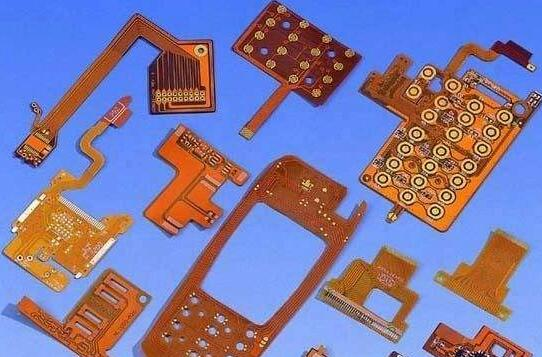
PCBA welding technology is currently available
There are many soldering methods, such as manual soldering, wave soldering, reflow soldering (that is, vapor phase reflow soldering and convection reflow soldering) and selective soldering. Among these welding processes, some have been used for many years, and some have just been introduced. All these welders have their own advantages and disadvantages and related applications. Take the wave soldering through-hole circuit board components for example, other soldering processes cannot be compared with it in terms of economic benefits. Similarly, if the circuit board only contains surface mount components, the main soldering process option is convection reflow soldering.
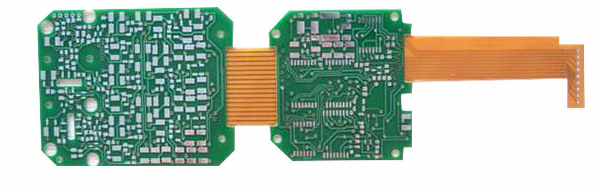
If you have to deal with mixed assembly circuit boards that have both surface mount and through-hole components, this is the case for more than 95% of sub-products today, especially if you want to use tin components and lead-free components on the same circuit board. In this case, choosing the right welding process will be more complicated.
Alternative welding technology

Vapor phase welding (VPS), also known as condensation welding, was once very popular. However, in the 1980s, people seldom used this process. There are two reasons for this: the problems of the vapor phase welding process itself and the continuous improvement of the convection reflow process. The problems of vapor phase welding mainly focus on the high defect rate, such as most wick effects in J-lead parts and component tombstone defects in chip components.
However, since J-lead components are rarely used nowadays, there is basically no wick defect in vapor phase welding. Most of the J-lead devices have been replaced by BTC devices and gull-wing devices. At present, most of the vapor phase welding has a built-in preheating system, so the vapor phase welding has also been improved. Despite these improvements, it is still difficult for you to find a large number of users who use vapor phase welding. Considering that the convection system can provide efficient and uniform heating without the inherent problems of vapor phase soldering, convection reflow soldering has become the most common soldering process.
Backward compatible welding options
With the widespread use of lead-free soldering, companies must reconsider their soldering options, especially when dealing with backward compatibility and forward compatibility issues. In the case of backward compatibility, most components use tin-lead solder, and some components use lead-free solder. The case of forward compatibility is the opposite. Most components use lead-free solder, and some components use tin-lead solder. Forward compatibility rarely becomes a problem because it rarely occurs, while backward compatibility is very common.
Given that this industry has not yet fully adopted lead-free materials, backward compatibility is a major issue in fields such as military and aerospace, but they also have to use lead-free components. This is because component suppliers believe that both tin-lead components and lead-free components are sold at the same time. The components have no economic benefits. Except for lead-free BGA, all lead-free components can be soldered with tin-lead solder paste and tin-lead reflow temperature profile. Some companies replace the solder balls of lead-free BGA with tin-lead solder balls at a very high price, and use the tin-lead process to solder the BGA of the reformed solder balls. At the same time, other companies use a temperature curve whose peak temperature is lower than the lead-free temperature curve, but higher than the peak temperature of the tin-lead temperature curve. Essentially, this temperature curve is one of the tin-lead temperature curve and the lead-free temperature curve. The result of a compromise between.
In both cases, there is a problem that the heat input requirements of lead-free components and tin-lead components are different during soldering, so trade-offs and trade-offs need to be made carefully. Because most of the tin-lead components may be damaged due to this, you cannot reflow a few lead-free BGAs at a relatively high temperature. You can't just use the tin-lead temperature curve, because the solder balls of the lead-free BGA will not melt completely, and the solder balls will not collapse. This is the key to improving the reliability of the BGA solder joints. I will introduce this complex topic in detail in a follow-up column.
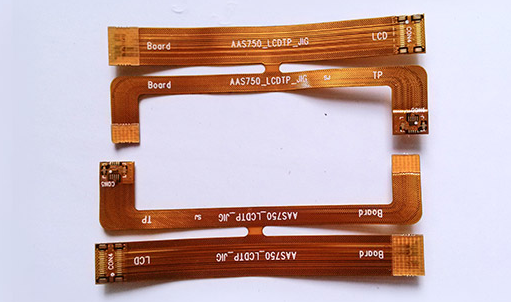
Selective soldering options for hybrid components
Mixed assembled circuit boards, these circuit boards containing surface mount technology (SMT) and through-hole components represent most of the products in our industry. What should you do when mixing SMT components and through-hole components on the same circuit board? Here are some common selective soldering options that can be considered.
1. Using non-metallic fixtures on a mixed-assembled circuit board is a common method for selective soldering of through-hole components. However, this method is only effective when the circuit board is designed correctly. Otherwise, the fixture will need to go through multiple iterations to reach the final fixation goal, which will expose the through-hole parts and completely hide the surface mount components on the bottom side of the circuit board. This method can be very expensive, depending on the product mix you have to deal with, and it requires a lot of storage space to store the fixtures.
2. The other method usually refers to the solder fountain device, which uses a metal fixture that covers the solder tank. The solder flows into the through hole like a fountain at the designated position under the through hole. These fixing fixtures may also be very expensive, requiring considerable time and work to design and manufacture. The defect level of solder may be very high, this is because the solder fountain device changes the fluid mechanics of the solder wave. This is not a very common process.
3. Fixed-point solder wave or "dancing wave". When this solder wave is sprayed, the robot carrier moves the solder fountain device. As the number of through-hole components on the circuit board decreases year by year, this is the most common method. If there are only a few through-hole components on the circuit board, this is a perfect process. In this method, the circuit board remains fixed, but the solder fountain device is moved to the position where the leads are extended. The solder of the solder fountain solders each lead or each row of leads respectively. These fixed-point welding machines have built-in flux applicator, preheater and solder fountain device, this kind of welding often simulates the standard wave soldering process. This machine is very flexible, does not use fixed fixtures, and uses a completely different soldering temperature profile, including a solder fountain temperature that is much higher than the solder wave temperature of the standard wave soldering process (for example, the solder wave of selective soldering.