leiterplatte, mehrmals nach unten stechen, und es gibt Komponenten auf der Platine. Dies ist ein Link in PCB werden PCBA, SMT.
Der Maschinenschweißkreislauf ist im Prinzip derselbe wie der manuelle Schweißkreislauf, das Verzinnen, das Platzieren von Komponenten und das Heizen. Es ist nur so, dass die Geschwindigkeit einer Maschine viel höher ist als die einer menschlichen Hand, und mehrere Komponenten können in einer Sekunde platziert werden.
Oberes Blech:
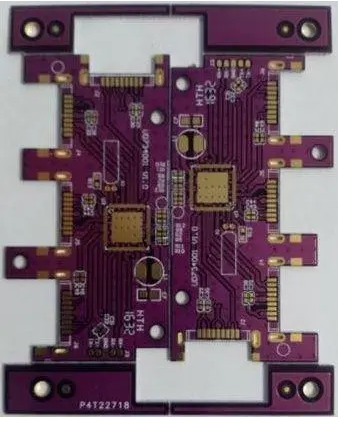
Zuerst verzinnen Sie die Leiterplatte. Wie bereits erwähnt, befindet sich in der Gerberdatei eine Pastenmaskendatei, mit der das Stahlgitter geöffnet wird. Das Stahlgitter ist ein dünnes Stahlblech, sehr flach, mit einer Dicke von ca. 0.1mm. Entsprechend der Grafik auf der Pastemaskendatei gibt es entsprechende Hohlöcher. Bedecke die Schablone auf der Leiterplatte und richte sie aus. Zu diesem Zeitpunkt können Sie sehen, dass alle Pads, die gelötet werden müssen, freigelegt werden. Die Schablone ist die Schablone der Lötpaste. Bürste eine Schicht Lotpaste auf die Schablone. Die Lötpaste in den Löchern wird auf die PCB-Pads gedruckt, und es wird kein Lot geben, wo es keine Löcher gibt. Die Dicke der Lötpaste ist die gleiche wie die Dicke des Stahlgitters, das auch so dick wie 0.1mm ist.

Die Ausrüstung für Verzinnungsarbeiten wird eine "Druckmaschine" genannt. Setzen Sie die Schablone in die Maschine ein und legen Sie dann die Leiterplatte hinein. Die Ausrüstung hält automatisch die Leiterplatte, positioniert sie und hält sie fest unter der Schablone. Es gibt eine Bürste über der Schablone, die viel Lotpaste drückt und von der Oberseite der Schablone hin und her geht, wird eine Schicht Lotpaste an der Position der Schablonenöffnung und der Nut, die von der Leiterplatte gebildet wird, gestapelt. Nimm die Platine wieder ab und das Blech auf der Platine ist fertig. Als nächstes müssen Sie eine andere Maschine eingeben und beginnen, die Komponenten zu platzieren.
Offene Löcher auf der Schablone, entsprechend den Bauteilpads der Leiterplatte
Drucken Sie Lötpaste auf die Leiterplatte durch die Schablone
Patch/SMT
SMT, Surface Mount Technology, Surface Mount. Wie der Name schon sagt, werden die Komponenten auf der Oberfläche der Leiterplatte montiert. Es wird Paste genannt, weil die Lotpaste eine bestimmte Viskosität hat und an den Komponenten haften kann, auch wenn sie nicht geschmolzen ist. SMT wird auch Patch genannt. Die Bedeutung des Setzens des Chips auf die Leiterplatte.
Da Patch das wichtigste Glied im gesamten PCBA-Verarbeitungsprozess ist, werden PCBA-Verarbeitungsanlagen auch Patch-Anlagen genannt.
Das Prinzip des Patchens ist extrem einfach. Beim manuellen Löten werden die Bauteile eingespannt und mit einer Pinzette auf die Leiterplatte gelegt. Die Bestückungsmaschine spannt mit einem Roboter die Bauteile auf der Leiterplatte.
Die tatsächliche Situation des Patches ist jedoch sehr kompliziert, und die Ausrüstung ist auch sehr anspruchsvoll. Denken Sie auch darüber nach, wenn es keine technischen Inhalte gibt, warum gibt es dann immer eine Patchlinse am Fernseher statt einer Linse zum Drucken oder hinter dem Ofen? Wir können uns zunächst die folgenden Fragen anschauen:
Wo sollen die Komponenten platziert werden?
Kleinere Bauteile, einschließlich Chips, werden in Bändern gelagert. Durch das Papier- oder Kunststoffmaterialband werden die Komponenten nacheinander in der gleichen Reihenfolge in das Materialband eingebettet und dann zu einer Rolle gerollt. Es gibt viele Standardlöcher auf dem Materialband, diese Löcher können auf das Getriebe des Materialförderers geklebt werden, und das Getriebe trägt das Material Stück für Stück nach vorne.
Der Materialförderer heißt Feida. Der Name ist rein transliteriert, Feeder. Die ursprüngliche Absicht war ein Fütterer, ein Züchter. Es drückt anschaulich die Funktion dieses Dings aus: Zuführung von Materialien an die Platzierungsmaschine.
Feida ist an beiden Enden der Bestückungsmaschine ordentlich angeordnet. Der Roboterarm der Bestückungsmaschine wird entsprechend dem Programm eingestellt, um die Bauteile von Feida aufzunehmen und auf die Leiterplatte zu legen.
Bei großformatigen Bauteilen oder Schüttgütern, die nicht zu Bändern gewebt werden, können sie auch auf die Palette gelegt werden und der Roboter kann auch Materialien von der Palette aufnehmen.
Wie greift der Manipulator so ein kleines Bauteil?
Tatsächlich ist der Roboterarm der Bestückungsmaschine nicht auf Finger angewiesen, um die Bauteile aufzunehmen, sondern durch Vakuum. Es gibt viele Düsen an jedem Arm, und jede Düse kann eine Komponente aufsaugen. Wenn es mehr Saugdüsen gibt, kann der Roboterarm viele Komponenten in einer Bewegung saugen und viele Male platzieren, so dass die Produktionseffizienz höher ist.
Bauteile unterschiedlicher Größe haben unterschiedliche Saugdüsen. Aus der Highschool-Physik kann man sehen, dass bei gleichem Druck, je größer die Fläche, desto größer die Kraft. Daher muss die Saugdüse zum Absaugen schwererer Materialien wie Späne und Steckverbinder größer sein., Die Saugdüse für den Widerstand und die Kapazität sollte kleiner sein, und die Saugdüse für 0201-Komponenten muss kleiner sein.
Schwere Objekte haben eine größere Trägheit beim Bewegen, so dass die Platzierungsmöglichkeit in mehrere Bereiche unterteilt ist. Der Roboterarm im großen Bauteilbereich bewegt sich langsamer und der kleine Bauteilbereich bewegt sich viel schneller.
Aus dem Prinzip der Kommissionierung von Bauteilen in der Bestückungsmaschine ist es nicht schwer zu verstehen, dass für spitze Bauteile wie Stifte und Fingerhut die Materialien mit einer Kunststoffabdeckung geliefert werden, da sie ohne eine flache Oberfläche nicht aufgesaugt werden können. Bei Bauteilen mit kleinen Öffnungen auf der Oberfläche wie dem USB-Anschluss wird beim Verlassen der Fabrik ein kleines Stück Hochtemperatur-Klebeband angebracht. Der Zweck ist es, das Auslaufen der Saugdüse zu verhindern.
Woher weiß der Roboter, wo die Komponenten platziert werden sollen?
In den Produktionsmaterialien gibt es eine Koordinatendatei, die die Koordinaten jeder Komponente auf der Leiterplatte anzeigt. Vor der Online-Platzierung wird der Produktionslinienentwickler den Produktionsmaterialien gegenüberstehen und die Platzierungsinformationen jeder Komponente in die Betriebssoftware der Bestückungsmaschine eingeben. Auf diese Weise weiß die Bestückungsmaschine, welche Zuführung wie viele Komponenten zu bekommen hat und wo sie auf der Leiterplatte platziert werden soll.
Dieser Prozess wird als Programmierung in der Fabrik bezeichnet. Die SMT-Fabrik verfügt über einen speziellen Programmingenieur, der für die Eingabe dieser Informationen verantwortlich ist. Die Programmierung einer Leiterplatte mit Hunderten von Komponenten dauert mehr als einen halben Tag.
Wie richte ich die Leiterplatte und Komponenten aus?
Die Leiterplatte wird über ein Förderband zur Bestückungsmaschine geschickt. Die Komponenten befinden sich im Materialband, und sie sind nicht fest geklebt, und sie werden zittern. Die Bestückungsmaschine muss in der Lage sein, die genaue Position der Leiterplatte zu bestimmen und die Bauteile genau zu platzieren.
Die Bestückungsmaschine verwendet die Kamera am Roboterarm, um Leiterplatte und Komponenten zu identifizieren. Nachdem jedes Bauteil abgeholt wurde, wird es fotografiert. Durch die Bilderkennung dieses Fotos kann festgestellt werden, ob es angesaugt wird oder nicht. Wenn es falsch ist, wird das System es automatisch entsprechend den Daten auf dem Bild posten. Die Position der Folie wird bis zu einem gewissen Grad kompensiert, die Bewegung ist voreingenommen und die Rotation ist schief. Ebenso wird die Leiterplatte auch mit mehreren Markierungspunkten, einem kreisförmigen Pad, entworfen. Die Kamera kann die aktuelle Position der Leiterplatte entsprechend der Position des Pads identifizieren und dann die Komponente entsprechend den Koordinaten der Komponente relativ zur Leiterplatte finden. Standort.
Beim Durchlaufen des Ofens schmilzt die Lotpaste, und die geschmolzene Lotpaste präsentiert die Eigenschaften einer Flüssigkeit: Sie wird an einem Ort adsorbiert, an dem sie adsorbiert werden kann, und Spannung wird erzeugt. Es kommt oft vor, dass das Pflaster, wenn es aufgeklebt wird, krumm wird, nachdem der Ofen vorbei ist. Dies wird oft durch die unterschiedliche Spannung zwischen den Pads verursacht. Zum Beispiel sind einige PCB-Pads groß und einige Chips haben kleine Pads. Dieser Bedarf kann gelöst werden, indem man die Zinnmenge und die Form der Zinnpaste steuert oder die Methode des Dosierens und Fixierens vor dem Ofen annimmt.
Es gibt auch ein Pin-Typ-Lötverfahren, Wellenlöten, das noch immer auf alten Leiterplatten und großen einfachen Leiterplatten verwendet wird, speziell zum Löten von Pin-Schaltungen. Der Wellenkamm des Wellenlötens bedeutet, dass nach dem Schmelzen des Lots das Lot durch die Düse der Ausrüstung gesprüht wird und eine Wellenform wie ein kleiner Brunnen bildet. Setzen Sie den Stift des Bauteils in den Wellenkamm ein, und das Lot kann befleckt werden und das Lot kann absorbiert werden. Löten Sie die Pads und Stifte zusammen.
Jetzt im Bereich Smart Hardware, Es gibt fast keine Produkte mit Vollplatinensteckkomponenten, die meisten davon sind Vollboard SMT, und gelegentlich einige große Steckverbinder erfordern Wellenlöten.